Проблема чистоты поверхностей в машиностроении
Загрязнения и их влияние на узлы трения
Высоконагруженные узлы трения в современном машиностроении требуют особой чистоты трущихся поверхностей. Твердые и вязкие частицы, которые оседают или внедряются при технологической обработке и сборке деталей, создают серьезные проблемы. Они увеличивают трение, вызывают нагрев, ускоряют изнашивание и снижают контактную усталость материалов.
Знакомо? Именно с этими проблемами сталкиваются производители по всему миру.
Мировые решения для мойки деталей
Ведущие компании, такие как BONFICIO и TEKNO (Италия), TAKOM Better Engineering (Германия), выпускают десятки различных установок. На рынке представлены системы промышленных моек разных типов:
- конвейерные установки
- монорельсовые системы
- циклические системы
- установки для мойки труб
В этих установках детали обрабатывают погружением в моющую жидкость, часто с использованием ультразвука. Применяют струйные и комбинированные схемы с дополнительным ополаскиванием и сушкой.
Пример — полностью автоматизированная транспортная установка TAKOM Total Automation C-24-55/56/DH для авиационно-космических изделий. Она работает при температуре около 90°С, включает мойку, сушку и возвращает оператору чистые сухие детали.
| Параметр | Значение |
|---|---|
| Температура мойки | около 90°С |
| Тип установки | полностью автоматизированная |
| Применение | авиационно-космические изделия |

Рис. 1. Фотография автоматизированной установки C-24-55/56/DH
Недостатки существующих технологий
Несмотря на интерес к проблеме очистки, существующие технологии нуждаются в совершенствовании. Требуется:
- повышение качества промывки
- удаление частиц, шаржированных при абразивной обработке
- повышение производительности
- сокращение количества химикатов
- отказ от углеводородных жидкостей
Не всё так просто, как кажется на первый взгляд.
Резонансная кавитация в ванне
Принцип действия кавитационной очистки
В СамГТУ разработали технологию и устройства для очистки деталей (патенты РФ № 1734886, 2024336, 2329879), где основной эффект достигается за счет возбуждения низкочастотной кавитации.
Акустическая кавитация вызывает пульсацию давления, образование и захлопывание кавитационных пузырьков. В момент захлопывания температура газа в пузырьках достигает 10 000°С, а давление — до 100 МПа. В таком режиме кавитационные пузырьки очищают поверхности в несколько раз интенсивнее и качественнее, чем в ультразвуковых ваннах.
Это серьёзно! Такие параметры обеспечивают беспрецедентную эффективность очистки.
Конструкция кавитационной установки
Максимальная интенсивность кавитации достигается при возбуждении резонансных колебаний столба моющей жидкости внутри емкости.
Установка включает:
- ванну цилиндрической формы 1
- диск–активатор 2
- рабочую зону для деталей 3, 4
- вибрационный привод 5
- двигатель постоянного тока 6
Ванну заполняют технической водой комнатной температуры. Вибрационный привод сообщает диску линейные колебательные перемещения. Настройку на резонансный режим осуществляют плавным изменением частоты вращения двигателя, вращающего многовершинный кулачок.
Зона резонанса зависит от конфигурации, размеров ванны, числа деталей и температуры воды. Обычно это низкочастотный интервал 100–150 Гц.
