Проблема жаростойкости медных сплавов в промышленности
Температурные пределы медных материалов
Жаростойкими покрытиями медных изделий и изделий из жаропрочных медных сплавов [1] серьезно занимаются во всем мире — с большим или меньшим успехом. И это понятно.
Действительно, если медные низколегированные дисперсионно твердеющие сплавы справляются с нагрузками до 600°C [2], а дисперсно-упрочненные материалы (например, внутреннеокисленные типа «Глидкоп») — до 800–1000°C [3], то с точки зрения высокотемпературного окисления разницы между медью и жаропрочными материалами на медной основе практически нет.
В то же время целый ряд изделий безусловно требует профессионального вмешательства для повышения их жаростойкости:
- ✓ Сопла-горелки при аргонно-дуговой сварке труб из коррозионностойкой стали
- ✓ Фурмы доменных и конверторных печных плавильных агрегатов
- ✓ Держатели дуговых сталеплавильных печей
- ✓ Другие изделия, работающие при высоких температурах
Комплексность проблемы
Отдавая себе отчет в недостаточной компетентности при оценке взаимодействия множества факторов, воздействующих на фурмы и электрододержатели (жаростойкость при знакопеременном воздействии систем охлаждения, взаимодействие со шлаками, контактными углеродсодержащими материалами), мы постарались решить одну из «частных» проблем, возникающих при аргонно-дуговой сварке труб.
Тем более что материалом сопел-горелок являлась хромовая бронза — исследованию которой отдано много времени и сил [4].
Применение в аргонно-дуговой сварке труб
Почему сопла-горелки выходят из строя
Аргонно-дуговая сварка стальных труб из нержавеющей стали проводилась с использованием неплавящегося вольфрамового электрода. При этом было опробовано нанесение на газозащитные сопла-горелки алюминиевых покрытий толщиной 0,3–0,7 мм, содержащих железо, титан или никель.
Необходимость жаростойкого покрытия вызвана объективными причинами:
| Фактор | Влияние на работу сопла |
|---|---|
| Высокая температура сварочной дуги | Интенсивное окалинообразование |
| Ограниченное принудительное охлаждение | Перегрев материала |
| Стабильность горения дуги | Зависит от состояния поверхности сопла |
| Качество формирования шва | Требует стабильной геометрии сопла |
Стойкость сопел из хромовой бронзы невелика — всего 3–5 суток. Это приводит к большому расходу металла и значительным затратам на их изготовление.
Особенно быстро сопла выходят из строя при силе сварочного тока Iсв = 450 А и выше. Критическая нагрузка, ничего не поделаешь.
Технология комплексного диффузионного насыщения
Состав реакционной смеси
Покрытие наносили комплексным диффузионным насыщением поверхности. Метод проверенный, но требующий точности.
Металлическая часть реакционной смеси содержала:
- → 10–60% порошка железа, титана или никеля
- → 40–90% алюминия
- → Около 1% хлористого аммония (для достижения хорошего качества поверхности)
В качестве инертной добавки применяли оксид алюминия. Все компоненты тщательно дозировались.
Структура диффузионных покрытий
Металлографическое исследование структуры покрытий показало: одновременное насыщение поверхности сопел из хромовой бронзы алюминием и никелем, алюминием и титаном, алюминием и железом приводит к образованию диффузионного слоя, состоящего из двух зон:
Внутренняя зона (прилегает к основе) — представляет собой твердый раствор алюминия и хрома в меди.
Внешняя гетерогенная зона — между зернами фазы располагаются участки дисперсного эвтектоида и интерметаллических соединений.
Результаты анализа диффузионных слоев на хромовой бронзе представлены в табл. 1.
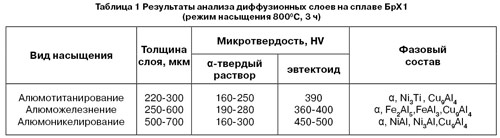
Таблица 1. Характеристики диффузионных слоев на хромовой бронзе
Влияние легирующих элементов
Присутствие в диффузионном слое железа, никеля или титана замедляет диффузию алюминия в сплав. Это способствует повышению концентрации алюминия на поверхности до 30–33% по сравнению с чистым алитированием (где концентрация алюминия составляет всего 15%).
Разница существенная — более чем в два раза!
Результаты испытаний на жаростойкость при 1000°C
Сравнение различных покрытий
Результаты испытаний на жаростойкость хромовой бронзы без покрытия и с покрытиями при 1000°C приведены на рис. 1.
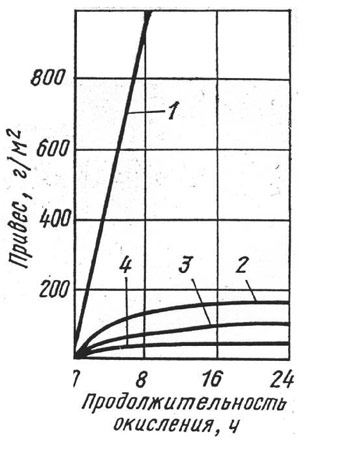
Рис. 1 Жаростойкость хромовой бронзы при 1000°C: 1 – до нанесения покрытия; после насыщения: 2 – алюминием и никелем; 3 – алюминием и титаном; 4 – алюминием и железом
Картина очевидна: образцы хромовой бронзы без покрытия интенсивно окисляются и через 8 часов представляют собой практически одну окалину. Полное разрушение.
