Инновационные тенденции в металлообработке
Новые методы формообразования
Металлообработка развивается по инновационному пути, предлагая все более совершенные методы формообразования машиностроительных деталей.
Эта интегрированная технология зависит от большого числа производственных факторов и технологических компонентов, взаимосвязанных в обрабатывающей системе.
Для перевооружения производства важно знать закономерности формирования этих компонентов. В основе искомой эффективности производства лежит, в первую очередь, выбор оборудования и инструментообеспечения.
Почему это так важно?
Потому что неправильный выбор средств оснащения может привести к миллионным потерям. Станки стоят дорого, инструмент — тоже. И если они не сбалансированы, эффективность падает.
Представьте: вы купили супердорогой станок, а инструмент не можете подобрать. Или наоборот — инструмент отличный, а станок не тянет. Знакомая ситуация?
Два подхода к оснащению производства
Станочный versus инструментальный
В инженерной практике применяют два подхода при выборе средств оснащения для обработки высокотехнологичных сложнопрофильных деталей.
Первый подход (назовем его «станочным») предполагает первоначальное вложение значительных средств в «суперстанок», который должен обладать универсальными возможностями для гибкой автоматизации и развитой кинематикой с большим числом управляемых координат.
Такие многоцелевые станки оснащаются разнообразным, но простым по форме лезвийным режущим инструментом, что оправдывается экономически в течение жизненного цикла.
По этому пути традиционно развивалась зарубежная металлообработка, отдавая приоритет сложному прецизионному оборудованию.
Второй подход (назовем его «инструментальным») основан на наиболее полном использовании в металлообрабатывающей системе возможностей режущего инструмента.
Здесь станку отводится менее значимая роль, часто с примитивной кинематикой, например, протяжные станки.
При этом инструмент является сложным по форме режущей поверхности, обеспечивая профильное формообразование.
По этому пути традиционно развивалась советская технологическая школа XX века, отчасти в связи с приоритетом крупносерийного промышленного производства.
В качестве примеров такой «инструментально-ориентированной» технологии приведем:
- ✓ строгание;
- ✓ фасонную обработку;
- ✓ протягивание;
- ✓ профильное шлифование.
Такой вариант металлообработки более эффективен, так как основан на рассредоточении функций и затрат в системе «станок-инструмент» за счет гармонизации баланса сложностей и затрат на взаимодействующие компоненты в обрабатывающей системе.
Чувствуете разницу?
В первом случае деньги вкладываются в станок. Во втором — в инструмент. И от этого выбора зависит всё: точность, производительность, себестоимость.
Системный синтез формообразующих систем
Пять компонентов одной системы
В современных условиях обозначенные тенденции развития отрасли также просматриваются, но на новом витке технического прогресса.
Это выражено в многокоординатных и многоповерхностных формообразующих системах.
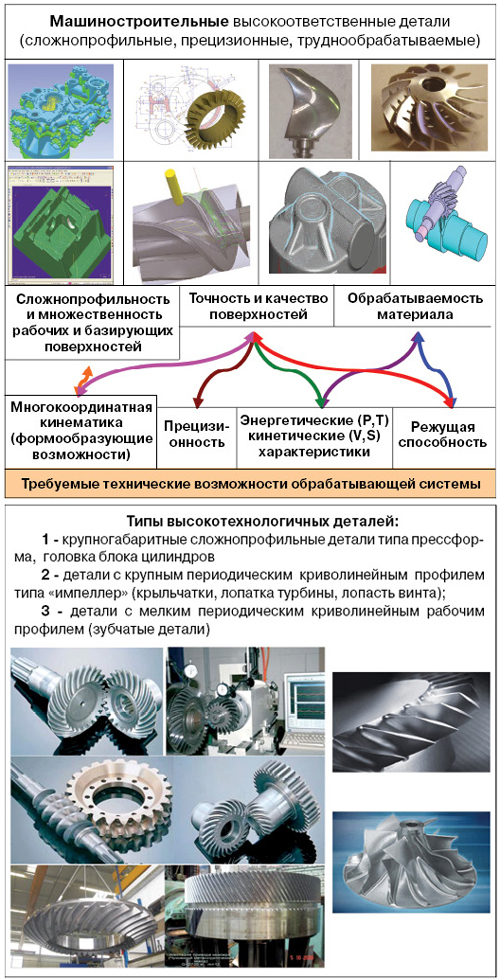
Рис. 1 Взаимосвязь свойств высокотехнологичных деталей с возможностями обрабатывающих систем
Исследуем характеристики этих сложных систем и их взаимосвязи, определяющие выбор метода металлообработки с позиций эффективности применения.