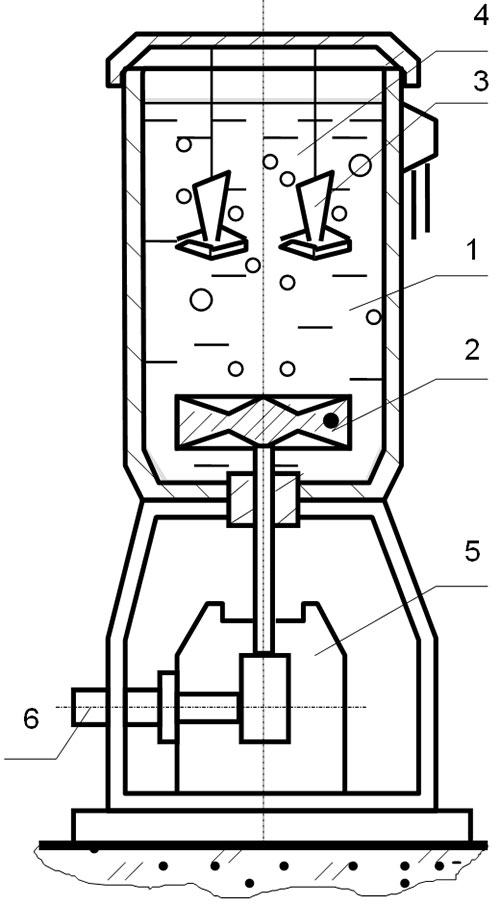
Рис. 2. Схема кавитационной установки
Регулировка параметров
Регулируется также амплитуда активатора, определяющая интенсивность пульсации. Рабочая амплитуда должна превышать критическое значение (А > Aкрит). При превышении Aкрит устанавливается режим интенсификации кавитации.
Благодаря интенсивной кавитации промывка производится в технической воде при комнатной температуре. Не требуется нагрев, моющие препараты, химреактивы и предварительная промывка в углеводородных жидкостях.
Впечатляет, правда?
Практическое применение установок
Промывка деталей газотурбинных двигателей
Впервые установка была внедрена в СНТК им. Н.Д. Кузнецова (Самара) для промывки деталей узлов трения газотурбинных двигателей.
Восстановление роторов генераторов
Один из вариантов установки предназначался для промывки роторов генераторов и коллекторных электродвигателей, потерявших работоспособность из-за загрязнения и пропитки маслом.
Результат превзошел ожидания: после промывки и сушки полностью прекращалась электропроводность изоляции, восстанавливалась работоспособность роторов.
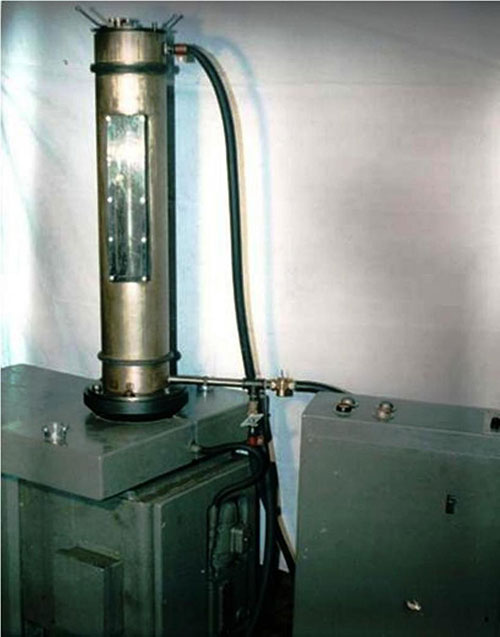
Рис. 3. Установка для промывки фильтров газотурбинных авиадвигателей
Очистка фильтроэлементов
На рис. 3 показан вариант установки для промывки пакетов фильтроэлементов маслосистем авиационных газотурбинных двигателей. Размер ячейки сетчатых фильтров составляет 3–5 мкм.
Камера установки имеет размеры: диаметр 150 мм, длина 700 мм.
Переработка нефтяных шламов
Технология диспергирования шламов
Способ возбуждения резонанса в замкнутой емкости использовали при создании установки для переработки застарелых нефтяных шламов (патент РФ № 2435636, 2010 г.).

Рис. 4. Установка для переработки нефтяных шламов
Разработку проводили совместно с НГДУ «Сергиевскнефть» ОАО «Самаранефтегаз» для очистки шламовых амбаров в нефтедобывающих районах.
Процесс разделения компонентов
При испытаниях застарелый шлам отбирали из хранилищ и смешивали с водой. Оптимальный состав получали при 50-процентном соотношении воды и шлама.
