Почему керамические материалы критичны для современных авиационных двигателей
Весовая эффективность и термостойкость
В авиационном двигателестроении применение новых материалов для повышения экономичности и весовой эффективности газотурбинных двигателей (ГТД) — насущная необходимость. Особенно это касается самых термонагруженных узлов, таких как камера сгорания.
Актуальность применения керамических материалов в камере сгорания и форсажной камере связана с их уникальными свойствами:
| Параметр | Керамические материалы | Жаропрочные сплавы |
|---|---|---|
| Удельный вес | В 2,5–3 раза меньше | Базовый показатель |
| Рабочая температура | Не менее 1500°C | Ниже 1500°C |
| Температура плавления | Очень высокая | Ограниченная |
| Твердость | Высокая | Средняя |
Высокая прочность, твердость, хрупкость и температура плавления делают керамические материалы практически необрабатываемыми лезвийными методами. Электроизоляционные свойства исключают возможность электроэрозионной обработки. Это серьезно сдерживает их применение в высокоточных деталях.
Практически единственным методом формообразования керамических деталей остается лучевое испарение. И наиболее оптимальный вариант — испарение лучом лазера. Других альтернатив, по сути, нет.
Цель исследований
Целью работы являлось прецизионное формирование сложнопрофильных конструктивных элементов термонагруженных деталей, которые невозможно или крайне сложно выполнить другими способами. Задача амбициозная, но выполнимая.
Материалы РЕФСИК и ВМК-3: характеристики и применение
Керамика ВМК-3: лидер по рабочим температурам
Экспериментальную отработку вели на двух типах керамики. Основным материалом стал ВМК-3, разработанный в ВИАМе.
ВМК-3 — это керамический композиционный материал типа SiC-SiC. Он предназначен для изготовления теплонагруженных узлов и деталей перспективных изделий, включая сегменты двустеночной камеры сгорания.
Характеристики впечатляют:
- ✓ Работоспособность при 1500–1550°C в окислительной среде
- ✓ Низкая удельная масса (2,4–2,8 г/см³)
- ✓ Повышенная эрозионная, химическая и коррозионная стойкость в агрессивных средах
- ✓ Высокая стойкость при термоциклических нагрузках по режиму 1500°C – 800°C более 5000 циклов (1 цикл – 1 мин) без разрушения
- ✓ Эффект самозалечивания микродефектов при эксплуатационных температурах
- ✓ Восстановление до 100% исходных механических характеристик
Материал превосходит зарубежные аналоги по рабочей температуре и прочности. Квота превосходства — около 15%. Это немало.
РЕФСИК: материал для экстремальных условий
Материал РЕФСИК разработан в ИФТТ РАН (г. Черноголовка). Он наилучшим образом подходит для изготовления высокотемпературных деталей, испытывающих воздействие механических нагрузок.
Типичные применения:
- → Рабочие участки электронагревателей
- → Детали высокотемпературных печей и двигателей
Материалы имеют прочный до 1900–2000°C (и выше) связный каркас из карбида кремния. Они могут быть армированы углеродными волокнами, углеродными тканями, графитными пластинками.
Связкой и одновременно защитным покрытием служит сочетание силицидов — твердых растворов (Mo,W)₅Si₃+(Mo,W)Si₂ и/или (Mo,W)₅Si₃C+(Mo,W)Si₂. Сложная химия, но именно она обеспечивает уникальные свойства.
Возможна механическая обработка готовых деталей шлифованием или полированием. Это важное дополнение к лазерным методам.
Оборудование и технология лазерной обработки
Техническое оснащение эксперимента
Обработка производилась на лазерном комплексе в составе:
- ★ Пятикоординатный станок САМ5-850А4
- ★ Технологический лазерный модуль:
- Твердотельный импульсный лазер
- Коллимирующая оптическая система
- Лазерный резак
- ★ Источник питания
- ★ Блок охлаждения
- ★ Система подачи технологического газа
Образцы крепились на вертикальном столе станка. Такая компоновка обеспечивает доступ к сложным поверхностям.
Технологическая задача
Решаемой технологической задачей являлся поиск режимов, при которых усталостная прочность обработанной детали была бы как минимум не хуже, чем у элементов, сформированных стандартным термопрессованием.
Метод обработки — послойная выборка материала посредством сканирования излучением площади, ограниченной заданным контуром, с пошаговым углублением. Логично и последовательно.
Параметры обработки
Экспериментально подбирались следующие параметры:
| Группа параметров | Конкретные параметры |
|---|---|
| Параметры излучения | Энергия импульса, длительность импульса накачки, частота следования импульсов |
| Оптическая система | Фокусное расстояние рабочего объектива |
| Технологическая среда | Технологический газ (или отсутствие такового) |
| Параметры сканирования | Шаг по горизонтали (X,Y), шаг по вертикали (Z), скорость сканирования, конфигурация (рабочая программа) |
Вариантов много. Нужен был системный подход.
Экспериментальные результаты: точность и качество поверхности
Реализованные конфигурации выборки
Было испробовано более 30 вариантов конфигураций сканирования для получения наиболее приемлемых результатов. Масштабная работа.
Для демонстрации возможностей были реализованы следующие конфигурации выборки (фрезеровки):
- ✓ Прямоугольник 7×5×2,5 мм
- ✓ Окружность Ø 5×2,5 мм
- ✓ Окружность Ø 5×2,5 мм с выпуклым равносторонним треугольником (сторона 2,5 мм) в центре
И другие сложные формы (рис. 1).

