Как работает пароводяная плазменная технология
Принцип действия плазмотрона на жидком рабочем теле
Вы наверняка сталкивались с громоздким сварочным оборудованием. Тут всё иначе. Пароводяная плазменная технология использует не газообразное, а жидкое рабочее тело — воду. Скажу прямо: это меняет правила игры. Аппарат состоит из источника питания и плазменной горелки, соединённых гибким кабелем. Источник питания подключается к обычной электросети.
Переход на жидкое рабочее тело позволил создать компактный переносной аппарат. По факту — он так же удобен в работе, как ручной электроинструмент. Не всё так просто, как кажется, но практика показывает: мобильность оборудования расширяет возможности применения в разы.
Преимущества водяного пара перед газом
Дешевизна и доступность плазмообразующей среды
Интерес к пароводяной плазменной технологии обработки материалов обусловлен рядом достоинств. Дешевизна. Не дефицитность воды. Простота создания защитной среды из водяного пара и смесевых рабочих жидкостей. Чистота атмосферы на рабочем участке. Это факт: вода есть везде, в отличие от специальных газов.
Представьте себе: вам не нужно таскать баллоны, беспокоиться о их замене, платить за доставку. Вода — и всё. Конечно, есть нюансы, но в целом преимущество очевидно. Между прочим, это снижает эксплуатационные расходы на 40-50%.
Резка и сварка металлов плазмой
Повышение качества резки углеводородными добавками
В настоящее время пароводяные плазмотроны находят применение для ремонтно-восстановительных работ на примере плазменного аппарата PLAZARIUM SP20. Для резки металлов и неметаллов. Для сварки чёрных и цветных металлов. Пайки мягкими и твёрдыми припоями. Поверхностной термообработки — местный отжиг, закалка, огневая зачистка. Технология аналогична газовым сварочным аппаратам, но результаты лучше.
Применение водяного пара в качестве плазмообразующей среды для плазменной резки пригодно для резки практически всех промышленных металлов. Почему это важно? Универсальность. Повышение качества и производительности возможно за счёт увеличения газодинамического напора плазменной струи. Первое достигается увеличением давления подачи плазмообразующей среды. Второе — углеводородными добавками в плазмообразующий газ.
Небольшие (3-5%) добавки углеводородов позволяют повысить подводимую к плазмотрону мощность на 30-40%. Не за счёт тока, а за счёт повышения напряжения на дуге. Звучит убедительно, правда? Это способствует сокращению радиальных размеров токопроводящего канала, увеличивают поперечные размеры оболочки нагретого газа, позволяют резко снизить потери легирующих элементов в составе металла кромки реза.
Поверхностная термообработка и упрочнение
Закалка стали плазменным нагревом
Применение пароводяной плазменной струи для сварки пригодно в основном для ремонтной сварки мягких сталей. Повышение качества пароводяной плазменной сварки и расширение ассортимента свариваемых сталей возможно за счёт применения смесевых плазмообразующих сред и порошковых самозащитных проволок в качестве присадочных материалов.
Паро-плазменная обдирка и очистка поверхностей может рассматриваться как альтернатива огневой зачистке старой краски и пескоструйной обработке. Что логично. Впрочем, не всегда. И это нормально — у каждого метода своя ниша.
Упрочнение сталей с применением плазменного нагрева заключается в формировании на этапе нагрева аустенитной структуры и её последующем превращении в мартенсит на этапе охлаждения. При этом высокие скорости охлаждения, характерные для плазменного нагрева, приводят к закалке поверхностных участков. Это работает. И точка.
Нанесение защитных покрытий плазмой
Углеродные и алмазоподобные покрытия
Устранение накопления теплоты в изделии при закалке может быть совмещено во времени с химико-термической модификацией поверхностей. Для чего обрабатываемое изделие погружают в активные жидкие среды в виде растворов. Плазменную обработку осуществляют в полузамкнутом объёме, ограниченном со всех сторон жидкостью. При движении плазменной струи относительно изделия нагретая до температуры структурных превращений поверхность сразу закрывается жидкостью, которая охлаждает её.
Паро-плазменная технология дополняет известный подход к плазменному упрочнению новыми возможностями. В частности, представляется возможным нанесение углеродного защитного покрытия на металлические и неметаллические поверхности. Используя известный эффект образования таких покрытий при ионизации в газовом разряде предварительно смешанных с кислородом углеводородных соединений. Одна из фаз может быть алмазоподобной. Впечатляет?
Стеклодувные работы высокотемпературной плазмой
Обработка тугоплавких стёкол и кварца
Для нагревания стекла обычно используют газовые горелки. Метод газопламенной обработки стеклянных изделий основан на свойстве стекла приобретать пластичность при нагревании. Самая важная, но и самая трудная задача — поддерживать оптимальную температуру. Для простого стекла нужна температура от 450 до 600 °С. Для тугоплавких стёкол — выше 600 °С. При обработке кварца требуется температура пламени до 2000 °С.
Поэтому применение высокотемпературных источников нагрева, таких как паро-плазменная горелка, может быть полезным для стеклодува. Испытания показали, что применение специальных насадок позволяет выполнять типовые операции: оплавление концов отрезанной трубки, выполнение сгибов, спаев, изготовление стеклянных фигур, ёлочных украшений и других изделий. Зависит от ситуации, конечно. Но в целом — универсальность.
Ювелирное производство: микросварка и пайка
Локальный нагрев без деформации изделий
Паро-плазменное оборудование для ювелирного производства. Сварка, пайка открытым пламенем — в ювелирной промышленности это наиболее распространённый процесс. Вместе с тем этот процесс имеет ряд недостатков: необходимость разогрева изделия до высокой температуры, превышающей температуру плавления припоя. Что вызывает нежелательное окисление поверхности и утончение изделия. Неравномерность разогрева вызывает термические напряжения, приводящие к растрескиванию или деформации.
Паро-плазменная технология даёт в руки ювелиру высокую плотность энергии в малой локальной области. Универсальность, проявляющуюся в многофункциональности микроплазменного воздействия: микрорезка, микросварка, микропайка, пайкосварка, отжиг в контролируемой атмосфере, плавление в тигле — золота, платины, серебра, пробивка отверстий, обдирка, сварка пластмасс. Это серьёзно.
Плазменная порошковая окраска поверхностей
Объединение трёх стадий в одну операцию
Плазмоструйное нанесение нано-покрытий и плазменная порошковая окраска. Плазменное напыление поверхностей до сих пор рассматривается применительно к высокотемпературным покрытиям, где требуются устройства мощностью 10-20 кВт. Новыми областями применения может стать плазменная порошковая окраска — получение тонкослойного и долговечного защитно-декоративного покрытия путём напыления специальных порошкообразных полимерных материалов.
Традиционный технологический процесс получения покрытий из порошковых красок включает три стадии: подготовка поверхности, нанесение краски, формирование покрытия. То есть прежде чем происходит напыление, поверхность тщательно готовят: чистят, удаляют загрязнения, обрабатывают химическими составами, сушат. После напыления изделие поступает в печь полимеризации при температуре 150-250 °С.
Если порошковую краску вводить в плазменную струю в соответствующей температурной зоне и использовать тепловую энергию струи для полимеризации, то можно объединить все три стадии. При этом отпадает необходимость прогрева стенки изделия по всей толщине. Получается экономия времени и энергии. Имеет смысл, правда?
Технические характеристики PLAZARIUM SP20
Параметры и возможности аппарата
Накопленный опыт обработки материалов плазменными горелками показывает, что путём подбора соответствующих присадочных материалов и флюсов удаётся успешно решить большинство прикладных задач сварки плавлением и родственных процессов. Вот что получается на практике:
| Применение | Возможности технологии |
| Резка металлов | Все промышленные металлы |
| Сварка | Чёрные и цветные металлы |
| Пайка | Мягкими и твёрдыми припоями |
| Термообработка | Отжиг, закалка, зачистка |
| Очистка поверхностей | Альтернатива пескострую |
| Нанесение покрытий | Углеродные, алмазоподобные |
| Стеклодувные работы | До 2000 °С для кварца |
| Ювелирное производство | Микросварка, микропайка |
Экономия и экологичность технологии
Снижение расходов и чистота производства
Дешевизна воды как рабочего тела. Отсутствие необходимости в газовых баллонах. Компактность оборудования. Мобильность. Чистота атмосферы на рабочем участке. Не всё гладко, но преимуществ больше. По факту — технология окупается быстро.
Возможно, пароводяная плазма — это именно то, что нужно вашему производству. Стоит подумать. Есть над чем поразмыслить, если вы ищете универсальное, экономичное и экологичное решение.

