Разработка установки УДГЗ-200
Адаптацию плазменных аппаратов сварки и резки для поверхностной закалки проводили в Нижнетагильском филиале Уральского политехнического института, ныне — Уральский федеральный университет (УрФу).
В качестве недостатка процесса было отмечено ведение закалки в автоматическом режиме, когда параметры настройки легко поддерживаются неизменными, а ручное ведение процесса практически невозможно.
Проблема ручной плазменной закалки была решена в 2002 г. в ООО «Композит», созданном в 1990 г. при Нижнетагильском филиале УПИ. Здесь выполнили разработку закалочной установки УДГЗ-200.
В ней предусмотрена горелка, небольшие размеры которой делают ее удобной для ручного манипулирования и позволяют добираться до труднодоступных мест, т. е. упрочнять то, что ранее оставалось без закалки.

Рис. 1. Закалка установкой УДГЗ-200
Принцип работы
При закалке сварщик перемещает дугу по поверхности со скоростью, обеспечивающей «вспотевание» (состояние предшествующее плавлению) поверхности под дугой. Это контролировать не труднее, чем плавление при сварке, но оно обеспечивает необходимый для закалки нагрев и не допускает грубого оплавления поверхности.
Дуга оставляет на поверхности закаленные полосы шириной 8…12 мм, которые сварщик располагает с некоторым перекрытием. Они окрашены «цветами побежалости», т. е. покрыты тонкой пленкой окислов, которые не оказывают существенного влияния на шероховатость поверхности в диапазоне Rz 4–40.

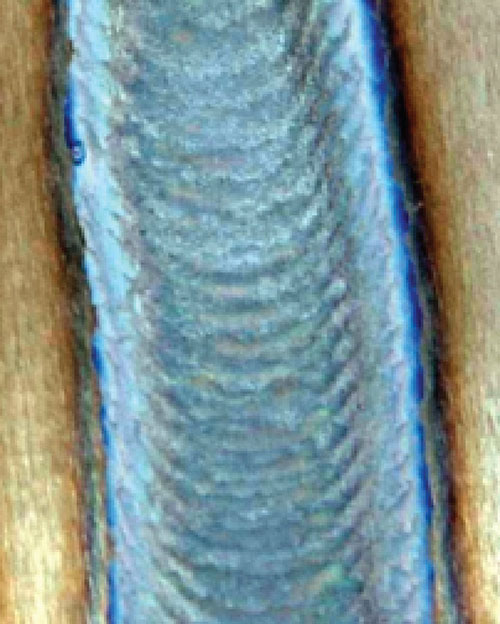
Рис. 2. Плазменная дуга (слева) и закаленная полоса с цветами побежалости
Плазменная закалка не дает деформаций, благодаря чему закаленным деталям во многих случаях не требуются финишная шлифовка, что существенно снижает трудоемкость и себестоимость производства.
Закалка происходит за счет отвода тепла в тело детали без подачи воды на место нагрева. Поэтому установка УДГЗ-200 применяется на ремонтных площадках, по месту механообработки и эксплуатации деталей, а не только в термических цехах и специализированных участках.
Состав установки
В состав установки УДГЗ-200 входят:
- ✦ Электрический источник питания дуги
- ✦ Горелка закалочная
- ✦ Блок водяного охлаждения горелки
Технические характеристики
| Параметр | Значение |
|---|---|
| Масса | (20 + 0,5 + 20) кг |
| Напряжение сети | 380 В |
| Мощность | 10 кВт |
| Производительность | 25…95 см²/мин |
| Расход рабочего газа (аргона) | 15 л/мин |
| Глубина закалки | 0,5–1,5 мм |
| Твердость закалки | HRC до 65 |
Работу на установке осваивают сварщики 2–3 разрядов. Ее наличие восполняет отсутствие печей для закалки, цементации, установок ТВЧ; делает закалку экологически чистой.
Закалка установкой УДГЗ-200 может быть механизирована, автоматизирована и роботизирована, что позволяет применять ее в современных высокотехнологичных производствах.

