Проблемы традиционного производства трубопроводных пучков
Конкурентные преимущества в условиях рынка
В условиях рыночной экономики эффективность производства ракетно-космической техники определяется возможностью получения конкурентных преимуществ. Одно из ключевых — сокращение цикла создания изделий от заключения контракта до сдачи объекта на орбите.
Производство изделий РКТ по своей сути единичное. Поэтому в общем цикле создания значительную часть занимает конструкторско-технологическая подготовка производства. Жесткие сроки на подготовку и изготовление космического корабля нового поколения, современных спутников требуют эффективных организационно-технических решений с применением высокотехнологичных методов трехмерного моделирования и создания твердых копий узлов и деталей.
Сложные трубопроводные системы
К таким узлам относятся сложные трубопроводы, или «пучки» (рис. 1). Эти узлы служат для передачи жидкостей и газов под давлением между устройствами космических аппаратов.

Рис. 1 «Пучок» трубопроводов
Изготавливаются они из алюминиевой или нержавеющей трубки с приваренными на краях законцовками. Сложные трубопроводы состоят из отдельных труб, согнутых в пространстве определенным образом и затем собранных (спаянных) между собой в «пучок».
Недостатки традиционной технологии
Для изделий старого конструктива методом пробных подгибов и примерок изготовлены эталоны. По ним производится сверка вновь изготавливаемых деталей и узлов.
Гибка труб производится на универсальных приспособлениях. Контроль геометрии осуществляется методом прикладывания к эталону. Для сборки-спайки применяются универсально-сборочные приспособления (УСП), собираемые по эталону из стандартных элементов.
Такая технология имеет серьезные недостатки:
- ✖️ Сильная зависимость от квалификации исполнителя (слесаря-сборщика)
- ✖️ Низкая точность расположения концов «пучка»
- ✖️ Необходимость ручной подгибки «по месту» при установке на изделие
- ✖️ Длительный производственный цикл
Изготовление деталей такого типа для новых космических аппаратов должно осуществляться с решением следующих задач:
| Задача | Цель |
|---|---|
| Сокращение производственного цикла | Ускорение выпуска изделий |
| Сокращение технологической подготовки | Снижение временных затрат |
| Повышение точности | Улучшение качества изделий |
| Снижение рисков ручного труда | Компенсация старения персонала |
Технология селективного лазерного спекания: принцип работы
Современные лазерные технологии
Для решения этих задач предложена типовая технология сборки «пучка» трубопровода с использованием информационных технологий. В соответствии с электронной моделью изделия (ЭМИ) разрабатывается УСП.
Процесс высокой сложности и трудоемкости требует работы специалиста высокой квалификации. Особая сложность: для каждой законцовки требуется разработка отдельного специального элемента, так как они расположены в пространстве под различными углами. Невозможно применение стандартных элементов для задания однозначного положения.
После этого производится изготовление спецдеталей для УСП, что составляет существенные временные затраты. Затем осуществляется сборка УСП из специальных и универсальных элементов. Далее сборка контролируется на координатно-измерительной машине (КИМ).
Отдельные трубопроводы после изготовления устанавливаются на собранное УСП, фиксируются, осуществляется их сборка-сварка в «пучок».
Результат:
- → Цикл изготовления «пучка» трубопроводов — порядка 170 н/ч
- → Цикл технологической подготовки — 60 н/ч
Отработка осуществлялась на современном трубогибном участке, который включает полный комплекс оборудования (в том числе для обмера трубопроводов). Это позволяет изготавливать трубы заданной формы по ЭМИ с высокой точностью, сканировать эталоны всей номенклатуры трубопроводов изделий старого конструктива, разрабатывать электронные модели «пучков» с учетом данных сканирования.
Однако при большом количестве номенклатуры «пучков» задача сокращения сроков осталась актуальной.
Селективное лазерное спекание: базовые принципы
Для решения этих задач было предложено применение метода селективного лазерного спекания (СЛС).
Selective Laser Sintering — технология прямого изготовления деталей из порошковых материалов по 3D-данным компьютерного проектирования (CAD моделям).
Лазерные технологии сформировались в отдельное направление техники. Оно объединяет как ставшие традиционными виды промышленной обработки материалов (резка, сварка, сверление, маркировка, термическая обработка), так и ряд принципиально новых технологий.
К последним относится применение лазерного излучения для создания сложных трехмерных объектов, которые невозможно получить другими способами за один технологический цикл. Данная проблема находит решение в использовании методов быстрого прототипирования в сочетании с технологией оцифровывания физических объектов и последующей прямой реализацией на лазерном оборудовании.
При использовании лазерных технологий объемного формообразования результирующий 3-мерный объект, сохраняя структуру материала в объеме, практически не требует дополнительной механической обработки.
DMLS: непосредственное лазерное спекание металла
Технология EOSINT-270
Примером наиболее перспективной СЛС-технологии служит DMLS — Direct Metal Laser Sintering, непосредственное лазерное спекание металла (EOSINT-270).
