Технология лазерного скрайбирования
Бесконтактное разделение пластин
Лазерное скрайбирование пластин из различных материалов — это технология, которая позволяет разделять пластины на отдельные элементы по заданному контуру без механического контакта.
О каких материалах идет речь?
- ✓ кремний;
- ✓ сапфир;
- ✓ ситалл;
- ✓ поликор;
- ✓ керамика;
- ✓ стекло;
- ✓ арсенид галлия;
- ✓ тонкопленочные элементы.
Процесс осуществляется путем нанесения на поверхность сплошной канавки или прошивки близко расположенных отверстий. Ширина риски (канавки) при этом может составлять от 20 мкм.
Представьте: толщина человеческого волоса — около 80-100 мкм. А лазер делает канавку в 4-5 раз тоньше! Это уровень прецизионной обработки.
Преимущества перед алмазной обработкой
Почему лазер выигрывает
Лазерное скрайбирование по сравнению с алмазным обеспечивает целый ряд преимуществ. И они не просто декларируются — они проверяются на практике.
| Параметр | Лазерное скрайбирование | Алмазная обработка |
|---|---|---|
| Точность | Значительно выше | Ограничена инструментом |
| Микротрещины | Отсутствуют | Неизбежны |
| Механический контакт | Отсутствует | Прямой контакт |
| Износ инструмента | Отсутствует | Постоянный износ |
| Края надрезов | Ровные и чистые | Требуют обработки |
| Зона термического влияния | Минимальная | Значительная |
| Глубина надрезов | Большая без усилий | Ограничена |
| Повторяемость | 100% | Зависит от износа |
Отсутствие микротрещин и сколов, остаточных напряжений за счет отсутствия механического контакта с режущим инструментом — это критически важно для хрупких материалов.
Отсутствие износа режущего инструмента — экономия на расходниках. Алмазный инструмент стоит дорого и требует регулярной замены.
Возможность получения надрезов с ровными и чистыми краями без загрязнения микросхем отходами резки — это качество, которое невозможно получить механическим способом.
Малая область воздействия и минимальная зона термического влияния — материал не деформируется, не меняет своих свойств.
Возможность нанесения более глубоких по сравнению с механическими методами надрезов без приложения усилий к разделяемому материалу — хрупкие пластины не ломаются.
Экологичность процесса — нет пыли, нет химических реагентов.
100%-я повторяемость — каждый раз результат одинаковый.
Обработка композитных подложек
Работа с чувствительными материалами
На рисунке показан результат скрайбирования заготовки с солнечными элементами на комбинированной GaInP/GaInAs/Ge подложке толщиной 250 мкм.
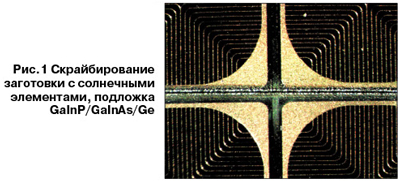
Ширина линии в данном случае составляет 35 мкм.
По причине того, что материал этой подложки очень восприимчив к излучению на длине волны 1.06 мкм, по краям линии скрайбирования может легко образовываться металлизированный грат, что недопустимо.
Что такое грат? Это наплывы материала по краям реза. В микроэлектронике даже микроскопические наплывы могут вывести устройство из строя.
Проведя ряд экспериментов и внедрив новую систему управления пространственно-временными параметрами излучения, удалось минимизировать грат и уменьшить зону термического воздействия, сохранив при этом скорость обработки по данному материалу.
Это важный момент: обычно, когда борешься с одним дефектом, появляется другой. Здесь же нашли баланс.
Скрайбирование карбида кремния
Работа с твердыми материалами
На рисунке показан результат решения аналогичной задачи — скрайбирования для подложки из монокристаллического карбида кремния (SiC).
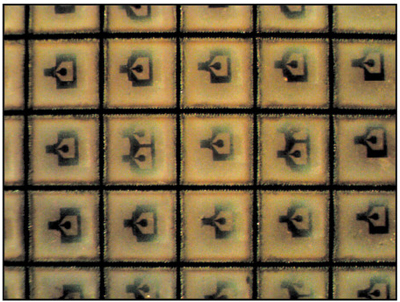
Рис.2 Скрайбирование подложки из монокристаллического SiC
Этот материал существенно менее восприимчив, чем предыдущий, но для достижения хорошего качества и малой зоны термовоздействия и здесь не обойтись без специализированной системы управления пространственно-временными характеристиками излучения.
