Почему инжекторные резаки доминируют на рынке
Исторические и экономические предпосылки
В отечественной промышленности ручные резаки инжекторного типа для кислородной резки находят пока самое широкое применение. И это несмотря на активное продвижение производителями и продавцами в течение последних 10 лет более эффективных и безопасных резаков с внутрисопловым смешением газов.
Почему так происходит? Давайте разберемся.
Доминирующее положение резаков инжекторного типа обусловлено целым рядом условий. И они не случайны.
Во-первых, в Советском Союзе в массовом порядке производились только инжекторные резаки. Это позволило довести технологию их изготовления до очень высокого уровня. Данная технология взята за основу всеми предприятиями, производящими данный вид продукции на территории РФ и других стран СНГ в настоящее время.
Во-вторых, себестоимость изготовления инжекторных резаков практически у всех производителей этого вида газопламенного оборудования невысока и отличается незначительно. Что крайне важно в конкурентной борьбе.
В-третьих, потребители, в течение десятков лет эксплуатировавшие инжекторные резаки, продолжают их приобретать. С той лишь разницей, что из-за появления новых предприятий им приходится выбирать, продукцию какого производителя приобрести.
Привычка — великая сила. Плюс экономия. Плюс проверенная временем технология.
Проблемы качества и подделки
Снижение качества в погоне за ценой
Несмотря на то, что конструкция инжекторных резаков отработана, выпускаются изделия, которые в угоду снижения стоимости теряют ряд конструктивных и эксплуатационных свойств.
Что происходит?
Снижается их надежность, работоспособность и безопасность. Более того, в последнее время появились некачественные подделки резаков и запасных частей к ним, изготовленные в Китае.
Представьте ситуацию: вы покупаете резак, который выглядит как оригинал, но внутри — дешевая подделка. Газовые каналы не соответствуют стандартам, материалы некачественные. Что может произойти?
- ✗ Обратный удар пламени;
- ✗ Нестабильное горение;
- ✗ Перерасход газов;
- ✗ Низкое качество резки;
- ✗ Аварийная ситуация.
Такая ситуация заставляет потребителей более серьезно подходить к выбору приобретаемой продукции.
Как отличить качественный резак от подделки? На что обращать внимание?
Программа испытаний резаков
Объективная оценка рынка
В ООО «СКТБ АВТОГЕНТЕХМАШ» как к разработчику газопламенного оборудования поступали и продолжают поступать запросы дать объективную оценку предлагаемым на российском рынке инжекторным резакам.
Для этого требуется проведение испытаний резаков, используемых российскими потребителями.
Для объективности ООО «СКТБ АВТОГЕНТЕХМАШ» предложило ведущим производителям представить образцы для проведения испытаний.
Цели испытаний:
- → оценка продукции, представленной на российском рынке, на соответствие действующему в РФ ГОСТ 5191;
- → оценка продукции на соответствие заявленным паспортным характеристикам;
- → организация взаимодействия разработчиков и производителей автогенной техники в области разработки новой и совершенствования выпускающейся техники.
Большинство поставщиков резаков заинтересовалось предложением о проведении испытаний. Но пока не представлены образцы от ряда ведущих производителей, и работа не закончена.
Чтобы помочь потребителям выбрать из предлагаемой продукции ту, которая отвечает их требованиям, а также обеспечит высокую надежность и лучшее качество работы, необходимо составить описание оптимальной конструкции и перечень требований, которым должны соответствовать инжекторные резаки.
Оптимальная конструкция инжекторного узла
Газодинамика и безопасность
Инжекторными называются резаки, в которых горючий газ поступает в смесительную камеру вследствие инжектирующего действия кислородной струи, вытекающей из сопла инжектора с критической скоростью.
На рисунке представлена оптимальная конструкция инжекторного узла, обеспечивающая надежную и безопасную работу резака.
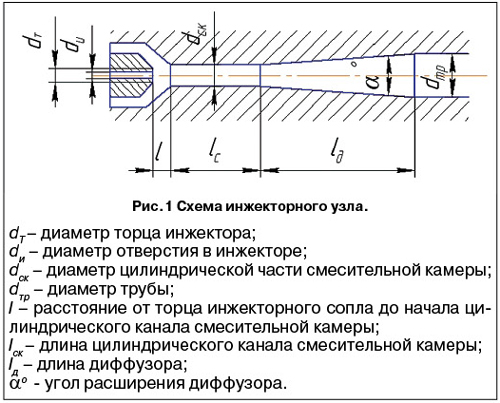
Все газодинамические характеристики инжекторного узла во взаимодействии с мундштуком давно изучены, рассчитаны и подтверждены исследовательскими данными.