Процесс включает несколько этапов:
- Смесь помещают в реактор установки
- Настраивают на резонансный режим
- Проводят диспергирование шлама 5–7 минут
- Тонкодиспергированную эмульсию сливают в отстойник
- Через 24 часа происходит полное разделение компонентов
В отстойнике нефтепродукты всплывают в верхний пояс, ниже располагается слой воды, а на дне оседают абразивные и другие твердые частицы.
Установка позволила полностью отделить нефтепродукты от шлама. Это факт.
Резонансный способ диспергирования может найти широкое применение во многих производственных сферах для повышения производительности, например, в сфере переработки нефти.
Струйная кавитация в форсунках
Конструкция центробежных форсунок
Второй вид разработанных установок — устройства, в которых кавитация создается в струях моющей жидкости. Для этого создали центробежные форсунки (патент РФ № 2287739).
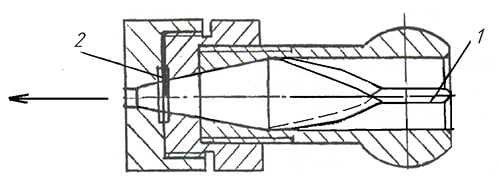
Рис. 5. Схема форсунки: 1 - завихритель струи| 2 - упругий пульсатор
При работе центробежной форсунки моющая жидкость движется в соплах с искусственно созданной закруткой. Распределение перепада давления между входным сечением и соплом, а также величина кольцевого сечения сопла учитываются коэффициентом расхода.
Принцип работы струйной системы
Моющая жидкость, подаваемая насосом из централизованной системы, турбулизуется при прохождении через форсунку. Прерывистость движения упругого пульсатора создает кавитацию, насыщающую жидкость непосредственно перед подачей в зону мойки.
Эти способы приготовления моющей жидкости наиболее эффективны для повышения производительности и качества мойки.
Струйно-кавитационное устройство для мойки подшипников можно встроить в штатные моечные машины, например МСП–01, без внесения конструктивных изменений и без перенастройки основной схемы.
Такую модернизацию провели в вагонных депо станций Кинель и Самара Куйбышевской железной дороги. Удалось улучшить технические и качественные показатели мойки буксовых подшипников.
Мойка подшипников: результаты внедрения
Конструкция промывочного узла
Установки для мойки буксовых подшипников с кавитационными форсунками содержали две струйно-кавитационные головки, расположенные встречно на лотке в рабочей позиции промываемых подшипников.
Каждая головка имеет по четыре сопла, в которых установлены завихрители–кавитаторы потока эмульсии. В завихрителях-кавитаторах 5 зарождается гидродинамическая кавитация от скоростного потока эмульсии (параметры завихрителей — ноу-хау авторов). На входе форсунки содержится сопло Лаваля, на выходе — конусные участки.
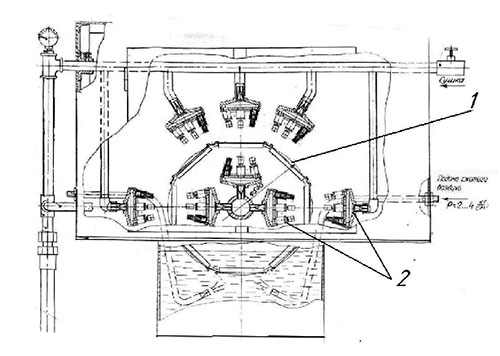
Рис. 6. Установка для мойки приборных подшипников
Мойка приборных подшипников
Идентичное устройство разработали для мойки приборных подшипников. Кассеты с подшипниками размещали на вращающемся барабане 1, внутри и снаружи которого располагались моющие форсунки 2.