Ширина результирующих линий — около 30 мкм.
Карбид кремния — перспективный материал для силовой электроники. Он выдерживает высокие температуры и напряжения. Но обрабатывать его сложно — материал твердый и хрупкий одновременно.
Лазер справляется с этой задачей.
Удаление металлизации с диэлектриков
Сухое производство печатных плат
При производстве печатных плат «мокрые» операции (например, химическое травление) зачастую оказываются недопустимыми или как минимум нежелательными.
Почему?
- ✗ Химические отходы требуют утилизации;
- ✗ Процесс медленный;
- ✗ Сложно контролировать глубину травления;
- ✗ Возможны подтравливания;
- ✗ Экологические требования ужесточаются.
Лазерные технологии предоставляют возможности по решению задач «сухого» изготовления печатных плат, давая также значительное преимущество по производительности, качеству и гибкости перенастройки.
Приведенные ниже результаты разработки и оптимизации технологии избирательного удаления металлизации с диэлектрических подложек выполнены с применением станка типа МЛП2, оснащенного волоконным лазером с длиной волны 1.06 мкм мощностью до 50 Вт.
На рисунках показано избирательное удаление металлизации на подложке из поликора с формированием заготовки для изготовления элемента Пельтье.
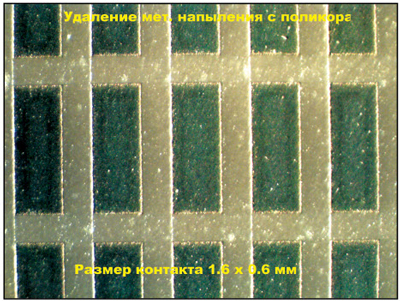
Рис. 3 Удаление металлизации. Элемент Пельтье
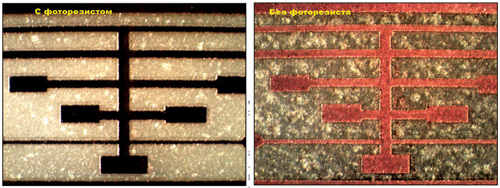
Рис. 4 Образцы удаления медного напыления: медь и медь, покрытая фоторезистом. Ширина дорожки – 70 мкм
При этом, несмотря на тот факт, что материал подложки также восприимчив к длине волны 1.06 мкм и успешно обрабатывается такими лазерами, был установлен режим воздействия и отработана технология полного удаления металлизации с минимальными повреждениями подложки.
Возможен также промежуточный режим воздействия: с полным удалением металлизации и практически отсутствием повреждений подложки – как это делается в установках для подгонки резисторов.
Ширина дорожки – 70 мкм. Это тоньше человеческого волоса!
Микропрофилирование металлических поверхностей
Создание микроструктур
Еще одна задача, с которой успешно справляются станки на маломощных волоконных лазерах, — это микропрофилирование металлических поверхностей.
При этом даже такой теплоемкий и «вязкий» для лазерной обработки материал, как медь, удается обрабатывать с качеством, удовлетворяющим заданным техническим требованиям.
На рисунке показана проскрайбированная «сеточка» на меди; размер квадратного выступа составляет 250×250 мкм.
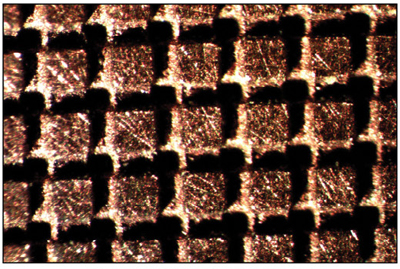
Рис. 5 Микропрофилирование на меди
Почему медь сложна для лазерной обработки?
Она хорошо отражает излучение и быстро отводит тепло. Лазерный луч просто «скользит» по поверхности, не успевая прогреть материал.
Но современные лазеры справляются и с этим.
На следующем рисунке показано микропрофилирование на полированной поверхности износостойкой стали.
