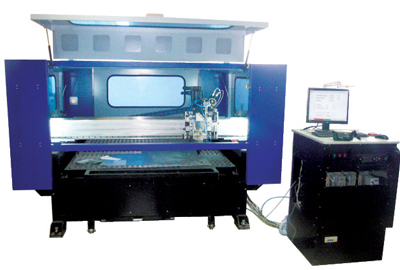
Выбор конфигурации лазерной установки
Анализ лазерного оборудования
Анализ парка лазерного оборудования и технологических возможностей различных типов лазерных источников позволил определить оптимальную конфигурацию установки.
Она состоит из:
- ✓ твердотельного импульсного лазерного излучателя с ламповой накачкой;
- ✓ длины волны 1.064 мкм;
- ✓ мощностью 150 Вт;
- ✓ производства фирмы Lasag AG KLS 246102 (Швейцария);
- ✓ координатного стола портального типа с рабочим полем обработки 1500×1500 мм;
- ✓ оснащенного системой Z-слежения производства ЗАО «ТехноЛазер» (Шатура, Россия).
Выбор импульсного твердотельного лазера был обусловлен диапазоном задач, поставленных генеральным заказчиком.
Неплохие результаты в перспективе можно получить также на волоконных лазерах. Но определяющим при выборе стал тот факт, что фирмой Lasag AG наработан больший технологический опыт резки подобных металлов.
Например, этот лазер используется в частности в производстве ручных часов Swatch Group для изготовления более 50% деталей хронометров методом лазерной прецизионной резки.
Почему именно прецизионная резка? Потому что в часовой промышленности точность — это всё. И если швейцарцы доверяют этому оборудованию, значит, оно того стоит.
Основные параметры лазерного излучения
Технологические параметры лазера
При отработке режимов резки материалов твердотельным лазером необходимо учитывать как комплекс технологических параметров лазера, так и теплофизических и оптических свойств листового металла.
Решение задачи высококачественной резки лежит в плоскости использования и оптимизации всех технологических параметров лазерного излучателя.
Описать воздействие всех параметров на качество реза очень непросто, поэтому все параметры делятся на основные и вспомогательные.
Основные параметры – это те, что определяют взаимодействие излучения с материалом обработки и определяются:
- → возможностями лазерного источника;
- → фокусирующей системы;
- → теплофизическими параметрами самого металла.
К ним относятся:
| Параметр | Влияние на процесс |
|---|---|
| Поглощательная способность материала | Зависит от длины волны лазера |
| Температура плавления и испарения | Определяет необходимую мощность |
| Температуропроводность | Влияет на зону термического влияния |
| Теплопроводность | Определяет скорость охлаждения |
Вспомогательные параметры – это те параметры, что позволяют оптимизировать процесс резки с точки зрения повышения качества резки и получения нужной производительности установки.
Энергия импульсов
Энергия импульсов (чаще рассматривается как средняя мощность излучения вне зависимости от длительности импульсов) зависит от параметров излучения, которые определяются:
- ★ размерами активного элемента (в данном случае это YAG:Nd);
- ★ конфигурацией резонатора;
- ★ мощностью лампы накачки;
- ★ техническими возможностями источника питания.
Чем больше энергия импульса, тем глубже проникновение в материал. Но есть и обратная сторона: слишком большая энергия может привести к излишнему нагреву и деформации тонкого листа.
Длительность импульсов
Длительность импульсов определяется возможностями накопителя источника питания и лампы накачки.
В данном случае выбор длительности импульсов зависит от толщины листового материала:
при равной средней мощности излучения чем толще лист, тем больше длительность.
Почему? Потому что для резки толстого металла нужно больше времени, чтобы прогреть материал на всю толщину.
Изменение формы импульса
Это оригинальная опция лазерного источника KLS 246.
Источник позволяет программно менять форму импульса по 600 точкам характеристики.
В основном это широко используется для технологической операции лазерной сварки металлов (лазер позволяет перенастроить его для этого процесса), а для резки металлов изменение формы импульса применяется очень редко.
Задумайтесь: 600 точек для программирования формы импульса! Это дает невероятную гибкость в настройке процесса.
Частота следования импульсов
В представляемой установке определяется кривой зависимости энергии (или средней мощности) излучения от частоты при постоянной длительности.
Выбирается по максимальной энергии в оптимальной точке характеристики.
