Адаптивные возможности роботизированных ячеек
Человеческие возможности роботов
Использование различных датчиков для роботизированного оборудования наделяет сварочные ячейки характеристиками, схожими с человеческими возможностями. Правильно подобранные сенсоры, настроенный робот-манипулятор и периферийное оборудование не просто расширяют эксплуатационные возможности — они обеспечивают роботу новые адаптивные функции осязания и зрения.
Звучит футуристично, но это уже реальность. Рассмотрим, как решается проблема смещения сварного шва или свариваемого компонента. Тут всё ясно.
Ограничения внедрения датчиков
Факторы, сдерживающие применение
Использование в промышленности датчиков с возможностью корректировки TCP (Tool Center Point) во время движения робота-манипулятора традиционно ограничивалось несколькими факторами. Не всё так просто, как хотелось бы.
✖ Высокие первоначальные инвестиционные затраты
✖ Физический размер устанавливаемого дополнительного оборудования
✖ Невозможность достичь желаемой точности процесса
✖ Наложение допусков, традиционно не применяемых в автоматизированной сварке
Однако ситуация меняется. И это нормально.
| Фактор ограничения | Влияние | Текущая ситуация |
|---|---|---|
| Стоимость | Высокие инвестиции | Снижается |
| Габариты | Ограниченный доступ | Компактные решения |
| Точность | Недостаточная | Высокая точность |
| Допуски | Жёсткие требования | Адаптивные системы |
Три этапа сенсорной сварки
Обнаружение стыка и шва
Первый этап — обнаружение. Необходимо найти край или начало стыка. В данной области существует много решений, которые отличаются точностью, скоростью обнаружения, сложностью и стоимостью.
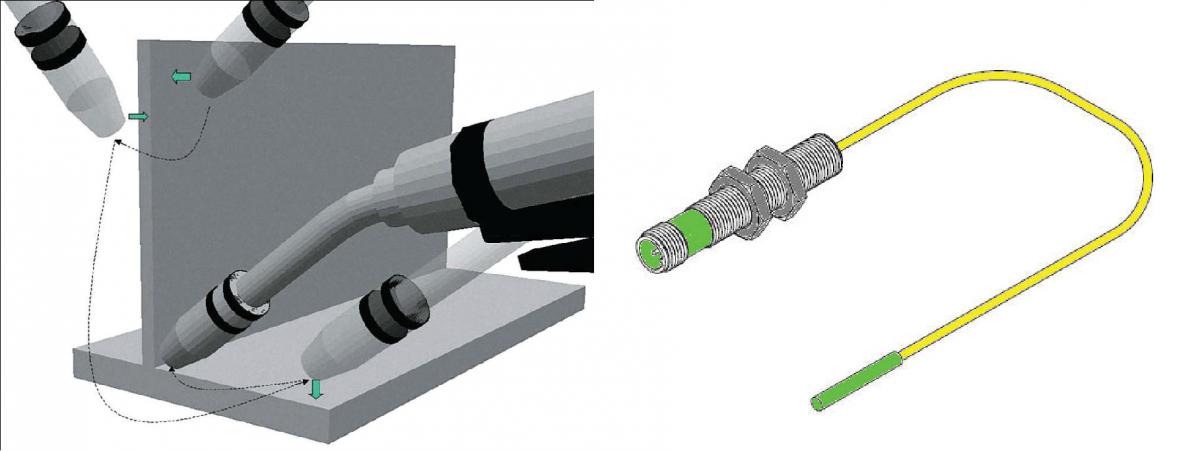
Рис. 1. Примеры сенсорных систем для обнаружения шва: контактный на основе напряжения и бесконтактный датчик на горелке
Как правило, широко используют контактные и бесконтактные датчики. Выбор зависит от задачи. Логично?
Слежение за траекторией
Второй этап — слежение, то есть поддержание требуемого сварного пути. Эта задача решается достаточно просто — периодической калибровкой TCP и применением надёжной оснастки.
Однако сам шов может сдвигаться в зависимости от методологии производственного процесса либо тепловых воздействий сварки. Это ведёт к уменьшению производительности. Использование сенсорного оборудования позволяет избежать таких отклонений и обеспечивает возможность сварки ранее недоступных стыков и компонентов.
Это серьёзно.
Измерение профиля стыка
Третий этап — измерение ширины или профиля стыка. Это позволяет влиять на траекторию робота-манипулятора и его скорость в заданных пределах, а также на весь процесс в соответствии с локальными изменяющимися условиями.