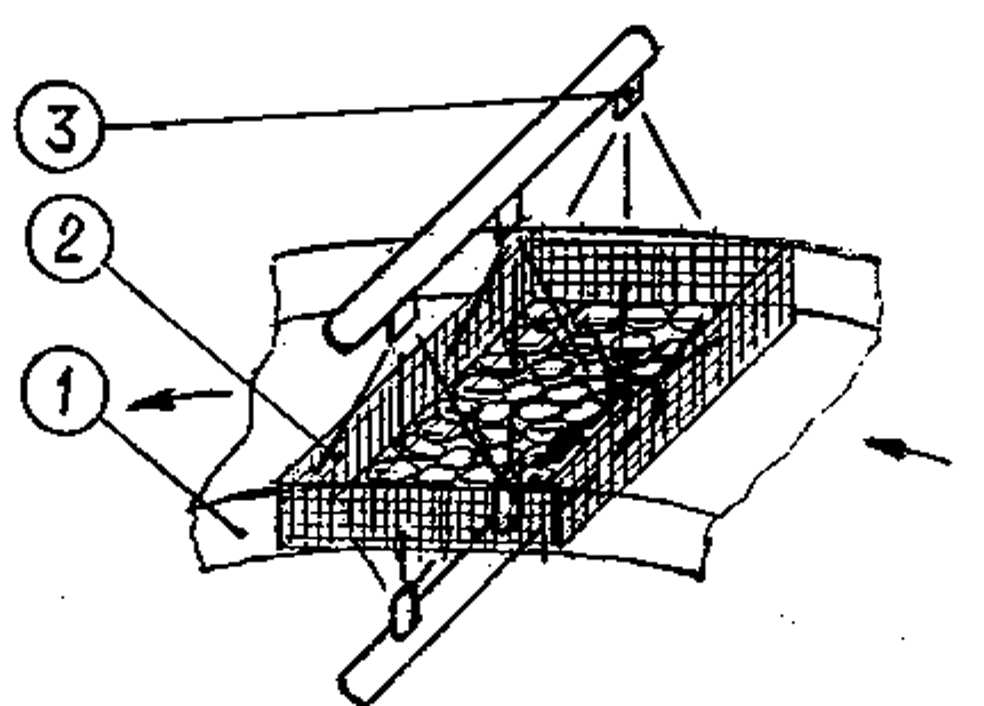
Схема размещения кассет с промываемыми подшипниками приведена на рис. 7.
Дополнительный эффект вращения
При работе струйных блоков в подшипнике качения ролики получают дополнительное вращение под действием скоростных струй моющей эмульсии. Это способствует лучшему эффекту промывки.
Логично? Ещё бы!
Технические характеристики
Параметры промывочного узла
Проведенные разработки свидетельствуют не только об эффективности резонансного кавитационного способа мойки деталей, но и о легкости реализации этого способа.
| Параметр | Значение |
|---|---|
| Производительность мойки подшипников букс | 24 шт/ч |
| Температура моющей жидкости (эмульсия) | не более 90°С |
| Время промывки | 2–4 мин |
| Насос центробежный | тип 2К20-30 |
| Мощность электродвигателя | 5,5 кВт |
| Скорость потока эмульсии через сопла | 15–20 м/с |
Преимущества кавитационной технологии
Экономическая эффективность
Разработка конкретных технологий и установок является одним из профилей НТЦ «Надежность» СамГТУ.
Основные преимущества технологии:
- работа при комнатной температуре без нагрева
- отсутствие необходимости в химических реагентах
- высокая производительность
- качество очистки превосходит ультразвуковые ванны
- возможность модернизации существующего оборудования
- экологичность процесса
Есть над чем подумать, не так ли?
Области применения
Технология нашла применение в различных отраслях:
- Авиационно-космическая промышленность — мойка деталей газотурбинных двигателей
- Энергетика — восстановление роторов генераторов и электродвигателей
- Железнодорожный транспорт — мойка буксовых подшипников
- Нефтедобывающая отрасль — переработка нефтяных шламов
- Приборостроение — очистка精密ных подшипников
Практика показывает, что резонансный кавитационный способ имеет широкие перспективы внедрения.
Д.Г. Громаковский
НТЦ «Надежность»
Самарского государственного технического университета
443100, Самара
ул. Молодогвардейская, 244
Тел./факс 8(846)3321931
E-mail:pnms3@mail.ru www.ntcnad.samgtu.ru