Особенно это заметно в случае неустойчивого резонатора.
Излучатель позволяет оперативно менять базу резонатора в достаточно широких пределах, использовать как плоские, так и сферические зеркала, что и обуславливает в характеристике наличие энергетического оптимума.
Вспомогательные параметры резки
Оптимизация процесса резки
Теперь перейдем к параметрам, которые помогают добиться наилучшего качества реза.
Скорость резки металла
Зависит в основном от вкладываемой энергии излучения и частоты следования импульсов.
Соответственно, при уменьшении рабочей частоты скорость снижается, так как частота (как сказано выше) определяется оптимумом энергетической характеристики.
Формула проста: больше энергии и выше частота = выше скорость резки.
Но не бесконечно! Есть предел, за которым качество начинает падать.
Программное изменение скорости резки
Опциональная возможность уравнивания линейной скорости перемещения луча лазера с угловой при прохождении сложных криволинейных траекторий.
Зачем это нужно?
Представьте: вы режете круг. На прямых участках скорость одна, а на поворотах угловая скорость меняется. Если не компенсировать это, на внутренних радиусах будет перегрев, а на внешних — недогрев.
Программное изменение скорости решает эту проблему.
Использование возможностей лазерного источника для «Рампинга» импульсов (Ramping)
Это плавное управляемое повышение энергии импульсов до требуемого уровня на начальном этапе резки с целью оптимизации выплесков и образования грата.
Ramping закладывается в программу обработки:
- → числом импульсов;
- → временем выхода на режим.
Чаще это несколько миллисекунд.
Почему это важно? Потому что при резком старте происходит выброс расплава, образуются наплывы. Плавный старт решает эту проблему.
Фокусирующая система и газоподача
Параметры фокусировки
Диаметр пятна сфокусированного излучения, фокусное расстояние фокусирующего объектива, кратность телескопа позволяют получить необходимый диаметр пятна луча лазера.
Являются параметрами фокусирующей системы и определяются:
- ✓ толщиной обрабатываемого металла;
- ✓ требованиями к получению необходимой плотности мощности.
Например, нецелесообразно использовать для резки листа металла толщиной около 2 мм луч лазера с диаметром порядка 40-50 мкм из-за опасности заплавления краев реза при большой вкладываемой мощности.
Парадокс: чем меньше пятно, тем выше плотность мощности. Но для тонкого металла это может быть избыточно!
Выбор газа для поддува
Выбор газа для поддува места обработки определяется маркой металла и требованиями производительности техпроцесса резки.
| Тип газа | Применение | Давление | Преимущества |
|---|---|---|---|
| Сжатый воздух | Универсальный | до 10 атм | Простота, минимальные затраты |
| Сжатый воздух (повышенное) | При необходимости | до 20 атм | Улучшенное удаление расплава |
| Кислород | Нержавеющие и другие стали | по требованию | Значительное повышение скорости резки |
Из-за простоты и минимальных затрат чаще всего используется сжатый воздух с давлением до 10 атм.
Иногда при необходимости (при возможности такого увеличения) давление может подниматься до 20 атм.
Для резки нержавеющих и других сталей часто используется поддув кислородом, что позволяет значительно поднять скорость резки.
Почему кислород ускоряет резку? Потому что он поддерживает экзотермическую реакцию горения металла. Дополнительное тепло!
Диаметр сопла и зазор
Диаметр сопла и зазор между соплом и обрабатываемой поверхностью металла меняются в зависимости от толщины металла и служат как инструмент техпроцесса для минимизации выплесков, грата и шероховатости на краях реза.
Правило простое:
- ✗ Тонкий металл — маленькое сопло, малый зазор;
- ✗ Толстый металл — большое сопло, больший зазор.
Контроль качества и мониторинг
Система Z-слежения
Система Z-слежения стандартная и позволяет поддерживать зазор между соплом и поверхностью в пределах +/- 100 мкм, что является достаточным для резки.
100 микрон — это 0.1 мм. Точность на уровне человеческого волоса!
Почему это важно? Потому что при изменении зазора меняется давление газа в зоне резки и фокусировка луча. А это напрямую влияет на качество.
Компьютерная система мониторинга
Компьютерная система отслеживания за работой лазера находится в постоянном тестировании.