Рис. 3. Механизированная плазменная закалка
Твердый (HRC 45…65) слой закалки (0,5…1,5 мм) многократно увеличивает срок службы:
- ✓ Крановых рельсов и колес
- ✓ Зубчатых и шлицевых соединений
- ✓ Канатных блоков
- ✓ Вырубных, формовочных, вытяжных штампов
- ✓ Других ответственных деталей
Скорость охлаждения при плазменной закалке
Расчет скорости охлаждения при закалке установкой УДГЗ-200 по теории Н. Н. Рыкалина выполнен в работе [3].
Результаты расчета
Результаты показали, что скорости охлаждения 11459–286 °С/с частью больше, а частью меньше скорости охлаждения при закалке в воде, составляющей 500 °С/с, но существенно выше скоростей охлаждения при сварке (15 °С/с), при которых происходит закалка.
Таким образом, при плазменной закалке крупных деталей установкой УДГЗ-200 скорости охлаждения достаточны, чтобы проводить ее без дополнительного охлаждения водой.
Влияние размеров детали
На скорость охлаждения оказывают влияние размеры детали. Поверхности, расположенные вблизи дуги, дают отражение теплового потока и вызывают автоподогрев, способный в некоторых случаях подавлять мартенситное превращение.
| Режим закалки | Погонная энергия | Критическая толщина пластины |
|---|---|---|
| Высокая энергия | 22000 Дж/см | ~40 мм |
| Низкая энергия | 1700 Дж/см | ~3 мм |
Экспериментальная проверка
Для экспериментальной проверки расчета использовалась термопара хромель-алюмель ТХА (К). Ее сваренные концы плотно закрепляли в отверстиях тонких (толщиной 3 и 4 мм) пластин из стали 45.
Закалка выполнялась на токе 200 А при скорости 20 м/ч, т. е. с высокой погонной энергией.
Установлено, что при низких температурах в обоих случаях происходит резкое замедление остывания, что свидетельствует о наступлении «автоподогрева», т. е. об увеличении температуры всего образца.
| Толщина пластины | Температура автоподогрева | Результат |
|---|---|---|
| 3 мм | 400 °С (выше Мн 350 °С) | Маловероятно получение закалки |
| 4 мм | 200 °С (ниже Мн) | Допускает закалку (HV 350…380) |
Внешнее охлаждение
Исследовано влияние внешнего охлаждения на твердость при плазменной закалке. Для этого увеличили толщину образца до 27 мм и погрузили его в воду на половину высоты.
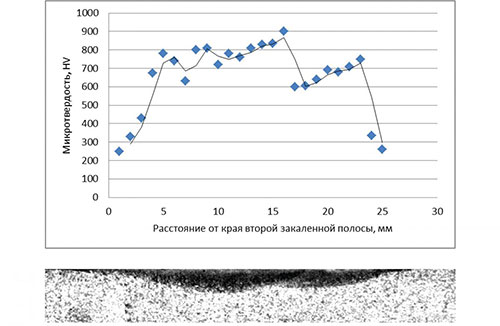
Рис. 4. Поперечное сечение образца (сталь 45) с двумя полосами закалки плазменной дугой (внизу); распределение микротвердости (нагрузка 500 г·с) на глубине от поверхности 0,1 мм (вверху)
Из него видно, что от нагрева плазменной дугой микротвердость увеличилась более чем вдвое: с HV ~300 до HV 700…800.
В месте перекрытия полос (двойной закалки) имеется возрастание микротвердости до HV 800…900, а в зоне термического влияния второй полосы на первую — снижение микротвердости до HV 600…700 вследствие протекания отпускных процессов.
