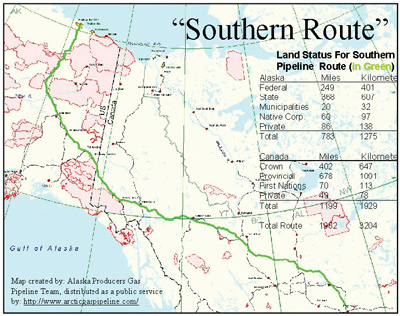
Рис. 1. Маршрут газопровода протяжённостью более 3000 км: от Прадхо-Бей до потребителей Среднего Запада
Северные районы Аляски, богатые газовыми месторождениями, и потребители в центре США разделены тысячами километров суровой территории. Проект газопровода «Аляска – Канада – Средний Запад» — не просто инфраструктура. Это вызов инженерной мысли. Более 1200 км по Аляске, свыше 3000 км в общей сложности. И каждая труба должна выдержать: давление, холод, время.
Аляска – Средний Запад: масштабный проект нового поколения
Освоение труднодоступных регионов с экстремальным климатом требует новых подходов. Традиционные решения не работают в вечной мерзлоте. Нужны технологии, которые не просто «справляются», а обеспечивают надёжность на десятилетия. И здесь ключевую роль играет трубная продукция.
Экономия через прочность: как высокопрочные стали снижают затраты
Оптимальное соотношение диаметра и толщины стенки
Повышение рабочего давления — прямой путь к экономии. Но давление растёт → нагрузка на металл растёт. Решение? Высокопрочные стали. Марки Х80, Х100 и выше позволяют уменьшить толщину стенки без потери надёжности. Меньше металла → ниже стоимость трубы → экономия на всём проекте. Логика проста. И она работает.
Проектирование в условиях Севера: strain based design
Метод strain based design учитывает деформации грунта, подвижки мерзлоты, температурные расширения. Труба должна не просто «держать давление», а выдерживать локальные изгибы без разрушения. Это меняет подход к расчётам. И к выбору материалов. Не всё так просто, как в учебниках.
| Параметр | Сталь Х70 | Сталь Х80 | Сталь Х100 |
|---|---|---|---|
| Толщина стенки, мм | 25–30 | 20–25 | 16–20 |
| Расход металла на 1 км, т | ~350 | ~280 | ~220 |
| Стоимость металла, % от проекта | 40% | 35% | 30% |
| Рабочее давление, МПа | 10–12 | 12–15 | 15–25 |
Сварка высокопрочных сталей: критерии и технологии
Высокая прочность — это полдела. Нужно ещё соединить трубы так, чтобы шов не стал слабым звеном. Сварка сталей Х80–Х100 требует особого подхода: контроль теплового режима, подбор присадочных материалов, предотвращение холодных трещин. Ошибки здесь недопустимы. Цена вопроса — целостность магистрали.
Кстати, для подводных переходов толщина стенки достигает 30–40 мм. Сварка под флюсом за два прохода, высокая скорость, сохранение вязкости шва — задачи не из лёгких. Но решаемые. Практика показывает.
Подводные трубопроводы: особые требования к трубам
Давление столба воды, коррозия от морской соли, невозможность быстрого ремонта — подводные магистрали работают в режиме «одна попытка». Требования к металлу: повышенная прочность в продольном направлении, устойчивость к смятию, коррозионная стойкость. И всё это — в одной трубе. Есть над чем подумать.
Отечественное производство: трубы Х100 от ВМЗ
Выксунский металлургический завод освоил выпуск труб категории Х100 диаметром 711 и 1219 мм по стандарту API 5L. Сырьё — листовой прокат POSCO (Корея), толщина 19,1 мм. Но производство — российское. И это важно. Зависимость от импорта снижается. Технологии — свои.
Гидравлические испытания: оценка трещиностойкости

Рис. 2. Стендовые испытания на базе «Трубодеталь»: оценка критического коэффициента интенсивности напряжений
Лабораторные тесты — это хорошо. Но реальную картину дают гидравлические испытания до разрушения. Искусственный дефект → контроль роста трещины → определение критической длины. Результат? Количественная оценка трещиностойкости. И подтверждение: с ростом прочности стали растёт и статическая трещиностойкость. Это факт.
| Параметр | Значение | Метод оценки |
|---|---|---|
| Диаметр трубы, мм | 711 / 1219 | Геометрический контроль |
| Толщина стенки, мм | 19,1 | Ультразвуковая дефектоскопия |
| Испытательное давление, МПа | До 25 | Гидравлический стенд |
| Критическая длина трещины, мм | Определяется экспериментально | Анализ разрушения |
Штампосварные тройники: новые мощности «Трубодеталь»
Рост давления требует не только прочных труб, но и соединительных деталей соответствующего уровня. Тройник для проекта «Бованенково – Ухта» — стенка 80–90 мм. Не каждый завод справится. Но «Трубодеталь» справился: новый термопрессовый участок, диаметр 530–1420 мм, класс прочности до К65, давление до 15 МПа. Мощность — 4500 тонн в год. И это только начало.
Разрезные тройники: ремонт без остановки перекачки