Система датчиков определяет:
- температуру охлаждающей жидкости как первого, так и второго контура охлаждения (первый контур охлаждения – это чиллер с процессорным управлением поддержания температуры охлаждающей воды с точностью до одного градуса);
- температуры внутри квантрона;
- температуру самого излучателя;
- температуру в помещении.
Любые отклонения от правильной работы лазера индицируются на экране компьютера.
Они могут быть разделены на:
| Тип сигнала | Действие системы | Пример |
|---|---|---|
| Фатальные | Немедленное прекращение техпроцесса, плавное отключение лазера | Перегрев, отказ охлаждения |
| Предупреждающие | Сигнализация о выходе параметров за рамки допустимого | Отклонение температуры, давления |
Фатальные требуют немедленного прекращения техпроцесса во избежание выхода лазера из строя, при этом автоматика сама плавно отключает лазер.
Предупреждающие сигнализируют, какие параметры на данный момент выходят за рамки допустимого и требуют их возвращения в оптимальный диапазон.
Умная система, не правда ли? Она не просто показывает ошибки, а сама защищает оборудование!
Конструктивные особенности установки
Портальная схема и защита
Конструктивно установку выполнили по портальной схеме с внешним корпусом, перекрывающим несанкционированный доступ в зону обработки в процессе резки.
Почему это важно? Безопасность! Лазерное излучение невидимо, но опасно. Корпус защищает оператора.
Оборудовали механизмом сбора деталей на выкатываемой платформе, системами вытяжки как с верхней части листа, так и с обратной.
Это обеспечивает удаление продуктов горения и уменьшает опасность загрязнения оптики, транслирующей лазерное излучение.
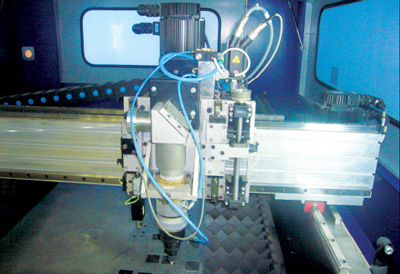
Защита оптики
Для этой цели специальная система отводит часть сжатого воздуха на обдув зеркал и линз фокусирующей системы, что исключает их загрязнение и преждевременный выход из строя.
Компрессор оборудован высококачественными системами многоуровневой очистки и осушки сжатого воздуха.
Почему это критично? Потому что даже микроскопическая пылинка на оптике может:
- → снизить мощность луча;
- → вызвать локальный перегрев линзы;
- → привести к разрушению оптики;
- → испортить качество резки.
А замена оптики — это дорого и простои оборудования!
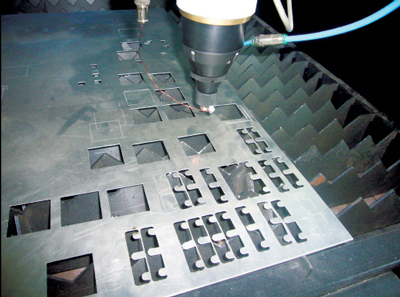
Практические результаты резки
Диапазон обрабатываемых материалов
Полученные результаты резки разнородных металлов с диапазоном толщин от 100 мкм до 2 мм позволяют говорить о правильном подходе к конструированию и комплектованию установки.
100 микрон — это 0.1 мм. Очень тонкий металл!
А 2 мм — уже серьезная толщина для импульсного лазера мощностью 150 Вт.
Тщательность проработки технологического процесса резки – основа качества изготавливаемых деталей.
Ключевые факторы успеха
Что обеспечило хорошие результаты?
- Правильный выбор оборудования. Лазер Lasag AG с проверенной репутацией.
- Оптимизация всех параметров. Не только основных, но и вспомогательных.
- Система мониторинга. Постоянный контроль температуры и других параметров.
- Защита оптики. Многоуровневая очистка воздуха и обдув оптики.
- Точная фокусировка. Система Z-слежения с точностью до 100 мкм.
- Гибкость настройки. Возможность изменения формы импульса, частоты, энергии.
Импульсная лазерная резка — это не просто «включил и режь». Это сложная технология, требующая глубокого понимания физики процесса и тщательной настройки всех параметров.
Но результат того стоит: прецизионная резка тонких металлов с минимальной зоной термического влияния и высоким качеством кромки.
А что еще нужно для современного производства?
Александр Конюшин
НПФ «Прибор-Т», Россия
Виталий Маняк
Lasag AG, Швейцария