Выводы по охлаждению
Приведенные исследования скоростей охлаждения при плазменной закалке установкой УДГЗ-200 позволяют сделать следующие выводы:
| Вывод | Значение |
|---|---|
| Скорость охлаждения (750–500 °С) | Существенно превосходит критическую |
| Закалка без воды | Допускается для массивных тел |
| Скорость в области мартенситного превращения (~400 °С) | Ниже, чем в области перлитного |
| Предупреждение трещин | |
| Применение водяного охлаждения | Позволяет закаливать пластины на HV 700…800 |
Плазменная закалка сталей
Низкоуглеродистая сталь
Структура углеродистых сталей представляет собой чередование ферритных и перлитных зерен. В зависимости от содержания углерода меняется их соотношение. В низкоуглеродистых сталях преобладает феррит.
При печном (медленном) нагреве углерод, сконцентрированный в перлитных зернах, успевает распределиться по всему металлу. Его концентрация по сравнению с концентрацией в зернах перлита (0,8%) уменьшается до марочного значения (0,1–0,2%), что не позволяет низкоуглеродистым сталям закаливаться с печного нагрева.
По этой причине закалка низкоуглеродистых сталей в промышленности не применяется.
Производилась закалка низкоуглеродистой стали установкой УДГЗ-200 с низкой погонной энергией [7].
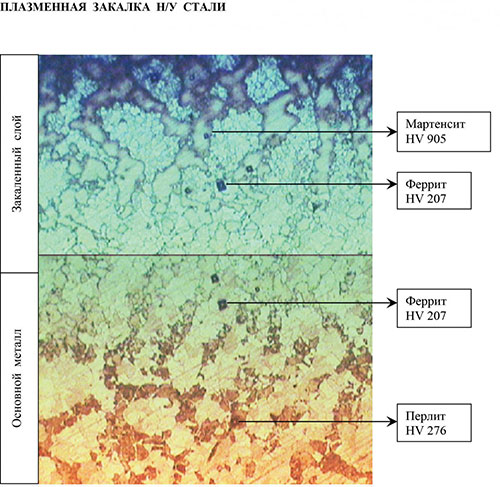
Рис. 5. Микротвердость структурных составляющих низкоуглеродистой стали (0,2% С) до (внизу) и после (вверху) плазменной закалки. Увеличение 500 раз
На нем видно, что в закаленном слое (верх) прослеживается наследственный характер исходной структуры (низ). Как и в исходной структуре в нем имеются зерна феррита (HV 207), но на месте перлитных зерен (HV 276) образовались зерна мартенсита с высокой микротвердостью (HV 905).
Полученный результат указывает на новые возможности в упрочнении корпусных частей машин и оборудования. Они изготавливаются из низкоуглеродистых сталей и термическому упрочнению не подвергаются. По этой причине их контактирующие поверхности быстро изнашиваются и становятся причиной частых и трудоемких ремонтов. Установкой УДГЗ-200 этот недостаток может быть устранен.
Сталь 70 (рельсовая)
Производилась закалка с поперечными колебаниями полос шириной 20–35 мм на головке рельса (L = 1 м, HRC 27) на участке 100 мм от торца.
| Сила тока, А | Глубина закалки (max), мм | Твердость закаленной поверхности, HRC |
|---|---|---|
| 95 | 1,1 | 49 |
| 110 | 2,0 | 60 |
| 125 | 2,1 | 64 |
| 140 | 2,2 | 64 |
Таблица 1. Твердость и толщина слоя плазменной закалки на головке рельса
По таблице можно заключить, что при увеличении тока от 95 до 110 А глубина закалки увеличилась в ~2 раза, а твердость — на 23%. Последующее увеличение тока со 110 до 140 А сопровождалось незначительным ростом толщины закаленного слоя и его твердости. При этом твердость достигла предельного для данной стали значения.