В качестве строительного материала используются порошковые материалы. Порошок подается из питающего контейнера и с помощью специального ролика тонким слоем распределяется по поверхности платформы.
Лазерный луч, скользя по поверхности порошка, обводит контур первого слоя будущей модели, а затем сканирует все пространство внутри него (рис. 3).
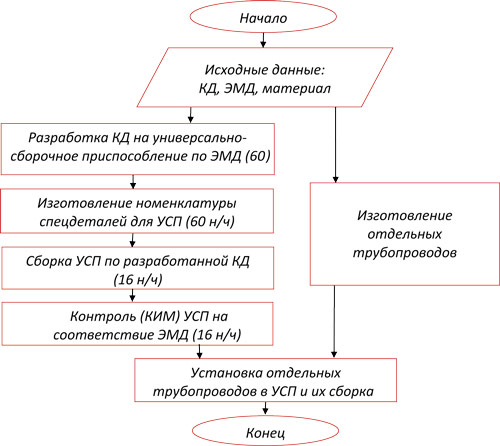
Рис. 2 Алгоритм изготовления «пучка» трубопроводов по типовой технологии
В результате теплового воздействия лазерного излучения частицы порошка оплавляются или полностью расплавляются (в зависимости от модификации процесса и применяемого материала), а после ухода лазерного луча затвердевают, образуя спеченную или сплавленную структуру.
Процесс генерации модели продолжается слой за слоем. Модель погружена в ванну из неспеченного порошка, который играет роль естественной опоры. Рабочий процесс происходит в среде азота и обеспечивает наилучшую среди СЛС-технологий чистоту поверхности.
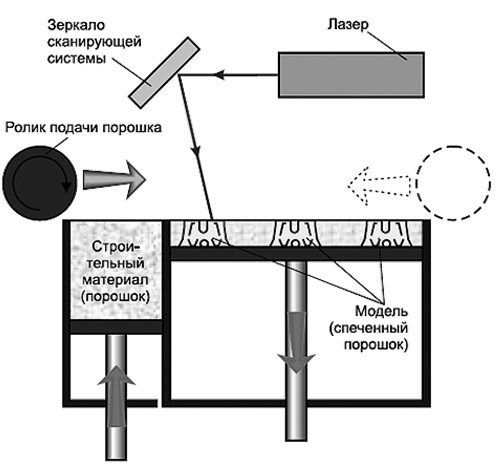
Рис. 3 Принципиальная схема работы установки селективного лазерного спекания
Преимущества DMLS
Технология DMLS имеет ряд преимуществ:
- ✓ Высокая точность изготовления (±0,1 мм)
- ✓ Возможность создания сложных геометрических форм
- ✓ Минимальная потребность в механической обработке
- ✓ Высокая чистота поверхности
- ✓ Использование широкого спектра металлических порошков
Это делает технологию особенно привлекательной для производства сложных узлов ракетно-космической техники.
Новая технология сборки с применением СЛС
Алгоритм работы
Предложенная технология сборки «пучка» трубопровода на основе ЭМД с применением метода СЛС выглядит следующим образом (рис. 4, 5).
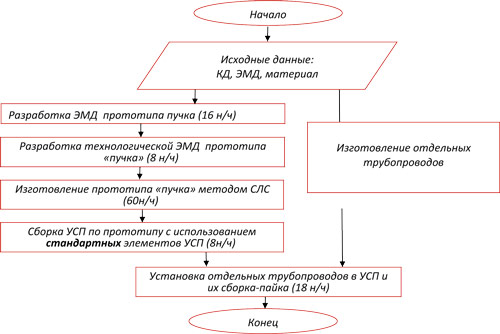
Рис. 4 Алгоритм изготовления «пучка» трубопроводов по предложенной технологии
На основе конструкторской ЭМИ разрабатывается ЭМИ прототипа. Для повышения жесткости пучка трубки целиком заполняются, вводятся дополнительные перемычки между трубками.
После этого на основе ЭМИ прототипа разрабатывается технологическая модель: модель переводится в формат .stl и тестируется на наличие ошибок.
Далее в соответствии с загруженной в стойку моделью выполняется «выращивание» этой модели и некоторые другие технологические переходы, необходимые для получения прототипа методом селективного лазерного спекания.
Погрешность получения прототипа не превышает ±0,1 мм. Это серьезный показатель.
Производственный процесс
Изготовление прототипа методом селективного лазерного спекания осуществлялось на современном высокоавтоматизированном производственном участке для изготовления моделей, рабочих деталей, элементов инструментального оснащения на базе специализированного оборудования компании EOS (Германия).
На следующем этапе выращенный прототип устанавливается на УСП. Это УСП при помощи универсальных поворотных элементов настраивается для установки и сборки-пайки «пучка». После установки всех поворотных элементов в соответствии с положением законцовок они фиксируются, и «выращенный» прототип снимается с УСП.
На последнем этапе отдельные трубопроводы устанавливаются на УСП в соответствии с заданным положением. После фиксации осуществляется их сборка-пайка в «пучок».