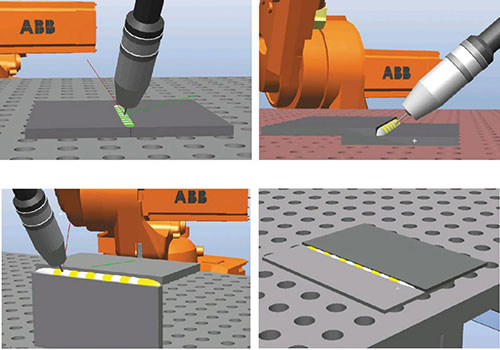
Рис. 2. Примеры швов: стык внахлёст 6 мм и угловой стык внахлёст 3 мм
Получается, система адаптируется под реальные условия. Без вариантов.
Методы отслеживания шва
Три основные методики
Существуют три основные методики для надёжного отслеживания шва и его измерения. Каждая обеспечивается разным уровнем инвестиций:
✓ Использование видеокамеры
✓ Лазерное сканирование
✓ Датчик дуги
Другие решения, такие как ультразвук и прочие, пока не получили широкого распространения в промышленности. Может быть, в будущем.
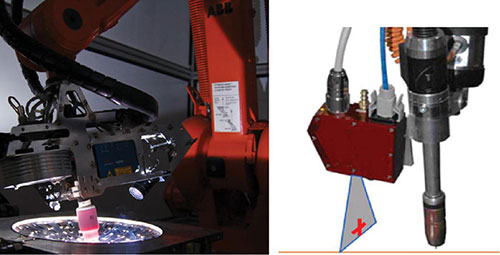
Рис. 3. Примеры систем отслеживания шва и его измерений: видеокамера и лазерный сенсор
| Метод | Стоимость | Точность | Применение |
|---|---|---|---|
| Видеокамера | Высокая | Высокая | Универсальное |
| Лазерное сканирование | Высокая | Очень высокая | Прецизионная сварка |
| Датчик дуги | Средняя | Высокая | Ограниченный доступ |
WeldGuide III: принцип действия
Технология на основе датчика дуги
Приведём пример эффективного использования метода на основе датчика дуги — WeldGuide III компании ABB. Этот метод позволяет отслеживать шов и объём его заполнения, а также оперативно изменять общую конфигурацию процесса сварки.
В случаях, когда использование лазера или видеокамеры ограничено какими-либо причинами, применение оборудования на базе датчика дуги позволяет сделать выбор между производством качественных конкурентных деталей за счёт автоматизации или полным отказом от опции автоматизации.
За последние годы оборудование на базе датчика слежения за швом претерпело значительные изменения и зарекомендовало себя как надёжное и точное. Среди дополнительных преимуществ — экономия, расширенные технические возможности и повышенная эффективность.
Преимущества конструкции
Техническое решение WeldGuide III не требует дополнительных внешних устройств, устанавливаемых на сварочную горелку. Это позволяет применять его в условиях ограниченного доступа и обеспечивает дополнительную экономию в пределах 10% по сравнению с использованием видеокамеры и лазера.
Принцип действия WeldGuide III заключается в наблюдении за дугой в процессе сварки. При математическом моделировании процесса учитывают сопротивление, а не только напряжение и ток. Это обеспечивает более точные данные. Имеет смысл, правда?
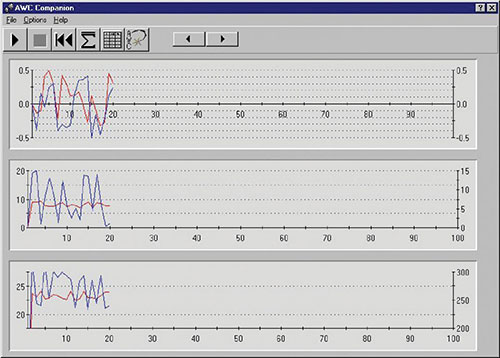
Рис. 4. Данные с WeldGuide III в процессе сварки
Механизм отслеживания
Отслеживание шва функционирует за счёт изменения покачиваний, тип которых легко программируется по времени, геометрии, симметрии и амплитуде. Значения для покачиваний по умолчанию находятся в базе данных робота-манипулятора.
Актуальное отслеживание шва осуществляется за счёт контроля сопротивления сварки между сварочной проволокой и сторонами стыка. Правила выбранных или запрограммированных ранее исходных покачиваний определяют то, каким образом робот будет реагировать на изменяющееся сопротивление.
