Почему растёт спрос на сверхкрупные станки
Преимущества шлифования крупномодульных зубчатых венцов
Что стоит за запросами на столь крупные шлифовальные станки? Ответов несколько, и все они убедительны.Желаемое качество обработки становится достижимым в этом сегменте. Технологии шагнули вперёд, и теперь даже гигантские детали можно обрабатывать с высокой точностью.Имеются серьёзные наработки по части технологии закалки. Это важно, потому что без правильной термообработки даже самый совершенный станок не даст нужного результата.Обработку желательно вести на меньшем числе станков. Новые обрабатывающие центры дают возможность наряду со сверлением, токарной обработкой и фрезерованием производить также предварительную обработку зубчатых венцов. Окончательную их обработку производят затем на шлифовальном станке.Фрезерные инструменты, обеспечивающие нужное качество зубчатых зацеплений, в случае больших модулей весьма дороги и имеют длительные сроки поставки. Напротив, предварительная фреза или шлифкруги дешевле, универсальнее в применении и максимально доступны.Чистовую обработку проводить намного проще. Это факт.На шлифовальных станках возможно проводить измерения. Благодаря долговременной точности шлифовальных станков достоверность таких измерений достаточна для обеспечения нужных качественных характеристик. К тому же, специальных измерительных машин для столь крупных деталей просто не существует.Наряду с обработкой зубчатого венца могут выполняться также другие операции чистовой доводки — например, обточка контрольного буртика.
Проект для Tianshan Heavy: станок ZP80
Масштабный заказ из Китая
Благодаря этим убедительным преимуществам китайская фирма Tianshan Heavy разместила заказ на ZP80 — шлифовальный станок для зубчатых зацеплений диаметром до 8000 мм.Восемь метров! Представляете масштаб?
Конструкция и технические решения
Проверенная база и новые решения
Концепция станка основана на испытанной конструкции ZP-серии, из которой конструкция станины была перенята. Не стали изобретать велосипед там, где всё и так работает.Для центрального узла такого станка — поворотного стола — предлагались 2 варианта:→ на нагрузку до 70000 кг→ на нагрузку до 130000 кгПосле внимательного изучения ожидаемого спектра изделий под обработку заказчик отдал предпочтение экономически более целесообразной версии на 70 тонн. Разумный подход — зачем переплачивать за избыточную грузоподъёмность?
Гидростатическая опора и прямой привод
Этот поворотный стол смонтирован в гидростатической опоре и имеет прямой привод от высокомоментного электродвигателя. При этом решении какие-либо механические контакты с поворотным столом отсутствуют.Что это даёт? Долговременную точность обработки. Никакого износа от трения, никакой деградации со временем.Насадка диаметром 4700 мм жёстко соединена с базовым поворотным столом. На этой насадке устанавливаются зажимные приспособления по спецификации заказчика.
Рис. 1 Конструкция станка ZP80
Защитное ограждение и безопасность
Существенную проблему представляло собой защитное ограждение станка. Исходя из действующих стандартов безопасности, приемлемым оказалось только полное ограждение.Оно должно обеспечить защиту:✓ от выхода масляного тумана✓ от разлетания осколков шлифкруга в случае поломки✓ от вспышек и возгоранияРешением стала хорошо зарекомендовавшая себя, в том числе по внешнему виду, рамная конструкция из профилей. Просто, надёжно, эффективно.
Практическое применение: реальные задачи
Интенсивные испытания
Станок подвергся интенсивным, хотя и довольно непродолжительным, испытаниям. Две европейские фирмы предоставили зубчатые колёса для соответствующей механической обработки.
Шлифование мельничного колеса 7000 мм
Сложная задача: чистовая обработка без холостых ходов
Первое применение: чистовое шлифование мельничного колеса с внешним диаметром около 7000 мм при модуле зуба 28 и весе изделия 36000 кг.36 тонн! Это не шутки.При этом установка, выставление и зажатие этого сборного изделия были нелёгкой задачей. Ещё бы — такая махина.Затем были проведены полномасштабные обмеры с использованием компьютерной программы быстрого расчёта припусков. Задача состояла в том, что необходимо было провести чистовую шлифовку без холостых ходов. Это требовало полного знания исходного состояния заготовки.Имея картину распределения припусков, при шлифовании можно пропускать ненужные проходы. Что даёт заметную экономию времени.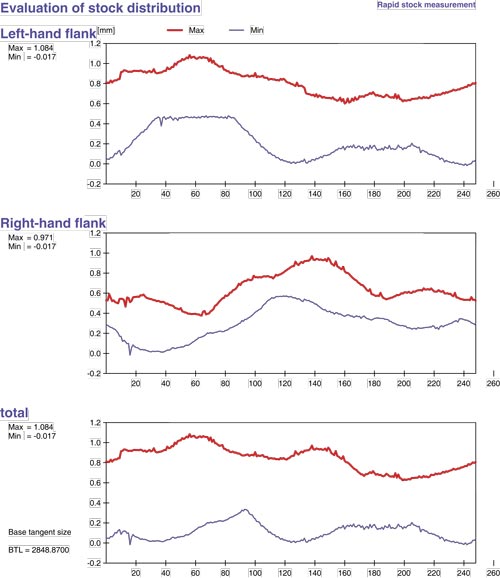
Рис. 2 Мельничное колесо диаметром около 7000 мм
Рис. 3 Процесс обработкиРезультаты шлифования заведомо перекрыли предъявляемые требования. Отлично сработали.
