Технологические основы: прочное соединение без изменения свойств металлов
Преимущества сварки взрывом для производства биметаллов
Основная задача при создании технологии производства биметаллов — обеспечить прочное соединение слоев без изменения их исходных свойств. И наиболее полно эта задача решается при использовании метода сварки взрывом.
Почему именно этот метод? Потому что при получении биметаллов сваркой взрывом слои металлов, из которых они состоят, сохраняют свойства, которыми они обладали до соединения. Это критически важно.
Представьте: нужно соединить два разных металла так, чтобы каждый сохранил свои уникальные характеристики. Сталь — прочность, титан — коррозионную стойкость, медь — теплопроводность. Сварка взрывом справляется с этой задачей идеально.
Изменение рыночных условий
В настоящее время условия производства биметалла сваркой взрывом и его использования изменились. Отсутствие предложений такого биметалла на отечественном рынке восполняют зарубежные компании.
Особенно преуспели французские производители. Они имеют хорошо отлаженное производство, включающее не только сварку взрывом, но и последующую термообработку и отделку биметалла. Полный цикл — вот их преимущество.
Требования к современному производству: качество, сроки, полный цикл
Три ключевых требования
В связи с этим к современному производству биметалла сваркой взрывом должны быть предъявлены следующие требования:
| Требование | Обоснование |
|---|---|
| Высокое качество при конкурентной цене | Необходимость конкуренции с зарубежными производителями |
| Круглогодичность производства; сжатые сроки выполнения работ | Требования заказчиков, сезонность строек |
| Обеспечение полного цикла производства | Термообработка, отделка, испытания по стандартам |
Обеспечение требований на практике
Высокое качество и круглогодичность производства обеспечиваются технологией производства. Это база.
Для проведения работ в сжатые сроки необходимо иметь:
- Оборотный капитал;
- Налаженные контакты поставки исходных материалов металлургическими предприятиями.
Без этого никуда. Деньги и связи — двигатель производства.
Проблема капитальных затрат
Создание полного цикла производства биметалла, включающего сварку, термообработку и испытания, требует значительных капитальных затрат. Очень значительных.
Поэтому при создании производственной базы в Подмосковье пошли по пути объединения возможностей предприятий и организаций для производства биметалла сваркой взрывом и использования мощностей крупных промышленных предприятий, располагающихся соответствующим оборудованием.
Кооперация — разумный выход.
Схема производства: кооперация предприятий Подмосковья
Распределение операций между предприятиями
В результате в ООО «Битруб Интернэшнл» выработана и осуществлена схема производства, предусматривающая:
- Поставку с оптовых баз исходного металлопроката;
- Подготовку его к сварке взрывом и проведение процесса сварки взрывом;
- Контроль качества, отбор образцов для сертификационных испытаний и маркировку в ФКП «НИИ «Геодезия»;
- Термообработку и правку в ОАО «Машиностроительный завод «ЗИО-Подольск» или ОАО «Дзержинскхиммаш».
| Предприятие | Функции |
|---|---|
| ООО «Битруб Интернэшнл» | Поставка материалов, подготовка, сварка взрывом |
| ФКП «НИИ «Геодезия» | Контроль качества, испытания, маркировка |
| ОАО «ЗИО-Подольск» / ОАО «Дзержинскхиммаш» | Термообработка, правка |
Результаты работы по схеме
По этой схеме, начиная с 2004 года, производится до 4000 м² биметалла различного назначения. В основном — в виде двухслойных листов размером 1400×5900 мм.
Неплохой старт, правда?
Параметры сварки взрывом: схема, подготовка поверхностей, заряд ВВ
Пять факторов качества
Многолетний опыт производства биметалла сваркой взрывом показал, что его качество определяется:
- Правильностью выбора схемы сварки;
- Рациональной технологией подготовки свариваемых поверхностей;
- Зарядом взрывчатого вещества;
- Опорой;
- Возможностью сведения к минимуму влияния внешних факторов (температуры, осадков и т.п.).
Для рационального решения этих вопросов при разработке промышленной технологии производства крупногабаритного биметалла сваркой взрывом в ее основу были положены следующие положения.
Выбор схемы сварки
При выборе схемы сварки учитываются:
- Свойства свариваемых материалов;
- Особенности деформации узких граней;
- Обрезки нависаний плакирующего листа;
- Результаты исследований и рекомендации работы [1].
За основу технологии приняты методы сварки взрывом по авторскому свидетельству №317267, запатентованному:
- В США (№3900147);
- Во Франции (№7245251);
- В Англии (№1402276).
А также авторскому свидетельству №653840, патенту РФ №2237558.
В зависимости от свойств свариваемых материалов процесс сварки осуществляется в среде защитных газов.
Подготовка свариваемых поверхностей
Разработка рациональной технологии подготовки свариваемых поверхностей — наиболее трудоемкая операция. Производится на основании исследований [1] влияния:
- Шероховатости свариваемых поверхностей;
- Поверхностных загрязнений (влаги, ржавчины, окалины, масла и др.).