Изменяющееся в реальном времени сопротивление определяет изменения в:
→ Скорости подачи сварочной проволоки (ток и заполнение)
→ Скорости движения робота
Эта комбинация позволяет в достаточной степени оптимизировать систему для различных стыков и материалов. Это работает.
Сварка промышленных шнеков
Сложная задача автоматизации
Преимущества применения системы WeldGuide III в производстве можно рассмотреть на примере сварки промышленных шнеков. Этот тип детали представляет собой сложные кривые в двух плоскостях.

Рис. 5. Пример шнека со сложной геометрией
Важно отметить: материал, из которого изготавливается шнек, достаточно жёсткий и толстый. Его трудно точно согнуть, соответственно компоненты меняются от партии к партии. Громоздкость компонентов шнека и ограниченность пространства не позволяют использовать специальные средства и большое количество оснастки.
Всё это накладывает требования к ужесточению допусков, что делает задачу практически нереализуемой в плане автоматизации. Или делало раньше.
Решение с WeldGuide III
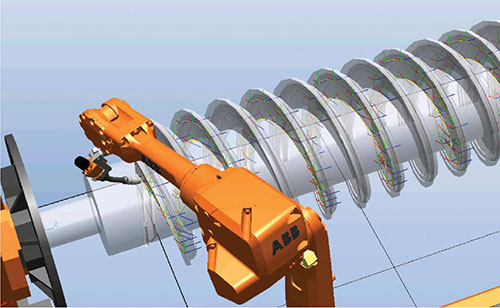
Рис. 6. Применение WeldGuide III как альтернатива модификации программы (более 600 точек)
В этом примере при программировании используется симметричное зигзагообразное покачивание с отслеживанием центра шва. В результате TCP робота-манипулятора в процессе сварки просто остаётся неподвижным в середине шва.
Без применения WeldGuide III решение этой задачи потребует создания большого количества точек программы по длине шва. В случае если другой шнек в партии будет немного отличаться, то и все запрограммированные ранее точки потребуют модификации.
При использовании WeldGuide III требуется программирование всего нескольких важных точек, указывающих на начало и конец траектории. Использование датчика контакта на основе напряжения определяет начальную точку сварного шва.
Когда дуга установлена, робот и заготовка, закреплённая на позиционере, управляемом контроллером робота, начинают синхронное вращение. Отслеживание и корректирующиеся покачивания удерживают дугу в корне шва по всей длине шнека до последней запрограммированной точки.
В процессе работы WeldGuide III сводит на нет влияние разных допусков, игнорируя смещение свариваемых компонентов из-за тепловых искажений. Производитель шнеков может быть уверен, что сварка выполнена с высокой целостностью для всех партий при одной ранее запрограммированной конфигурации.
Получается, система адаптируется сама. Впечатляет.
Экономическая эффективность
Сравнение методов
В принципе, методы на основе видеокамеры и лазерного сканирования, возможно, дали бы те же результаты. Но экономические инвестиции в данном случае были бы значительно выше, программирование гораздо сложнее, а само устройство отслеживания, установленное на горелку, — слишком громоздким для того, чтобы иметь достаточное место для сварки между лентами шнека.
| Критерий | WeldGuide III | Видеокамера/Лазер |
|---|---|---|
| Стоимость | На 10% ниже | Высокая |
| Габариты | Компактный | Громоздкий |
| Программирование | Несколько точек | 600+ точек |
| Адаптация к допускам | Автоматическая | Требует корректировки |
| Применение в ограниченном пространстве | ✔ | ✖ |
Выводы
Общие достижения в технологии и инновациях снизили порог, при котором сенсорное оборудование можно безопасно и эффективно использовать для производства качественных компонентов, отвечающих необходимым требованиям и допускам.
Для производства изделий, противоречивых по своей природе, теперь есть возможность с помощью сенсорных технологий автоматизировать процесс сварки. Это факт.
Сенсорные технологии поиска, слежения и измерения шва можно рассматривать как сформировавшиеся, надёжные методы для эффективного решения сложных задач в сварочном производстве. Они стали доступны для более широкой аудитории. Выбор методики отслеживания сварного шва определяется условиями технической задачи и возможным уровнем инвестиций.
И это только начало.
П. В. Леонидов
ООО «АББ», руководитель отдела сервиса,
департамент робототехники
Литература
- www.abb.com/robotics