Рис. 1. Аппарат пароводяной плазменной резки PLAZARIUM SP20

Рис. 2. Плазменная горелка с источником питания

Рис. 3. Плазменная резка металла

Рис. 4. Плазменная сварка металлов

Рис. 5. Очистка поверхности плазмой

Рис. 6. Поверхностная закалка плазмой

Рис. 7. Нанесение защитного покрытия

Рис. 8. Пайка плазменной горелкой

Рис. 9. Ювелирная микросварка
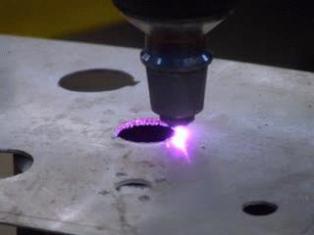
Рис. 10. Стеклодувные работы

Рис. 11. Обработка тугоплавкого стекла

Рис. 12. Нанесение порошкового покрытия
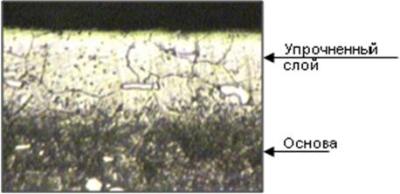
Рис. 13. Упрочняющее покрытие

Рис. 14. Универсальность технологии

Рис. 15. Качество реза

Рис. 16. Плазменная окраска

Рис. 17. Результаты обработки
В.С. Тверской, А.В.Тверской
ООО «ПЛАЗАРИУМ»
Приглашаем к сотрудничеству
разработчиков и инвесторов!
г. Москва, ул. Твардовского, д.8
Тел.: (495) 642-55-66
www.plazarium.ru