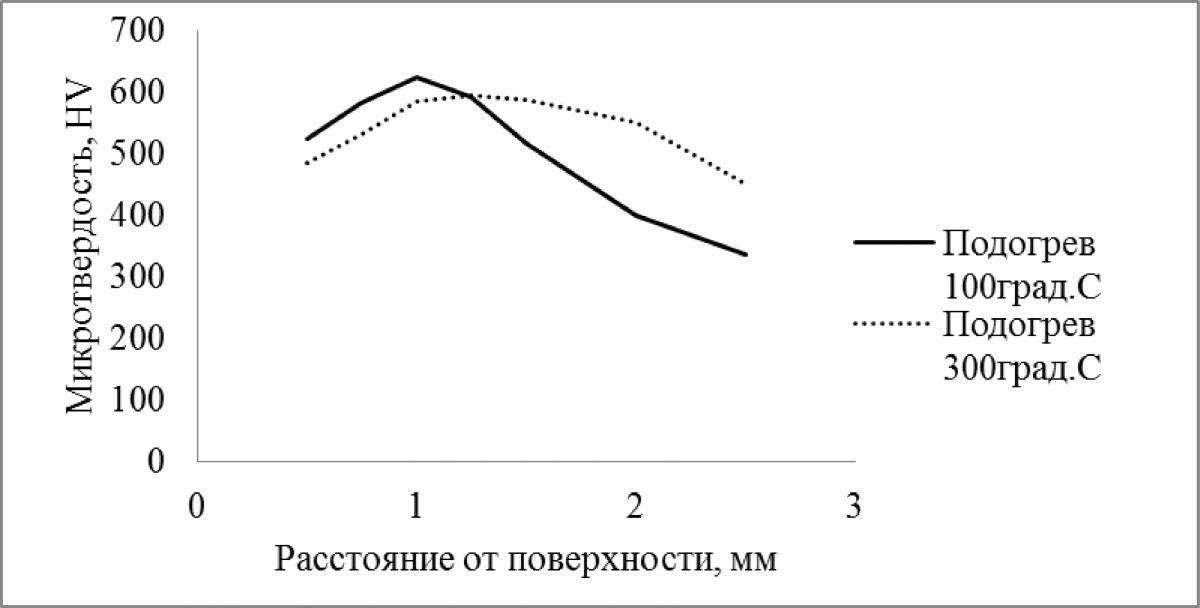
Рис. 6. Влияние подогрева на микротвердость плазменной закалки головки рельса
Износостойкость рельсовой стали
На машине МИ-1 по схеме трения «диск-колодка», без смазки исследовалась износостойкость рельсовой стали с плазменной закалкой [8].
| Колодка | Диск | Сталь 70 | Сталь 65Г |
|---|---|---|---|
| Без закалки | HV 280 | Износ 1,507 г | Киз 401,0 |
| С плазменной закалкой | HV 877 | Износ 0,012 г | Киз 42121,0 |
| Без закалки | HV 314 | Износ 1,020 г | Киз 82,1 |
Таблица 2. Влияние плазменной закалки на износостойкость рельсовой стали
По ним видно, снижение износа колодки в 121 раз; при этом неупрочненный диск не только не снизил износостойкости, но увеличил ее в 2,1 раза.
Феноменальное увеличение стойкости в результате плазменной закалки объясняется сменой механизма изнашивания. Поверхности трения без упрочнения имеют возможность «схватываться», т. е. образовывать выступами микронеровностей точечные сварные соединения, которые создают абразивный фактор и ускоряют износ.
Исключение явлений схватывания за счет упрочнения закалкой изменило характер изнашивания, который приобрел характер «усталостного диспергирования», что обычно многократно замедляет износ.
Сталь 38ХС
Производилась закалка зубьев шестерни из стали 38ХС.
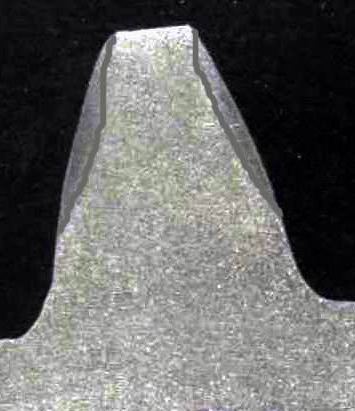
Рис. 7. Макрошлиф закаленного зуба
Установлено [11], что структурообразование в закаленном слое, как в случае закалки низкоуглеродистой стали, имеет наследственный характер. В нем сохранились фрагменты изначальной перлитной структуры с низкой микротвердостью HV 344.