Рис. 1 Результаты лазерного фрезерования керамики ВМК-3
Достигнутые характеристики обработки
Результаты впечатляют:
| Параметр | Значение | Комментарий |
|---|---|---|
| Шероховатость | Rz 20 | Зависит от алгоритма обработки |
| Неперпендикулярность реза | 0,1 мм на 1 мм глубины | Хороший показатель для керамики |
| Точность формообразования | Высокая | Подтверждена экспериментами |
Степень шероховатости в данной работе зависела от алгоритма обработки. Далее производилась «легкая» финишная зачистка поверхности. В дальнейшем планируется производить финишную зачистку специально сформированным излучением.
Особенности процесса резки
При резке образцов из ВМК-3 образуется тонкодисперсный порошок. Наиболее вероятно, он состоит из частиц SiO₂ или SiC с оболочкой из SiO₂. Порошок частично спекался и экранировал излучение. Это создавало дополнительные технологические сложности.
Кромка образцов после лазерного реза имеет неперпендикулярность ~0,1 мм/мм толщины. Для керамики это приемлемо.
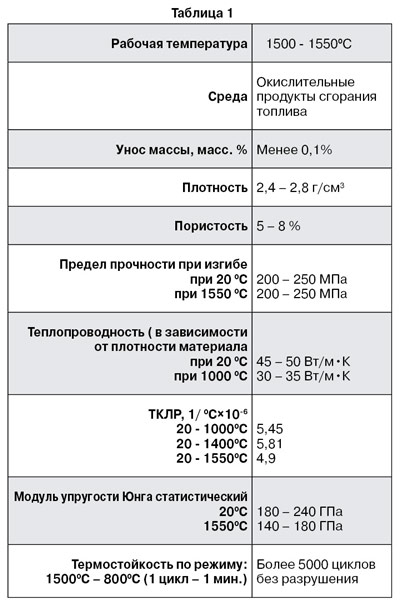
Рис. 2 Результаты лазерного фрезерования керамики «РЕФСИК»
Эксперименты с материалом РЕФСИК
На материале РЕФСИК проводились ознакомительные технологические эксперименты. Для экспериментов использовали образец, прошедший предварительную стадию формовки. Техпроцессом изготовления предусматривается стадия окончательного высокотемпературного спекания, практически не влияющая на геометрические размеры образца.
В экспериментах производилась выборка материала прямоугольниками 4×3 мм при разных режимах обработки (рис. 2).
Сохранение термоциклической прочности после лазерной обработки
Эффект самозалечивания микротрещин
Используемый режим обработки не был чисто испарительным. Это приводило к специфическому поверхностному спеканию с частичным окислением SiC при взаимодействии с кислородом воздуха и образованием SiO₂ и CO₂.
Казалось бы, недостаток. Но на практике произошло интересное явление: потенциальные трещины залечивались. Это способствовало сохранению термоциклической прочности на уровне, обеспечиваемом стандартным прессованием.
Результаты контрольных испытаний:
- ✔️ Образцы с лазерной фрезеровкой выдержали такое же количество термоциклов
- ✔️ Исходные образцы, изготовленные термопрессованием, показали аналогичные результаты
- ✔️ Лазерное фрезерование не ухудшило термоциклической прочности материала
Это критически важно. Без сохранения прочности вся технология теряет смысл.
Сравнение с традиционными методами
Лазерное фрезерование не ухудшило термоциклической прочности материала по сравнению с необработанным. Это главный вывод работы.
Традиционное термопрессование обеспечивает хорошие результаты, но ограничено в возможностях формообразования сложных поверхностей. Лазерная обработка снимает эти ограничения без потери прочности.
Перспективы применения в камерах сгорания ГТД
Технологический прорыв в обработке керамики
В данной работе была продемонстрирована возможность глубокой лазерной фрезеровки и, соответственно, возможность требуемой размерной обработки деталей перспективного конструкционного материала ГТД — композитной керамики SiC-SiC.
Обработка этого материала другими методами практически невозможна. Лазер остается единственным инструментом.
Дополнительные достижения
Разработана также экспериментальная технология резки графита толщиной до 6,5 мм. Это расширяет область применения комплекса.
Практическая значимость
Внедрение лазерного фрезерования керамики открывает новые возможности:
| Преимущество | Влияние на производство |
|---|---|
| Возможность обработки сложных форм | Расширение конструктивных возможностей камер сгорания |
| Сохранение прочности | Надежность деталей в эксплуатации |
| Высокая точность | Снижение припусков на механическую обработку |
| Автоматизация процесса | Повышение производительности |
| Универсальность | Обработка различных керамических материалов |
Для авиационного двигателестроения это серьезный шаг вперед. Снижение веса при повышении рабочей температуры — прямой путь к увеличению эффективности двигателей.
В условиях ужесточения требований к экономичности и экологичности авиационных двигателей, применение керамических композитов становится необходимостью. А лазерное фрезерование — ключевой инструмент для их практического использования.
Работа показала: технология готова к внедрению. Осталось масштабировать результаты и адаптировать под конкретные производственные задачи.
Исаенко Ю.Ж.
Лыткаринский машиностроительный завод
Тел. 8-499-755-08-97
Литература:
- Рекламный проспект на материал РЕФСИК Института физики твердого тела Российской Академии Наук, Московская обл., г. Черноголовка
- Рекламный проспект на материал ВМК-3, ВИАМ. г. Москва