Поэтому задача производителей сегодня, независимо от конструктивных особенностей, — выдержать известные соотношения между конструктивными элементами резаков.

На сегодня есть точно установленные, подтвержденные исследовательскими работами ВНИИАвтогенмаша размеры для проходных сечений выходных каналов инжекторов и цилиндрических каналов смесительных камер.
Эти размеры обеспечивают надежную, экономичную и безопасную работу инжекторных резаков.
Технические параметры газовых каналов
Критические размеры для разных газов
Приведенные ниже формулы позволят нам более подробно описать работу инжекторного узла и мундштука резака.
| Тип горючей смеси | Диаметр инжектора (dи) | Диаметр смесительной камеры (dск) |
|---|---|---|
| Кислород + ацетилен | 0,6 мм | 1,8 мм |
| Кислород + пропан-бутан (природный газ, метан) | 0,95 мм | 2,8 мм |
Почему эти размеры так важны?
Потому что от них зависит качество смешения газов, стабильность пламени и безопасность работы.
Отклонение даже на доли миллиметра может привести к серьезным проблемам: от нестабильного горения до обратного удара.
Принцип работы инжектора
Как происходит смешение газов
Подогревающий кислород поступает в инжектор, откуда вытекает с большой скоростью и попадает в смесительную камеру, увлекая за собой горючий газ.
Сила инжекции уменьшается по длине струи. То есть подсасывание горючего газа в начале смесительной камеры идет более интенсивно и плавно уменьшается в направлении окончания.
Величина разрежения в канале горючего газа тесно связана с точностью изготовления газовых каналов инжекторного узла.
Очень важно, чтобы ось сопла инжектора совпадала с осью цилиндрического канала смесительной камеры.
Смешение газов, протекающих по смесительной камере, происходит вследствие разности скоростей истечения кислорода и горючего газа.
Коэффициент инжекции
Отношение количества инжектируемого горючего газа к количеству инжектирующего кислорода является одним из важнейших показателей работы инжекторного резака и называется коэффициентом инжекции.
Коэффициент инжекции эквивалентен запасу горючего газа в резаке, который позволяет по мере ухудшения инжекции во время работы резака поддерживать постоянство состава горючей смеси, сохраняя пламя нормальным.
В соответствие с ГОСТом 5191 инжекторные резаки с расходом горючего газа до 2000 л/ч должны иметь в верхнем пределе рабочей мощности не менее чем 15% запас горючего газа при давлении 0,1 кгс/см².
Длина пути смешения
Длина пути смешения и величина разрежения тесно связаны с формой и размерами отверстий инжектора, смесительной камеры и выходных каналов мундштука.
От диаметра отверстия инжектора зависит длина инжектирующей поверхности кислородной струи. От размеров смесительной камеры зависит качество смешения газов.
Оптимальная длина пути смешения газов должна быть на 15-20% меньше длины цилиндрического канала смесительной камеры.
Диффузор
Диффузор — коническая часть смесительной камеры — повышает стабильность процесса инжекции, улучшает процесс смешения газов и полноту сгорания горючего газа.
В диффузоре кинетическая энергия движения смеси газов преобразуется в потенциальную энергию статического давления. Это сопровождается понижением скорости и повышением давления газовой смеси, под действием которого происходит ее равномерное истечение из выходного канала мундштука.
Оптимальный угол диффузора — 8°. При изменении угла в любом направлении коэффициент инжекции резко падает.
Правильно установленный состав смеси, качественное смешение и стабильное истечение газов из выходного канала мундштука являются необходимым условием полного сгорания смеси, равномерной температуры и устойчивости пламени.
Защита от обратных ударов пламени
Причины и предотвращение
Одним из важных элементов безопасной работы резаков является устойчивость к обратным ударам пламени.
Для того чтобы избежать проникновения пламени внутрь резака, определим причины, способствующие возникновению обратного удара и меры противодействия этому явлению.