У поверхности их меньше; здесь преобладает аустенитно-мартенситная структура с высокой твердостью HV 783. По мере углубления доля аустенито-мартенсита уменьшается с понижением его твердости до HV 668…568.
Исходная структура стали представляет феррито-перлит с микротвердостью перлита HV 239.
Стали 5ХНМ и 5ХВ2С
Данные стали относятся к категории штамповых и применяются в упрочненном состоянии с объемной закалкой и отпуском на твердость ~ HRC 45.
Поэтому плазменная закалка производилась на образцах в нормализованном и упрочненном (объемная закалка с отпуском) состояниях.
В обоих случаях твердость увеличилась до одного и того же уровня. Но в предварительно упрочненных образцах на границе слоя плазменной закалки имелось снижение твердости ниже начального уровня.

Рис. 8. Распределение микротвердости по глубине плазменной закалки на образцах, прошедших предварительную объемную закалку с отпуском
Это связано с нагревом до температур высокого отпуска. Можно отметить, что разупрочнение стали 5ХНМ произошло в большей мере (до HV 280), чем стали 5ХВ2С (до HV 400), что указывает на более высокую жаропрочность последней.
Сталь 20Х13
На образце из стали 20Х13 с шагом 7 мм закалили три полосы, приготовили шлиф и изучили микротвердость закаленного слоя.
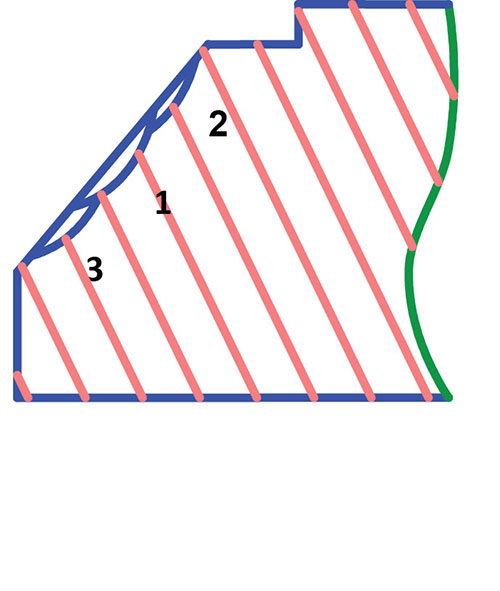
Рис. 9. Порядок закалки образца из стали 20Х13

Рис. 10. Линейная аппроксимация распределения микротвердости на закаленных участках образца на рис. 9
Можно отметить, что глубина упрочненного слоя на двух участках, закаленных в последнюю очередь, больше, чем на первом участке, что объясняется автоподогревом образца во время закалки.
Поверхностные слои на всех трех участках имеют высокую твердость.
Выводы по сталям
Проведенные исследования плазменной закалки сталей позволяют сделать следующие выводы:
| Вывод | Описание |
|---|---|
| Углеродистые и легированные стали | Существенно увеличивают твердость |
| Наследственная неоднородность | В закаленных слоях низко- и среднеуглеродистых сталей |
| Локальная закалка | На максимальную твердость перлитных зерен |
| Более чем в 100 раз | |
| Износ сопряженного образца | Не ускоряется, а замедляется |
Плазменная закалка чугуна
Легированные чугуны типа ЧНХМД используются при изготовлении штампового инструмента. Исследовалась возможность упрочнения их плазменной закалкой.
На образце размером 35×305×155 мм закалили дорожки на токах 100, 140 и 180 А, после чего вырезали темплеты, на которых приготовили шлифы, измерили ширину и глубину закаленных дорожек, шероховатость и твердость поверхностей.
