Почему традиционное сверление не работает
Специфика обработки глубоких отверстий
Вы наверняка сталкивались с ситуацией, когда нужно просверлить глубокое отверстие, а стандартное сверло просто не справляется. Тут всё иначе. Сверление глубоких отверстий (ГО) — это отдельная вселенная в машиностроении. Скажу прямо: традиционный инструмент здесь бессилен, особенно когда глубина превышает диаметр в десятки раз.
Практика показывает: для глубокого сверления нужны специальные технологии, оборудование и оснастка. Специальный режущий инструмент, измерительные приспособления, особые технологические приёмы. И главное — подача смазочно-охлаждающей жидкости (СОЖ) под высоким давлением с большими расходами. Это факт: без мощной насосной станции никуда.
Фактор подачи Сож в зону резания — ключевой момент. Именно он определяет специфику всего процесса. При сверлении ГО практически всё является специальным, принципиально отличающимся от обычного машиностроения. Не всё так просто, как кажется.
Ружейное сверление ELB: когда диаметр менее 40 мм
Точность до Н8 без зенкерования
Технология ружейного сверления предполагает применение трубчато-лопаточных свёрл. В отечественной литературе их называют свёрлами одностороннего резания с внутренним подводом СОЖ. Этот однорезцовый инструмент дал название системе ELB (нем. Einlippenbohrer). Звучит убедительно, правда?
Трубчато-лопаточные свёрла состоят из длинной трубы-стебля с припаянной твердосплавной пластиной на рабочем конце. По всей длине — V-образная канавка с углом 110…120°. СОЖ подаётся внутрь стебля, а стружка вымывается по канавке. Схема: внутренний подвод СОЖ, наружный отвод стружки.
Но есть нюанс. Наличие канавки снижает продольную жёсткость стебля. Стружка может попадать между сверлом и отверстием, оставляя задиры. Шероховатость ухудшается. Впрочем, не всегда это критично.
Считается, что трубчато-лопаточные свёрла незаменимы при диаметрах менее 8 мм. Могут работать даже с отверстиями до 0,5 мм! Максимальный рекомендуемый диаметр — 35…40 мм при относительных длинах до 50 d. Это серьёзно.
На определённых материалах достигается точность отверстий по Н8 (на малых диаметрах до Н7). Увод оси — не более 0,01…0,02 мм на 100 мм длины. Шероховатость Ra = 0,63…1,25 мкм. Благодаря этому зачастую отпадает необходимость в зенкеровании и развёртывании. Что логично.
Технология BTA: наружный подвод СОЖ
Маслоприемник и герметизация
Технология глубокого сверления BTA (Boring and Trepanning Association) предполагает подвод СОЖ по зазору между стенкой отверстия и наружной поверхностью стебля. Стружка забирается из зоны резания и транспортируется по отверстию в стебле. Схема: наружная подача СОЖ, внутренний отвод стружки.
Ещё эту систему называют STS (Single Tube System). Хотя название не совсем справедливо. Отечественные разработки появились задолго до создания ассоциации — ещё в 1940 году [Веремейчук И.С.]. У нас это «технология сверления глубоких отверстий с наружным подводом СОЖ».
Признано: эта технология самая совершенная из всех. Но и самая сложная. Сложность — в необходимости специального устройства: маслоприемника. Он обеспечивает герметизацию стыка: торец заготовки — направляющая втулка. Для вращающихся деталей всё ещё сложнее: втулка вращается вместе с деталью, а маслоприемник неподвижен.
Маслоприемник должен обеспечить подвод больших количеств СОЖ (400 л/мин и более) при давлениях до 10 МПа. Проектирование уплотнений — всегда проблема. И это нормально для таких условий.
Несмотря на сложность, технология решает задачи, недоступные другим методам. Экономически выгодна для диаметров от 7 до 120 мм при относительных длинах 250 d и более. Есть отработанная технология: отверстия диаметром 12 мм в трубах из легированных сталей длиной 6000 мм. Уводы оси — не более 0,1 мм на 1000 мм. Впечатляет?