На устойчивость горения пламени и изменение состава горючей смеси влияют следующие факторы:
- ⚠ соотношение диаметров отверстий инжектора, смесительной камеры и мундштука;
- ⚠ обязательное наличие диффузора и конфузора в газовом тракте;
- ⚠ повышенный нагрев мундштука резака;
- ⚠ резкие перепады давлений газов перед резаком;
- ⚠ конструктивные или производственные ошибки.
Температурный фактор
Повышенный нагрев мундштука — основная причина нарушения постоянства смеси в резаках инжекторного типа.
Основным условием, обеспечивающим устойчивое горение пламени, является равенство скорости истечения и скорости распространения пламени горючей смеси у поверхности мундштука на выходе из сопла.
В центре струя вытекающей смеси имеет наибольшую скорость, а по внешнему периметру струи — наименьшую.
Если скорость истечения горючей смеси у поверхности выходного сопла мундштука меньше скорости воспламенения, пламя становится неустойчивым и проникает внутрь сопла (сопел), далее внутрь мундштука, что в конечном итоге приводит к проникновению пламени в резак, то есть к обратному удару.
Скорость воспламенения и скорость истечения смеси в значительной степени зависят от температуры.
С повышением температуры горючей смеси скорость воспламенения резко возрастает, а скорость истечения из сопла (сопел) у поверхности мундштука падает из-за увеличивающегося тормозящего действия нагретых стенок сопла (сопел) мундштука, несмотря на расширение газов.
Такие условия для проникновения обратного удара пламени создаются при нагреве мундштука до температуры:
| Тип смеси | Критическая температура |
|---|---|
| Ацетилено-кислородная | 300-400°C |
| Пропано-кислородная (природный газ) | 550-650°C |
Требования к производителям
Ответственность за качество
Материалы, приведенные в данной статье, направлены на то, чтобы создать прецедент определения технологических возможностей инжекторных резаков, предлагаемых на рынке России.
При достаточно большом российском рынке резаков для кислородной резки (ориентировочно 450 тыс. штук в год) производители в пылу конкурентной борьбы для снижения затрат при изготовлении продукции зачастую идут на недопустимое снижение массы деталей или упрощение конструктивных элементов деталей.
Что происходит в результате?
Заведомо ухудшаются технологические возможности резаков и их безопасность.
В настоящее время несколько предприятий передали в ООО «СКТБ АВТОГЕНТЕХМАШ» свои изделия для проведения испытаний.
В числе первых завод газосварочного оборудования «РОАР» предоставил несколько серий резаков торговых марок «РС» и «ДОН».
В процессе подготовки статьи испытательная лаборатория, которая полностью укомплектована современными стендами, провела испытания переданных резаков на предмет соответствия требованиям ГОСТ 5191.
Что проверялось:
- ✓ параметры газового тракта;
- ✓ наличие всех необходимых конструктивных компонентов;
- ✓ качество (шероховатость) поверхностей, формирующих газовый тракт;
- ✓ параметры инжекции;
- ✓ расходные параметры;
- ✓ испытания на горение в различных режимах.
Особое внимание было обращено на безопасность резаков.
Приглашение к участию в испытаниях
Для составления полной картины по инжекторным резакам, представленным на российском рынке, предлагается также и другим ведущим производителям:
- → ОАО «Барнаульский аппаратурно-механический завод» (Россия);
- → ООО «Завод автогенного оборудования «Донмет»» (Украина);
- → ЗАО «КРАСС» (Россия);
- → ООО «Промтехкомплект» (Россия);
- → ООО «Джет»;
- → АО «Автогенмаш» (Армения) и др.
Направить образцы оборудования для проведения испытаний.
Результаты испытаний будут доведены до производителя и опубликованы только с его согласия.
На основании полученных результатов ООО «СКТБ АВТОГЕНТЕХМАШ» проведет работу по созданию единой для РФ методики испытания газовых резаков инжекторного типа и утвердит ее в «Ростехнадзоре», а также подготовит предложения по переработке ГОСТа 5191 на основании современных требований, предъявляемых к оборудованию.
Это важный шаг к повышению качества и безопасности газопламенного оборудования в России.
А.К. Никитин
Генеральный директор
ООО «СКТБ АВТОГЕНТЕХМАШ»