| Ток, А | Твердость, HB | Ширина закалки, мм | Глубина закалки, мм | Шероховатость, Ra |
|---|---|---|---|---|
| 100 | 345→550 | 11 | 1,3 | 5,0→10,0 |
| 140 | — | 12 | 1,4 | — |
| 180 | — | 15 | 2,1 | — |
Таблица 3. Параметры полос плазменной закалки на чугуне ЧНХМД

Рис. 11. Микроструктура закаленного слоя в чугуне по мере удаления от поверхности (увеличение 450 раз): а – дисперсный ледебурит в зоне оплавления, HV 1247; б – мартенсито-аустенит, HV 1010; в – мартенсит с включениями графита, HV 861; г – перлит с частицами графита, HV 343
На рис. 11 приведены характерные структуры и значения микротвердости закаленного слоя по мере удаления от поверхности. Можно отметить высокие значения микротвердости по всей толщине закаленного слоя с образованием дисперсного ледебурита, аустенито-мартенсита и мартенсита.
Испытания на износостойкость
Для испытаний на износостойкость на машине трения по схеме «диск-колодка» были приготовлены колодки из различного чугуна: ВЧ120, ВЧ60, СЧ25, а диски — из стали 30ХГСА (HB 330).
Половина колодок была упрочнена плазменной закалкой. Испытания проводились без смазки 4 цикла по 5 мин.
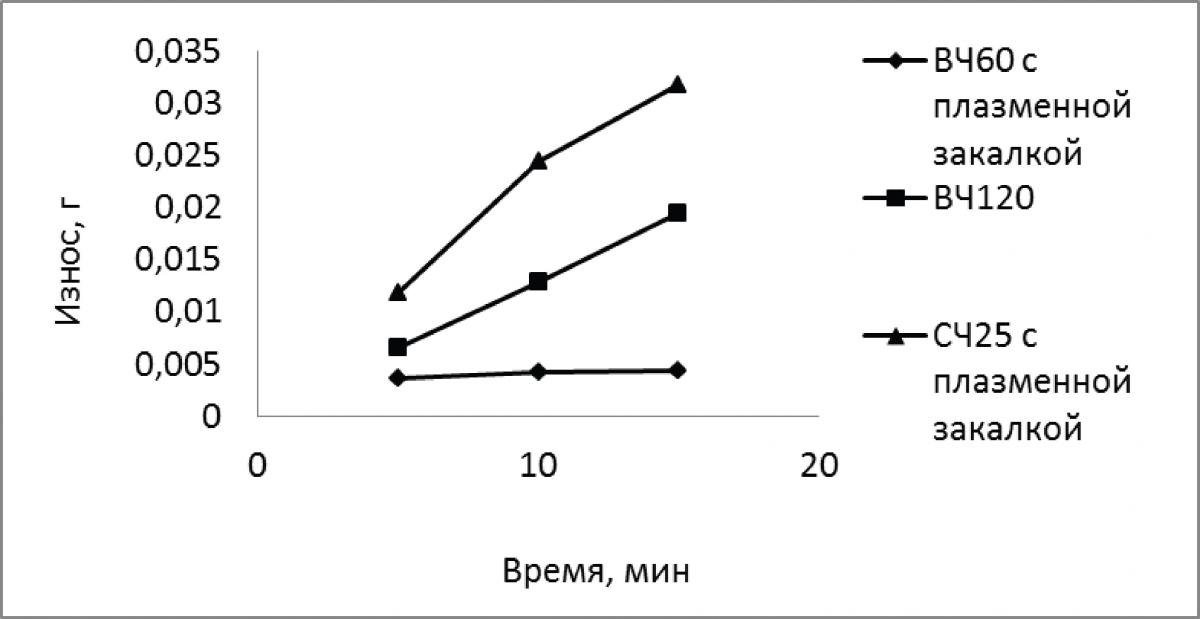
Рис. 12. Износ чугунных колодок при трении о диск из стали 30ХГСА на машине трения МИ-1
Чугун ВЧ60 без плазменной закалки не выдержал даже одного цикла, получив износ 5 г на глубину 3 мм, т. е. больше обычного в 250 раз.
Еще больше был износ серого чугуна СЧ25, поэтому эти результаты на графике не приведены.
Наименьший износ получил чугун ВЧ60 с плазменной закалкой, который оказался меньше износа чугуна ВЧ120 на 50%.