С учетом свойств свариваемых материалов и требований к готовому биметаллу.
Взрывчатые вещества
В отечественной и зарубежной практике для сварки взрывом используются низкоскоростные аммиачно-селитренные взрывчатые вещества, в том числе смеси аммиачной селитры с дизельным топливом.
Использование в качестве взрывчатого вещества при сварке взрывом смеси гранулированной микропористой аммиачной селитры с дизельным топливом позволяет:
| Преимущество | Результат |
|---|---|
| Минимизация применения промышленных ВВ | Повышение безопасности |
| Механизация процесса приготовления смеси | Снижение трудозатрат |
| Стабильность состава и плотности заряда | Высокое качество сварки |
Обеспечение круглогодичного производства
Для обеспечения круглогодичного производства биметалла в условиях Подмосковья и сведения к минимуму влияния внешних факторов технология предусматривает:
- Сборку пакетов основного и плакирующего листа в цехе;
- Обеспечение заданного сварочного зазора;
- Его герметизацию и сохранение при транспортировке и грузоподъемных операциях;
- Подогрев пакета при отрицательных температурах.
На площадке ведения взрывных работ производится только установка пакета на опору и раскладка заряда. Просто и безопасно.
Контроль качества: ультразвуковая дефектоскопия и испытания по ГОСТ
Методы контроля
Контроль качества биметалла осуществляется на соответствие:
- ГОСТ 10885-85;
- Техническим условиям;
- Техническим требованиям.
Качество биметалла оценивается по:
| Параметр | Метод контроля |
|---|---|
| Сплошность сцепления слоев | Ультразвуковая дефектоскопия |
| Прочность соединения | Испытания на отрыв и срез |
| Деформация | Измерения после термообработки |
Результаты сертификационных испытаний
Результаты сертификационных испытаний биметалла после термической обработки в соответствии с ГОСТ 10885-85 приведены в таблице.
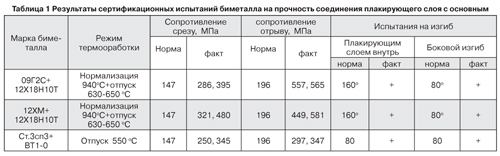
Рис. 1. Результаты сертификационных испытаний биметалла
Мировое производство: США, Франция, Швеция, Китай
Лидеры отрасли
В настоящее время производство биметалла сваркой взрывом сосредоточено в корпорации Dynamic Materials Corporation (США).
Корпорация владеет:
- 2 заводами в США (объем производства 45 тысяч м² в год);
- Заводом во Франции (16 тысяч м² в год);
- Заводом в Швеции (7 тысяч м²).
В Китае имеются 4 завода по производству биметалла сваркой взрывом.
Основная номенклатура продукции
Основная номенклатура:
| Тип биметалла | Применение |
|---|---|
| Сталь + титан | Коррозионностойкое оборудование |
| Сталь + коррозионно-стойкая сталь | Химическая промышленность |
| Сталь + медь | Теплообменники |
| Сталь + алюминий | Судостроение |
| Сталь + никелевые сплавы | Атомная энергетика |
Потребители и экспорт
Потребители биметалла — предприятия нефтехимического и энергетического машиностроения.
До 50% биметалла, производимого во Франции и Швеции, идет в Россию. Задумайтесь над этой цифрой.
Российское производство: мощность 10000 м² в год
Создание производственной базы
Для обеспечения ведущих отраслей машиностроения (нефтехимического, атомного, энергетического и др.) биметаллом ООО «Битруб Интернэшнл» и ФКП «НИИ «Геодезия» при участии ИСМАН и ООО «Институт биметаллических сплавов» на территории испытательного полигона ФКП «НИИ «Геодезия» в г. Красноармейске Московской области была создана научно-производственная база по производству биметалла сваркой взрывом.
Динамика производства
| Год | Объем производства |
|---|---|
| 2005 | около 1000 м² |
| 2008 | 4000 м² |
| Мощность базы | 3000 тонн или 8–10 тысяч м² в год |
Характеристики производимого биметалла
Созданная производственная база и технология позволяют производить сваркой взрывом высококачественный коррозионно-стойкий биметалл, соответствующий требованиям:
- ГОСТ 10885-85;
- ТУ 27.32.09.010-2005;
- ТУ 27.81.09.009-2005.
Коррозионно-стойкий биметалл с основой из стали 09Г2С, 12ХМ толщиной 10–70 мм и плакирующим слоем из сталей:
- Tr321 ASTM (аналог 08Х18Н10Т);
- Tr316Ti ASTM A240 (аналог 08Х17Н13М2Т);
- 08Х13 толщиной 2–6 мм.
В листах размером:
- 1400×5900 мм;
- 1900×5900 мм;
- 2000×5000 мм.