Рис. 3. Разрезной тройник: возможность ремонта магистрали без остановки транспортировки
До недавнего времени разрезные тройники в Россию поставляла только T.D. Williamson Inc. Теперь — своё производство. Зачем это нужно? Чтобы ремонтировать участок трубопровода, не останавливая перекачку нефти. Чтобы устранять несанкционированные врезки. Чтобы подключать новые объекты без длительных простоев. Удобно? Без вопросов.
Трубные узлы: заводское качество стыков

Рис. 4. Трубный узел «тройник + труба»: сокращение объёма полевых работ
«Трубодеталь» поставляет не просто детали, а готовые узлы: труба + отвод, труба + тройник. Преимущество? Кольцевые стыки выполняются в заводских условиях — контроль качества выше, скорость монтажа на трассе — выше. Плюс: наружная изоляция стыка тоже наносится на заводе. Надёжность растёт. Риски падают. Всё просто.
Антикоррозионная защита: внутренние покрытия труб
95% аварий на внутрипромысловых трубопроводах — из-за внутренней коррозии. Обводнённость добываемой продукции достигает 80–95%, минерализованные воды «съедают» сталь. Срок службы трубы без покрытия — от 6 месяцев до 5 лет. Потери при транспортировке — 3–7%, что выше мировых стандартов. Проблема серьёзная. И решение есть.
Порошковые оплавляемые покрытия: перспектива рынка
Эпоксидные, эпоксидно-фенольные, полиамидные, фторопластовые покрытия — наносятся в заводских условиях, обеспечивают долгосрочную защиту. ВМЗ и «Трубодеталь» уже прорабатывают технологии нанесения внутренних покрытий на трубы и соединительные детали. Это не «возможно в будущем». Это конкретные планы. И это востребовано рынком.
| Тип покрытия | Температурный диапазон | Стойкость к средам | Срок службы, лет |
|---|---|---|---|
| Эпоксидное | -40…+80°C | Вода, нефть, слабощелочные | 10–15 |
| Эпоксидно-фенольное | -40…+120°C | Кислоты, щёлочи, растворители | 15–20 |
| Полиамидное | -60…+100°C | Абразивные среды, механические нагрузки | 12–18 |
| Фторопластовое | -200…+200°C | Агрессивные химикаты, высокие температуры | 20+ |
Тенденции очевидны: давление растёт, стали становятся прочнее, условия — суровее. Но технологии не стоят на месте. Отечественные заводы осваивают производство труб Х100, штампосварных и разрезных тройников, внедряют антикоррозионные покрытия. Это не догонялки. Это — работа на опережение.
И да, комплексные решения — трубные узлы, заводская изоляция, инжиниринговое сопровождение — сокращают сроки строительства и повышают надёжность. В условиях, где цена ошибки измеряется миллионами и экологическими рисками, это не опция. Это необходимость.
Б.П. КонищевНижегородский государственный технический университетА.С. Митин, А.А. РодионовОАО «Выксунский металлургический завод
------------------------------------------------------------------------------------------------------------Объединенная металлургическая компания – один из крупнейших отечественных производителей труб, в том числе для особосложных магистральных газонефтепроводов и соединительных деталей к ним, железнодорожных колес и другой металлопродукции для энергетических, транспортных и промышленных компаний.Производственным флагманом компании, а также основным производителем трубной продукции для нефтяной и газовой промышленности является Выксунский металлургический заводОАО «ВМЗ» является ключевым поставщиком сварных труб большого диаметра для проекта газопровода «Nord Stream», активно участвует в сооружении второй очереди нефтепровода Балтийской трубопроводной системы (БТС2), строительстве магистральных газопроводов «Сахалин–Хабаровск–Владивосток», «Бованенково – Ухта», подводного перехода «Байдарацкая Губа» и других крупных проектов.В 2005 году в состав ОМК органично вошел завод ОАО «Трубодеталь» (г. Синеглазово, Челябинской области) одно из крупнейших в России и странах СНГ предприятие по производству соединительных деталей для трубопроводов из низколегированной стали диаметром 57–1420 мм.