Износ серого чугуна СЧ25 с плазменной закалкой, хотя и больше износа ВЧ120 на 84%, но не катастрофичен как износ СЧ25 без плазменной закалки.
Микроструктура закаленного чугуна представляет собой плохо травящийся слой с включениями пластинчатого (в СЧ25) и шаровидного (в ВЧ60) графита.
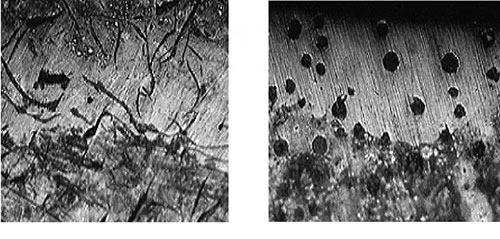
Рис. 13. Микроструктура слоя плазменной закалки на чугунах: СЧ25 (слева) и ВЧ60 (справа). Увеличение в 100 раз
Заключение
Полученные результаты позволяют рекомендовать плазменную закалку как эффективное средство упрочнения чугуна.
Основные достижения
| Направление | Результат | Значение |
|---|---|---|
| Ручная плазменная закалка | Установка УДГЗ-200 | Доступ к труднодоступным местам |
| Глубина закалки | 0,5–1,5 мм | Без деформаций |
| Твердость | HRC до 65 | Высокая износостойкость |
| Скорость охлаждения | 11459–286 °С/с | Без дополнительного охлаждения |
| Снижение износа рельсов | В 121 раз | Феноменальный результат |
| Низкоуглеродистые стали | Закалка возможна | Новые возможности упрочнения |
| Чугуны | Эффективное упрочнение | Предотвращение катастрофического износа |
Многочисленные примеры промышленного применения плазменной закалки будут рассмотрены в номере 1'2014.
Литература
- Пат. 2313581 Российская Федерация. Способ ручной плазменной закалки / В. А. Коротков, И. Д. Михайлов, Э. Ж. Агофонов [и др.]. — Бюл. № 36 от 27.12.2007.
- Коротков, В. А. 10 лет применению ручной плазменной закалки/В. А. Коротков // Тяжелое машиностроение. — 2012. — № 1. — С. 2–5.
- Коротков, В. А. Исследование влияния скорости охлаждения на качество поверхностного слоя при плазменной закалке / В. А. Коротков, С. П. Ананьев, А. В. Шекуров // Сварочное производство. — 2012. — № 3. — С. 23–27.
- Сварка в машиностроении: справ. в 4-х тт. Т. 1 / редкол.: Г. А. Николаев [и др.]; Т. 1 под ред. Н. А. Ольшанского. — М.: Машиностроение, 1978. — 504 с.
- Теория сварочных процессов / под ред. В. В. Фролова. — М. Высш. шк., 1988. — 559 с.
- Кидин, И. Н. Фазовые превращения при ускоренном нагреве стали/ И. Н. Кидин. — М.: Металлургиздат, 1957. — 94 с.
- Коротков, В. А. Новое в поверхностной закалке. // Главный механик, 2010. — № 5. — С. 18–26.
- Ананьев, С. П. Исследование износостойкости материала крановых рельс и колес / С. П. Ананьев, В. А. Коротков // Вестник машиностроения, 2011. № 8. С. 35–37.
- Гаркунов, Д. Н. Триботехника. — М.: Машиностроение, 1989. — 328 с.
- Коротков, В. А. Износостойкость материалов с плазменной закалкой/В. А. Коротков // Трение и износ. — 2011. — № 3. — С. 23–29.
- Коротков, В. А. Плазменная закалка чугунных штампов / В. А. Коротков, А. В. Шекуров, Д. С. Бабайлов, А. С. Зотов // Ремонт. Восстановление. Модернизация. — 2007. — № 1. — С. 31–34.
Коротков Владимир Александрович
Профессор Нижнетагильского технологического института
(филиал) Уральского федерального университета
им. первого Президента России Б. Н. Ельцина
Тел. +7 (950) 656-25-75
vk@udgz.ru