Обработка нестабильной заготовки 7500 мм
Вызов: заготовка без собственной жёсткости
Второе применение было ещё интереснее. Задача состояла в том, чтобы максимально качественно отшлифовать нестабильную заготовку — зубчатое колесо с 730 зубьями при модуле 10.Как видно на рисунке, заготовка не обладает собственной жёсткостью. То есть сначала потребовалось найти такие приёмы зажатия и центровки, чтобы торцевое и радиальное биение заготовки укладывались в диапазон 1/100. И это при диаметре детали 7500 мм!Здесь, разумеется, также использовались компьютерная программа быстрого расчёта припусков и шлифование с учётом припусков.Качество шлифования отвечало степени 2 точности по DIN.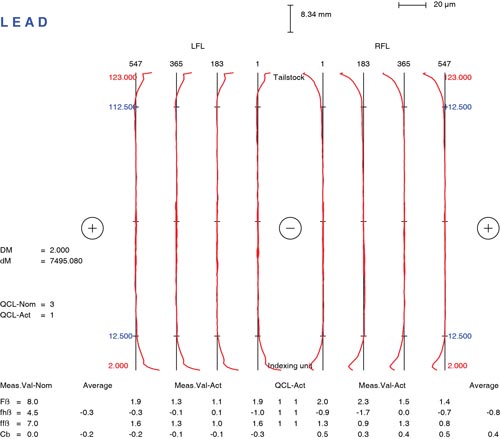
Рис. 4а Результаты измерения качества шлифования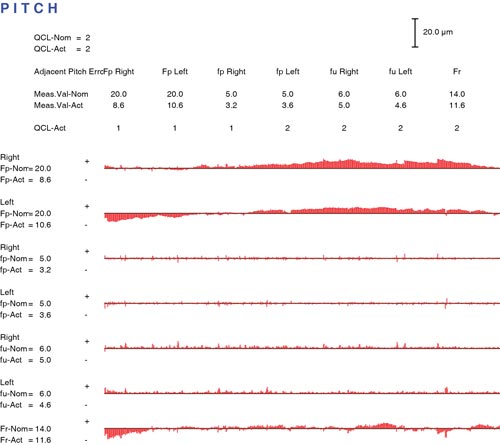
Рис. 4б Подтверждение степени точности 2 по DINЭто зубчатое колесо приобрело наилучшее качество, которое когда-либо было возможно для изделий таких размеров. Рекорд, не иначе.
Результаты и лидерство NILES
Подтверждение лидерских позиций
В итоге можно утверждать, что этим станком фирма NILES снова доказала свои лидерские позиции в создании особо больших зубошлифовальных станков.Тем самым открываются новые возможности для заказчиков. Вполне можно представить себе и дальнейший ход развития — будь то в направлении ещё более крупных диаметров заготовок либо добавления других операций чистовой доводки.
| Параметр | Значение |
|---|---|
| Максимальный диаметр заготовки | 8000 мм |
| Грузоподъёмность поворотного стола | 70000 кг |
| Диаметр насадки | 4700 мм |
| Пример обработанной детали | 7500 мм, 730 зубьев, модуль 10 |
| Достигнутая точность | Степень 2 по DIN |
О группе KAPP-NILES
Мощь международного концерна
С 1997 года NILES является членом группы KAPP. Группа KAPP разрабатывает передовые технологии и системные решения для высокоточной обработки зубчатых венцов и профилей, соответствующих самым высоким требованиям заказчиков.Группа KAPP охватывает 6 предприятий в Германии и за рубежом с общей численностью сотрудников около 800 человек.Интенсивная исследовательская работа, современные методы конструирования и производства, а также компетентный сервис и техподдержка позволяют группе KAPP находить эффективные пути решения комплексных задач обработки.Цель заключается в соответствии высочайшему общему уровню, присущему топ-предприятию: стабильная высокая точность, надёжность, безопасность и экономичность.![]()
NILES Werkzeugmaschinen GmbH
Nordring 20, D-12681 Berlin
Тел. +49 (30) 93033-0. Факс +49 (30) 93033-4003
E-mail: info@kapp-niles.com
Internet: www.kapp-niles.com