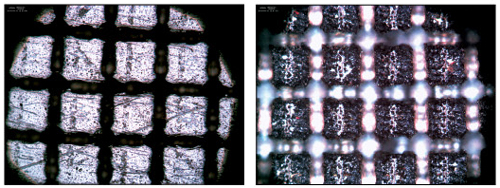
а) б)
Рис. 6 Микропрофилирование на полированной поверхности износостойкой стали
(Рис.6 а — фотография сформированной структуры непосредственно после лазерной обработки. Рис.6 б — это фотография той же структуры после легкой постобработки шлифовальной бумагой. Съемка проводилась цифровой видеокамерой-приставкой DCM500 к оптическому микроскопу, при его большом увеличении и, соответственно, при малой глубине резкости — в условиях фокусировки на внешнюю поверхность структуры)
Зачем нужно микропрофилирование?
Для создания:
- → текстурных поверхностей;
- → микроячеек для удержания смазки;
- → декоративных элементов;
- → структур для улучшения адгезии;
- → микроканалов для теплообменников.
Сверление и дозированная выемка кремния
Прецизионная обработка полупроводников
Станки с маломощными лазерами длиной волны 1.06 мкм дают хорошие результаты и при обработке кремния.
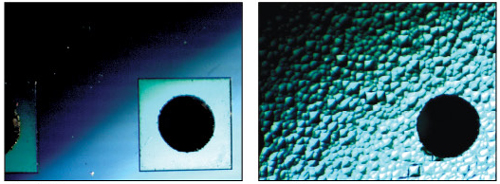
Рис.7 Сквозное отверстие диаметром 0.8 мм, просверленное в кремниевой пластине
На рисунке показано сквозное отверстие диаметром 0.8 мм, просверленное в кремниевой пластине толщиной 3 мм, — заготовке для изготовления датчиков давления.
В данном случае сверление производилось с выемкой материала не по контуру, а по всей площади. Сверление встречное — с передней полированной стороны со сформированными квадратными выемками и с задней стороны.
Почему встречное сверление?
Это позволяет получить более качественные края отверстия с обеих сторон и избежать сколов на выходе луча.
При обработке кремния толщиной от 50 мкм возможна не только качественная резка и сверление отверстий, но и дозированная выемка на различную глубину, вплоть до сквозного сверления микроотверстий.
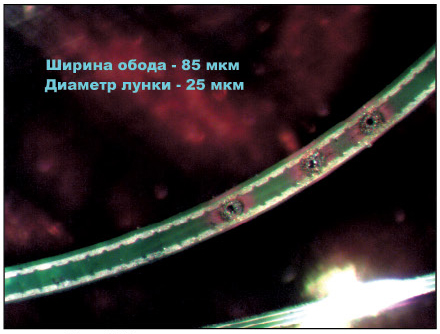
Рис. 8 Дозированная выемка в кремнии
Дозированная выемка — это когда нужно удалить материал на определенную глубину, но не насквозь.
Например:
| Применение | Глубина выемки | Точность |
|---|---|---|
| Мембраны датчиков давления | 50-200 мкм | ±5 мкм |
| Микроканалы | 10-100 мкм | ±2 мкм |
| Канавки для волноводов | 20-50 мкм | ±1 мкм |
Перспективы лазерных технологий
Новые возможности обработки
Постоянно проводимые исследования на лазерном оборудовании последнего поколения позволяют не только находить новые области применений, то есть решать принципиально новые для данного типа технологии задачи, но и выходить с уже известными решениями на качественно другой уровень.
Что это значит на практике?
Во-первых, повышается точность. То, что раньше было невозможно, становится рутиной.
Во-вторых, растет скорость. Производительность увеличивается без потери качества.
В-третьих, расширяется спектр обрабатываемых материалов. Появляются новые композиты, керамика, специальные сплавы — и лазер адаптируется под них.
В-четвертых, упрощается управление. Современные системы ЧПУ и программное обеспечение делают лазерную обработку доступной даже для небольших предприятий.
А что дальше?
Ультракороткие импульсы (фемтосекундные лазеры) откроют возможности обработки без зоны термического влияния вообще. Это уровень нанотехнологий.
Многолучевые системы позволят обрабатывать несколько зон одновременно, кратно повышая производительность.
Адаптивные оптические системы будут автоматически подстраивать параметры излучения под изменяющиеся условия обработки.
Будущее уже наступило. Осталось только им воспользоваться.
А.А. Гришаев, А.Л. Кудрявцева
ЭСТО – Лазеры и аппаратура ТМ
market@estoco.ru

