Проблемы обработки графита: почему это сложно
Широкому распространению изделий из графита в современных производствах препятствуют серьезные проблемы обработки.

Рис. 1. Пример изделия из графита
Выполнение пазов и отверстий, необходимых для крепления и использования изделий, является сложной технической задачей. Причина — чрезмерная хрупкость материала.
Графит крошится. Скалывается. Трескается. Знакомая ситуация?
В настоящее время наибольшее распространение для обработки графита получил способ сверления алмазосодержащим вращающимся инструментом.
Но у этого метода есть серьезные недостатки:
- ✖️ Позволяет выполнять только круглые сквозные отверстия
- ✖️ Низкая производительность
- ✖️ Высокая энергоемкость процесса
А что если нужно глухое отверстие? Или паз? Или отверстие нестандартной формы?
Ультразвуковой способ: принцип работы и преимущества
Среди других способов обработки хрупких материалов известна ультразвуковая размерная обработка.
Как это работает?
Использование ультразвуковых колебаний высокой интенсивности обеспечивает выполнение:
- ★ Сквозных и глухих отверстий любой формы
- ★ Пазов в хрупких материалах
Применяется для:
- ✓ Керамики
- ✓ Стекла
- ✓ Самоцветов
- ✓ Ферритов
- ✓ И, конечно, графита
Ультразвуковой способ представляет собой разновидность долбления. Хрупкий материал выкалывается из изделия ударами зерен более твердого абразива.
Зерна абразива направляются торцом рабочего инструмента, колеблющегося с ультразвуковой частотой.
Преимущества метода:
| Преимущество | Описание | Значение |
|---|---|---|
| Универсальность формы | Любая форма отверстий и пазов | Не только круглые |
| Тип отверстий | Сквозные и глухие | Полная гибкость |
| Материалы | Непроводящие и непрозрачные | Широкий спектр |
| Качество поверхности | Без остаточных напряжений | Нет поверхностных трещин |
| Точность | Высокая | Минимальные сколы |
Отсутствие после обработки остаточных напряжений — это критично. Именно они приводят к образованию поверхностных трещин.
Экспериментальное оборудование: аппарат «Сапфир»
Проверка функциональных возможностей ультразвуковой обработки графита была осуществлена при помощи ультразвукового аппарата серии «Сапфир».
Модель: СУЗ-0,4/22-О, производства ООО «ЦУТ АлтГТУ».
Характеристики оборудования:
- ✦ Диаметр отверстий: от 1,5 до 50 мм
- ✦ Скорость (по стеклу): до 5 мм/мин

Рис. 2. Внешний вид ультразвукового аппарата
С применением указанного оборудования выполнялись сквозные отверстия диаметрами 5, 10 и 12 мм.
Паз на торцевой поверхности выполнялся инструментом диаметром 12 мм.
Во всех экспериментах использовалась абразивная суспензия:
- ☑️ Состав: вода + карбид кремния
- ☑️ Соотношение: 10/1
- ☑️ Подача: непрерывно, кистью, в зону сверления
Результаты исследований: от 10 до 60 мкм
Результаты размерной обработки графитового изделия представлены на рисунке.

Рис. 3. Изделие после размерной обработки
Влияние амплитуды на качество отверстий
При проведении исследований и отработке технологии выполнения отверстий в изделии из графита максимальная амплитуда колебаний ультразвукового воздействия увеличивалась от 10 до 60 мкм.
Что произошло?
При увеличении амплитуды и скорости сверления на выходе инструмента из материала на графитовом образце образовались небольшие сколы.