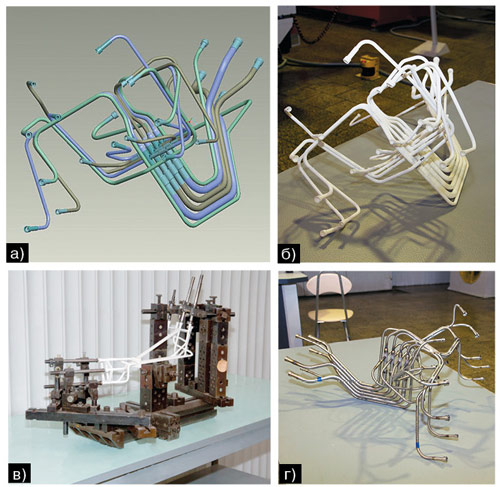
Рис. 5 Предложенная технология сборки «пучка» с применением метода СЛС: а) ЭМИ б) Прототип в) Настройка УСП г) Готовый узел
Экономические результаты: снижение трудоемкости на 60%
Сравнение показателей
В результате внедрения такой технологии получены впечатляющие результаты:
| Показатель | Традиционная технология | Технология с СЛС | Экономия |
|---|---|---|---|
| Технологическая подготовка | 60 н/ч | 24 н/ч | 36 н/ч (60%) |
| Изготовление «пучка» | 170 н/ч | 110 н/ч | 60 н/ч (65%) |
| Общие трудозатраты | 230 н/ч | 134 н/ч | 96 н/ч (42%) |
Цикл технологической подготовки снизился на 36 н/ч, что составляет 60%.
Цикл изготовления «пучка» трубопроводов составил порядка 110 н/ч — снижение на 60 н/ч, или 65%.
Качественные улучшения
Внедренная технология изготовления «пучка» трубопроводов с применением метода СЛС позволила:
- ★ Существенно снизить трудоемкость технологической подготовки
- ★ Снизить трудоемкость изготовления пучка в целом за счет применения универсальных поворотных элементов вместо специальных
- ★ Повысить точность изготовления за счет работы по прототипу ЭМД
- ★ Устранить необходимость ручной подгибки «по месту»
- ★ Снизить зависимость от квалификации персонала
Это не просто цифры. Это реальные конкурентные преимущества в условиях жестких сроков и растущих требований к качеству.
Преимущества аддитивных технологий в ракетостроении
Стратегические выгоды
Применение селективного лазерного спекания в производстве ракетно-космической техники открывает новые возможности:
Сокращение сроков вывода изделий на орбиту. В космической отрасли время — критический фактор. Снижение цикла на 60-65% — это серьезное преимущество.
Повышение точности и повторяемости. Прототипы, изготовленные методом СЛС, обеспечивают точность ±0,1 мм. Это позволяет изготавливать узлы с высокой степенью соответствия электронной модели.
Снижение зависимости от человеческого фактора. Усиливающаяся тенденция старения персонала и проблемы с набором квалифицированных рабочих специальностей — реальность современной промышленности. Автоматизация процессов частично решает эту проблему.
Перспективы развития
Технология СЛС/DMLS имеет большой потенциал для дальнейшего развития:
| Направление | Возможности |
|---|---|
| Расширение номенклатуры | Применение для других сложных узлов РКТ |
| Новые материалы | Использование перспективных металлических порошков |
| Интеграция с CAD/CAM | Полная цифровизация производственного цикла |
| Масштабирование | Применение на других предприятиях отрасли |
Особенно перспективно применение СЛС для изделий с высокой степенью сложности, где традиционные методы не обеспечивают требуемой точности или экономичности.
Заключение
Внедрение технологии селективного лазерного спекания в производство трубопроводных пучков для ракетно-космической техники показало высокую эффективность.
Снижение трудоемкости на 60-65%, повышение точности, сокращение зависимости от квалификации персонала — это весомые аргументы в пользу аддитивных технологий.
В условиях рыночной экономики, где конкурентные преимущества определяются не только качеством продукции, но и скоростью ее создания, такие технологии становятся необходимостью.
Опыт применения СЛС в производстве сложных трубопроводных систем может быть масштабирован на другие узлы и агрегаты ракетно-космической техники. Это открывает новые горизонты для повышения эффективности отрасли.
Технологии будущего уже сегодня работают на благо космической индустрии. И это только начало.
Шачнев С.Ю.
доцент кафедры МТ-2 МГТУ им. Баумана
Зайцев А.М.
аспирант кафедры МТ-2 МГТУ им. Баумана
Список литературы:
- Багров В.В., Климов Н.А. Программно-аппаратный комплекс по селективному лазерному спеканию – Лазерная техника и технология т.5, №1, 2003.
- Бобырь В.В., Терещенко А.В. Создание изделий особо сложной формы для машиностроения на базе композиционных наноматериалов с помощью лазерных технологий. Сборник научных трудов ДонНТУ «Прогрессивные технологии и системы машиностроения», вып. 39, 2010.
- Кузнецов В. Системы быстрого изготовления прототипов и их расширения – Москва: Машиностроение и смежные отрасли №4 (13) 2003.