Эжекторное сверление DTS: две трубы вместо одной
Как работает эжекционный насос
Технология эжекторного сверления глубоких отверстий предполагает использование инструмента с двумя трубами. Поэтому её называют системой DTS (Double Tube System). Принципиальная схема показана на рис. 1.
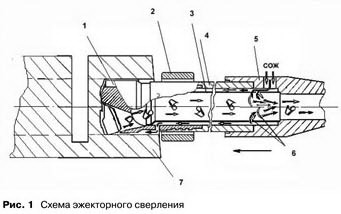
Рис. 1. Схема эжекторного сверления с двумя трубами
Основа инструмента — две трубы: наружная (стебель 4) и внутренняя (3). Внутренняя труба одним концом стыкуется с установочным конусом 5, вторым контактирует со сверлильной головкой 1. Головка резьбой соединена со стеблем и базируется в направляющей втулке 2. Зазор между втулкой и заготовкой 7 — не более 1 мм.
При сверлении СОЖ подаётся в патрон, затем через отверстия в конусе 5 — в кольцевой зазор между трубами. Поток разделяется на две части. Первая часть идёт к сверлильной головке, через радиальные отверстия поступает в зону резания, подхватывает стружку.
Вторая часть поступает в наклонные прорези-щели 6 на внутренней трубе. Поток, выходящий из щелей, направлен по оси трубы. Это и есть эжекционный насос! Он создаёт разрежение, отсасывает СОЖ со стружкой из зоны резания. После зоны эжектора стружка транспортируется в стружкоприемник. Получается, работает как пылесос. Имеет смысл, правда?
Сравнение трех технологий глубокого сверления
Преимущества и недостатки каждой системы
Эжекторное сверление обеспечивает практически те же результаты, что и другие технологии. Но есть ключевое преимущество: можно работать на универсальных станках (токарных, сверлильных, горизонтально-расточных). Достаточно дополнить их насосной станцией — стационарной или перемещающейся.
При эжекторном сверлении не нужно герметизировать зазоры между заготовкой и втулкой. Это упрощает наладку и обслуживание станка. Можно сверлить самые разнообразные детали, включая прерывистые отверстия — в коленчатых валах, траках и других сложных изделиях. Зависит от ситуации, конечно.
Принципиальная схема была предложена шведской фирмой Sandvik Coromant. Отечественная организация ВНИИинструмент разработала свою конструкцию.
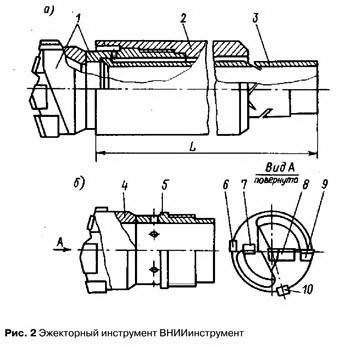
Рис. 2. Эжекторный инструмент разработки ВНИИинструмент
| Параметр | Ружейное (ELB) | BTA (STS) | Эжекторное (DTS) |
|---|---|---|---|
| Диаметр отверстий | 0,5–40 мм | 7–120 мм | 20–60 мм |
| Относительная длина | до 50 d | 250 d и более | до 1000–1200 мм |
| Точность | Н7–Н8 | 7–8 квалитет | 8–9 квалитет |
| Шероховатость Ra | 0,63–1,25 мкм | до 1,25 мкм | до 1,25 мкм |
| Подача СОЖ | Внутренняя | Наружная | Комбинированная |
| Оборудование | Спецстанки | Спецстанки | Универсальные станки |
| Герметизация | Не требуется | Обязательна | Не требуется |
Таблица 1. Сравнение технологий глубокого сверления
Производительность и точность обработки
Достижимые параметры при эжекторном сверлении
Инструмент имеет сборную конструкцию: сверлильная головка 1, наружный стебель 2, внутренняя труба 3. В хвостовой части — щели эжектора. Сверлильная головка (рис. 2, б) — из двух частей: литого корпуса 4 и хвостовика 5, соединённых сваркой.