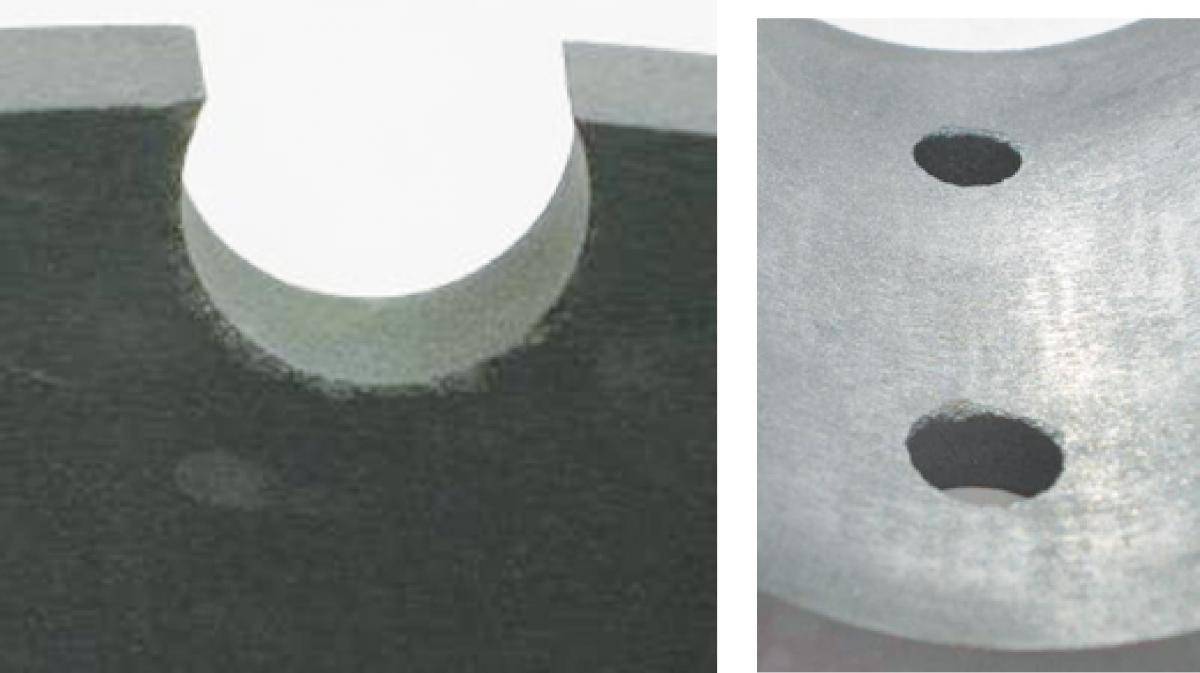
Рис. 4. Отверстия в графитовом образце с небольшими сколами
С одной стороны, отверстия высокого качества со стороны поверхности сверления.
С другой — сколы на выходе.
Проблема?
Оптимальные параметры: 35 мкм
Для обеспечения отверстий высокого качества в изделиях из графита экспериментально подобрана амплитуда колебаний рабочего инструмента.
Результат: порядка 35 мкм.
Образцы, полученные при выполнении отверстий с указанной амплитудой колебаний:
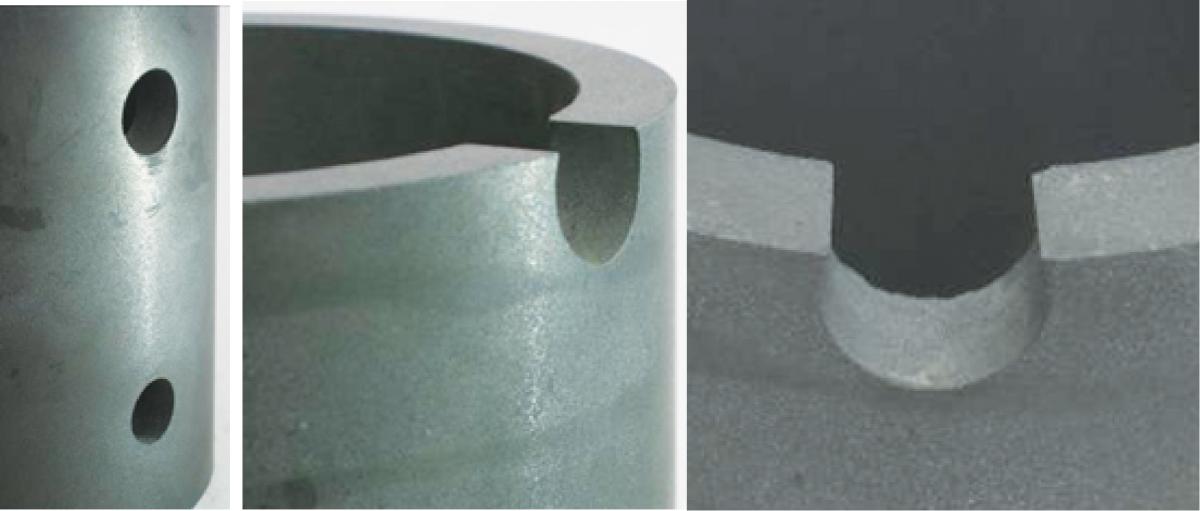
Рис. 5. Отверстия в графитовом образце высокого качества
Как следует из фото, отверстия, полученные путем ультразвукового сверления, практически не имеют сколов.
А это обычно проблема при выходе инструмента при использовании других способов обработки.