Все испытанные покрытия существенно повышают жаростойкость хромовой бронзы. Но результаты разные:
| Тип покрытия | Повышение жаростойкости | Эффективность |
|---|---|---|
| Алюминий + никель | Существенное | Хорошая |
| Алюминий + титан | Существенное | Хорошая |
| Алюминий + железо | В 25 раз | Лучшая |
Лучшие защитные свойства имеет алюможелезнение — повышение жаростойкости в 25 раз! Это серьезный результат.
Механизм защитного действия
Изучение кинетических кривых окисления показало интересную закономерность:
Окисление хромовой бронзы без покрытия подчиняется параболической зависимости. А с покрытиями описывается логарифмическим уравнением вида Δm = a + b lgτ.
Исходя из полученных результатов металлографического и рентгеноструктурного исследований поверхности после высокотемпературного окисления, высокую жаростойкость покрытий можно объяснить тремя факторами:
- Образование сложных оксидов. Насыщение двумя элементами дает возможность получить на поверхности сплава (при испытании в окислительной атмосфере) наряду с оксидом алюминия сложные оксиды типа шпинели (например, FeAl₂O₄). Скорость диффузии в них ощутимо меньше.
- Снижение подвижности алюминия. Введение в хромовую бронзу наряду с алюминием элементов переходной группы с недостроенной d-оболочкой (Fe, Ni, Ti) снижает подвижность быстро диффундирующего алюминия, так как облегчается образование атомных группировок с локализованными связями.
- Повышение электроизоляционных свойств. Алюминий, никель, железо и особенно титан снижают электропроводность меди и повышают электроизоляционные свойства оксидной пленки.
Все три фактора работают вместе. Именно это дает такой эффект.
Практическое внедрение: увеличение срока службы в 10 раз
Испытания опытной партии
Испытания опытной партии алюможелезненных сопел показали впечатляющие результаты: срок их службы возрастает в десяток раз по сравнению с соплами, не подвергнутыми химико-термической обработке.
Окалинообразование и утонение стенок значительно замедляется (рис. 2).
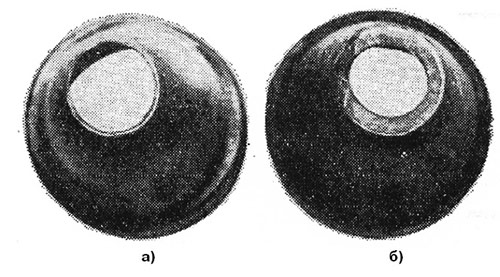
Рис. 2 Внешний вид сопел из хромовой бронзы после работы на стане 20-102 АДС: а — без покрытия через 5 суток; б — с покрытием через 30 суток
Разница налицо. Сопло без покрытия (а) после 5 суток работы имеет серьезные повреждения. Сопло с покрытием (б) после 30 суток — в отличном состоянии.
Экономический эффект
С увеличением жаростойкости сопел повышается:
- ✔️ Стабильность процесса сварки
- ✔️ Качество сварного шва
- ✔️ Сокращается расход наконечников
- ✔️ Уменьшаются непроизводительные потери времени на их замену
- ✔️ Повышается производительность труда
Простая математика: если сопло служит не 5 суток, а 50 — это десятикратное снижение затрат на замену и десятикратное увеличение времени непрерывной работы.
Перспективы применения диффузионных покрытий
Широкое поле для применения
Выше приведен лишь один пример довольно эффективного и простого решения сложного вопроса повышения жаростойкости (окалиностойкости) изделия, работающего при высоких температурах.
Но ведь в промышленности в подобных условиях эксплуатируется множество изделий из меди и медных сплавов различного назначения:
| Отрасль | Применение | Потенциал внедрения |
|---|---|---|
| Металлургия | Фурмы плавильных агрегатов | Высокий |
| Сварочное производство | Сопла-горелки, электрододержатели | Высокий |
| Электрометаллургия | Держатели дуговых печей | Средний |
| Химическая промышленность | Теплообменное оборудование | Средний |
| Энергетика | Контактные группы, токопроводы | Высокий |
Рекомендации производственникам
В заключение хочется пожелать производственникам посмотреть вокруг и определить для себя объекты, где процесс диффузионного насыщения поверхности комплектующих деталей или изделий другого назначения будет наиболее полезен.
Технология отработана, результаты доказаны. Осталось внедрять.
Увеличение срока службы в 10–25 раз — это не просто цифры. Это реальная экономия ресурсов, повышение производительности, снижение затрат на обслуживание и замену оборудования.
В условиях рыночной экономики такие решения работают на конкурентоспособность предприятия. Без вариантов.
А.К. Николаев, профессор, д.т.н.
ОАО «Институт Цветметобработка»
Тел/факс (495) 951-10-14
e-mail: 9511014@gmail.com
Литература:
- Николаев А.К. Жаропрочные (низколегированные) сплавы на основе меди. В Сб. «Медь. Латунь. Бронза» под общей редакцией Ю.Н. Райкова. // М.: ОАО «Институт Цветметобработка», 2006. С. 21–52.
- Николаев А.К. Дисперсионное твердение – эффективное направление синтеза конструкционных сплавов. // РИТМ, № 3 (2011). С. 31–35.
- Николаев А.К. Знакомые и незнакомые композиты. // РИТМ, № 7 (2011). С. 35–40.
- Николаев А.К., Новиков А.И., Розенберг В.М. Хромовые бронзы. // М.: Металлургия, 1983. С. 177.