Поставки ведущим предприятиям
Биметалл был поставлен ведущим предприятиям страны:
- ОАО «Пензхиммаш»;
- ОАО «Волгограднефтемаш»;
- ОАО «Курганхиммаш»;
- ЗАО «Дзержинскхиммашэкспорт»;
- ОАО «Салаватнефтемаш»;
- и другим.
Биметалл сталь+титан: новая технология в среде защитных газов
Принципиально новая технология
Развитие этих работ позволило разработать принципиально новую технологию сварки взрывом в среде защитных газов для производства биметалла сталь+титан [3].
Это прорыв. Титан — сложный материал, требующий особых условий.
Практическая реализация
В 2005–2007 году по новой технологии плакированы заготовки трубных решеток марки сталь 20+ВТ10 размерами:
- 38(30+8)×2700×2900 мм;
- 48(40+8)×1800×3400 мм.
Для ОАО «Калужский турбинный завод».
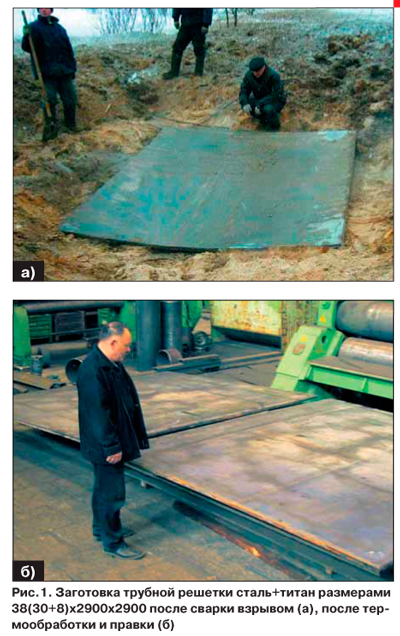
Рис. 2. Заготовки трубных решеток из биметалла сталь+титан
Характеристики качества
Заготовки соответствуют:
- ТУ 27.81.09.009-2005 «Заготовки двухслойные сталь + титан, полученные сваркой взрывом»;
- Одобренные Федеральной службой по экологическому, технологическому и атомному надзору (письмо №06-07/298 от 24.03.05);
- Третьему уровню сплошности сцепления по NC 501 (Франция);
- Требованиям AD Merkblatt W8, Juli 1987, спецификация 1264 от 4.85.
| Параметр | Значение |
|---|---|
| Сплошность соединения слоев | 100% по нулевому классу |
| Прочность на срез | не ниже 150 МПа |
| Прочность на отрыв | выше 250 МПа |
| Структура зоны соединения | Волнистая без хрупких включений |
| Деформации после термообработки | В пределах допуска |
Планы развития: увеличение производства до 30000 м² в год
Создание научно-производственного комплекса
Для комплексного решения вопросов, связанных с созданием технологии и освоением новых марок биметаллов для атомного, нефтехимического и судостроительного машиностроения, в 2009 году создан научно-производственный комплекс в составе:
- ООО «Битруб Интернэшнл»;
- ФКП НИИ «Геодезия»;
- ОАО ГНЦ НПО ЦНИИТМАШ;
- Институт структурной макрокинетики и проблем материаловедения РАН (ИСМАН).
Стратегическая задача
Поставлена задача: исключить зависимость важнейших отраслей машиностроения России от импорта биметалла за счет создания современного производства биметалла сваркой взрывом и использования мощностей испытательных полигонов оборонного комплекса.
Время пришло. Хватит зависеть от импорта.
Инвестиционная программа
Для решения поставленной задачи разработана инвестиционная программа, которая включает реконструкцию производства с оснащением его современным оборудованием для:
- Подготовки поверхностей к сварке взрывом;
- Отделке готового биметалла.
Плановые показатели
| Этап | Объем производства |
|---|---|
| После завершения реконструкции | 20 тысяч м² биметалла в год |
| По мере расширения потребностей рынка | 30 тысяч м² в год |
Амбициозные планы. Но они реальны.
Литература:
- Сварка взрывом/ Ю.А. Конон, Л.Б. Первухин, А.Д. Чудновский; под ред. В.М. Кудинова. М.: Машиностроение, 1987. – 216 с.
- Первухин Л.Б., Первухина О.Л. Особенности взрывчатых веществ для промышленного производства биметаллов сваркой взрывом / научно-технический сборник Взрывное дело №102/59, 2009 г., С.47-57.
- Первухина О.Л., Бердыченко А.А., Первухин Л.Б., Олейников Д.В. Влияние состава атмосферы на образование соединения титана со сталью при сварке взрывом/Известия Волгоградского государственного технического университета. Серия: Сварка взрывом и свойства сварных соединений, Волгоград, Выпуск 2, №9, 2006, с.59-64.
Л.Б. Первухин, О.Л. Первухина
ООО «Битруб Интернэшнл»
142432 г. Черноголовка
Московской обл., Центральная 18, к. 175
Тел.: (496) 5241090, (495) 9628032
http://www.bitrub.ru
email: bitrub@mail.ru