Головка — трёлезвийный инструмент двухстороннего резания. Режущие пластины 7, 8, 9 закреплены пайкой. Две жёсткие неподвижные направляющие 6 и 10 обеспечивают базирование. Инструмент выпускался серийно для диаметров 20…60 мм, глубин до 800 мм (горизонтальное сверление) и до 400 мм (вертикальное).
Применение выявило особенности. Создали более совершенную конструкцию (рис. 3).
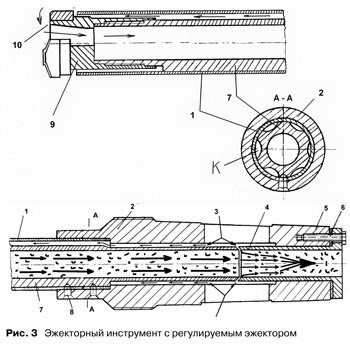
Рис. 3. Усовершенствованная конструкция эжекторного инструмента
Наружная 1 и внутренняя 7 трубы скреплены сварными заклёпками — стебель жёсткий. Единый стебель соединён с хвостовиком 2 тоже заклёпками 8. Торец внутренней трубы выполнен с наружным конусом — вместе с внутренним конусом втулки 4 представляет кольцевой эжектор.
Втулка 4 крепится винтами 5. Положение конуса регулируется заменой мерного кольца 6. Поток СОЖ 3 поступает через четыре паза в хвостовике к эжектору, расходится по двум направлениям. Часть уходит в кольцевую щель, создавая эжекционный эффект. Часть по сферическим канавкам К идёт к сверлильной головке 9, обтекает её, затем отсасывается вместе со стружкой.
Рассмотренная конструкция имеет достоинства. Эжектор просто регулировать на максимальную производительность подбором мерных колец. При засорении — быстро очищается (в отличие от щелевого эжектора). Стебель жёсткий — можно работать на повышенных подачах. Сверлильная головка универсальная — подходит и для наружной подачи СОЖ.
Применение на универсальных станках
Работа без специальных станков
Использование в практике производства показало высокую эффективность и надёжность. Инструмент работает как с невращающимся, так и с вращающимся инструментом. Естественно, разработаны специальные патроны.
Как показал опыт, область применения определяется возможностями эжекционного насоса в инструменте. При получении дроблёной стружки эжекторное сверление применимо для отверстий диаметром 20…60 мм и глубиной до 1000…1200 мм.
По ряду материалов возможно получение точности до 8…9 квалитетов. Шероховатость поверхности — до Ra = 1,25 мкм. Уводы — не более 0,05 мм на 100 мм глубины. По ряду материалов стабильно обеспечивается производительность до 300 мм/мин. Это работает.
Однако есть ограничение. Эжекторное сверление практически не удаётся применить для вязких сталей (жаропрочных, коррозионно-стойких). При их сверлении не удаётся стабильно получить мелкодроблёную стружку. Не всё гладко, но для большинства задач подходит.
Параметры насосных станций и расходы СОЖ
Требования к подаче охлаждающей жидкости
Как и при любой схеме глубокого сверления, станку необходима насосная станция. Правда, для эжекторного сверления параметры сравнительно невысоки. При сверлении отверстий диаметром 60 мм достаточно подавать СОЖ в количестве 120…150 л/мин при давлении до 1,5 МПа.
Для сравнения: при ружейном сверлении отверстия 12 мм нужно 35…40 л/мин с давлением до 7 МПа. При 25 мм — 80…90 л/мин при 5 МПа. При BTA — 400 л/мин и более при 10 МПа. Получается, эжекторное сверление экономичнее. По факту — это важное преимущество.
СОЖ должна выполнять ряд функций: отводить стружку, уменьшать силы резания и трения, отводить тепло. Для этого нужны соответствующие свойства, а оборудование — обеспечить подачу в необходимом количестве при соответствующем давлении.
Возможно, эжекторное сверление — это именно то, что нужно вашему производству. Стоит подумать. Есть над чем поразмыслить, если вы ищете баланс между точностью, производительностью и стоимостью оборудования.
П.П. Серебреницкий