В результате сверления отверстий в изделии из графита рабочим инструментом с оптимальной амплитудой колебаний (35 мкм), в зависимости от диаметра рабочего инструмента:
| Параметр | Значение | Примечание |
|---|---|---|
| Оптимальная амплитуда | 35 мкм | Экспериментально подобрана |
| Скорость образования отверстия | ≥1 мм/мин | Средняя |
| Диаметры инструментов | 5, 10, 12 мм | Протестировано |
| Качество поверхности | Высокое | Без сколов |
| Тип отверстий | Сквозные и глухие | Любой формы |
Обработка пазов сложной формы
Для подтверждения возможностей ультразвукового способа обработки графита проведено выполнение пазов сложной формы.
В качестве примера показан результат выполнения обработки без вращения с получением паза сложной формы.
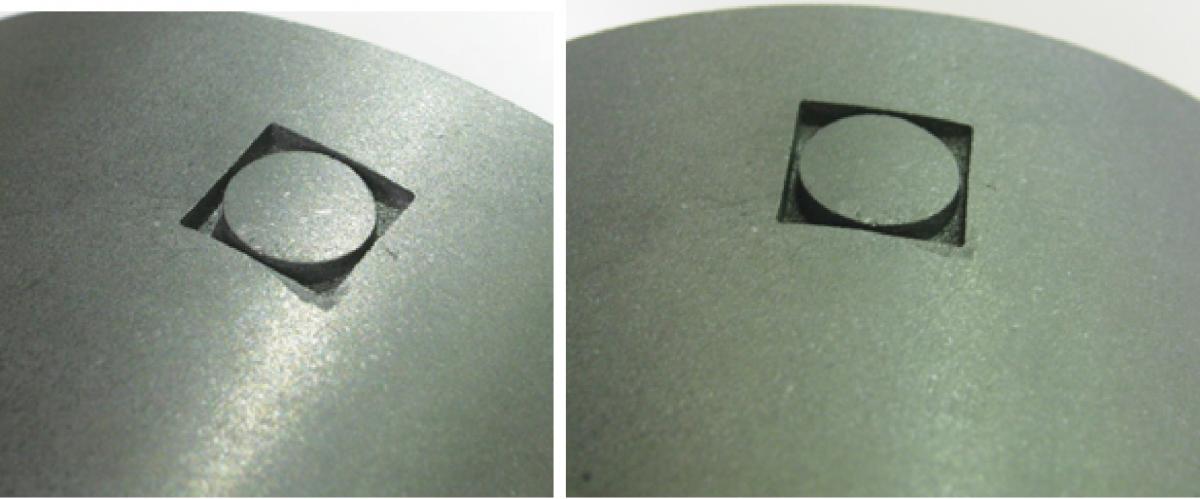
Рис. 6. Глухое отверстие прямоугольной формы в изделии из графита
Обратите внимание: обработка без вращения.
Это важно. Традиционные методы требуют вращения инструмента. Ультразвук — нет.
Что это дает?
- ★ Возможность создания пазов любой геометрии
- ★ Прямоугольные отверстия
- ★ Фигурные вырезы
- ★ Сложный контур
Практическое применение: рекомендации
В результате выполнения работы была показана возможность и эффективность использования ультразвукового способа для обработки изделий из графита.
Что сделано:
- Выбрана и отработана технология выполнения глухих и сквозных отверстий различной формы высокого качества
- Использовано стандартное ультразвуковое оборудование
- Определена оптимальная амплитуда ультразвукового воздействия — 35 мкм
Технология и оборудование могут быть рекомендованы для практического промышленного применения.
Почему это важно?
Графит широко используется в современных производствах:
- ✦ Электротехника
- ✦ Металлургия
- ✦ Химическая промышленность
- ✦ Ядерная энергетика
Но обработка — проблема.
Ультразвуковой метод решает эту проблему.
Преимущества для производства:
| Критерий | Традиционный метод | Ультразвук |
|---|---|---|
| Форма отверстий | Только круглые | Любая |
| Тип отверстий | Преимущественно сквозные | Сквозные и глухие |
| Качество кромок | Сколы | Минимальные сколы |
| Производительность | Низкая | Средняя (1+ мм/мин) |
| Энергоемкость | Высокая | Умеренная |
| Остаточные напряжения | Присутствуют | Отсутствуют |
Технология готова к внедрению.
Оборудование доступно.
Остается только начать.
В.Н. Хмелев, С.В. Левин,
С.С. Хмелев, С.Н. Цыганок
ООО "Центр ультразвуковых технологий АлтГТУ"
Литература
- Хмелев В.Н., Барсуков Р.В., Цыганок С.Н. Ультразвуковая размерная обработка материалов: Монография/ Алт. гос. техн. ун-т. им. И.И. Ползунова. – Барнаул: изд. АлтГТУ, 1999. – 120 с.
- http://u-sonic.ru/devices/sapphire2