Исходными (шаг 1) для идентификации характеристик и возможностей системы «станок-инструмент» являются свойства обрабатываемых деталей, определяющие выбор способа обработки и типа станка:
| Свойство детали | Влияние на выбор |
|---|---|
| Физико-механические свойства материала | Выбор способа удаления (резанием или электрофизически) и вида инструмента (абразивный/лезвийный) |
| Сложнопрофильность поверхностей | Выбор метода формообразования (обкатка/копирование/огибание) |
| Требования к точности и качеству | Определение класса оборудования |
| Доступность зоны обработки | Степень подвижности инструмента и заготовки |
| Комплексная обработка | Кинематика, компоновка станка, уровень автоматизации |
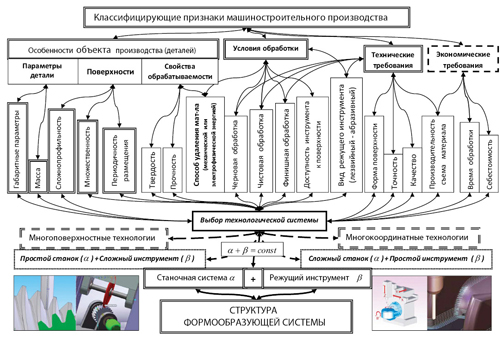
Рис. 2 Взаимосвязь производственных факторов, определяющих закономерности структурного синтеза формообразующих систем
Вторым шагом в данной методологии является синтез структуры синтезируемой системы формообразования.
Механообработка не может быть реализована только с помощью одного станка — для этого необходимо системное взаимодействие не менее 5-ти компонентов.
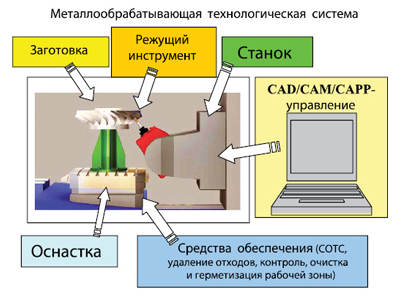
Рис. 3 Системное взаимодействие компонентов металлообрабатывающего комплекса
Главными компонентами формообразующей системы, определяющей ее гомеостазис, сложность и стоимость, являются станок и инструмент.
Станок в системе выполняет множество функций, главными из которых являются:
- → кинематическая;
- → ориентирующая;
- → управления;
- → способность противостоять возмущениям через энергетические и упругие характеристики.
При этом возможности инструмента проявляются только через взаимодействие «станок-инструмент».
Потенциал и ресурс последних в системе часто используется неэффективно, поэтому технологические комплексы необходимо обоснованно компоновать в обрабатывающую систему.
Баланс сложности станка и инструмента
Закон системного синтеза
Гармонизация возможностей и эффективности использования вложенных ресурсов на станок и инструментообеспечение под разные производственные условия является сложной инженерной проблемой.
Это связано с тем, что длительность жизненного цикла этих компонентов различна, а их свойства разнородны, так как выполняют в технологической системе принципиально разные функциональные задачи.
| Компонент | Жизненный цикл | Активность | Характеристика |
|---|---|---|---|
| Заготовка | Оперативная | Пассивная | Полуфабрикат, заданный входными ограничениями |
| Станочная компонента | Длительный | Активная | Создается на принципах синергетики, мехатроники и модульности |
| Инструментальная компонента | Оперативно-расходная | Активная | Выбирается из множества альтернатив |
| Оснастка | Оперативная | Пассивная | Выбирается из множества альтернатив |
С позиций обеспечения качества наиболее слабым компонентом является режущий инструмент, а самым неэффективным звеном – станочная система, интегрирующая в себе значительное число функций, техническая реализация которых крайне затратна в силу их сложности.
Формирование оптимальной структуры системы «станок-инструмент» должно осуществляться путем максимального рассредоточения функций между всеми ее компонентами и с минимальной стоимостью за жизненный цикл.
Закономерности структурного синтеза обрабатывающих систем базируются на основном законе систем:
Σ₁ + Σ₂ = const
где:
- ★ Σ₁ – сложность кинематики станочной системы;
- ★ Σ₂ – сложность топологии режущей поверхности инструмента.

Рис. 4 Закономерности синтеза формообразующих систем
Сложность станочной кинематики по числу управляемых координат определяется сочетанием сложностей формообразующей системы «режущий инструмент-станок» по принципу:
«Чем сложнее форма режущей поверхности используемого инструмента – тем кинематически проще станок, и наоборот».
Просто, правда?
Если хотите сэкономить на станке — усложняйте инструмент. Если хотите простой инструмент — покупайте дорогой станок.
Выбор за вами.
Многокоординатная обработка: возможности и ограничения
Строчечное формообразование
Шаг 3 предполагает выбор способа формообразования, вытекающий из анализа условий контактного взаимодействия в зоне резания, который сводится к двум видам касания: точечному и линейному.
По этому признаку применяемые технологии механообработки можно разделить на:
- ✗ многокоординатные – строчечная обработка при точечном касании инструмента;
- ✗ многоповерхностные – профильная обработка при линейном касании инструмента.
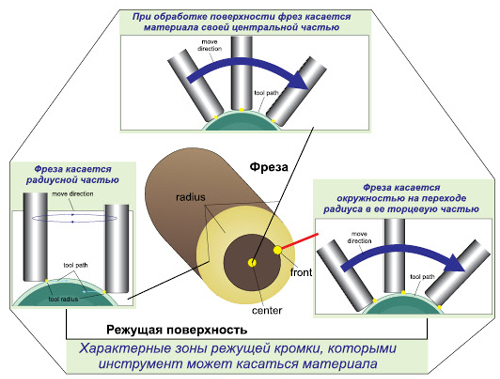
Рис. 5 Виды точечного взаимодействия лезвийного инструмента (твердосплавной фасонной фрезы) с обрабатываемой поверхностью
Строчечный способ требует многоосевой формообразующей кинематики станка и использования простой формы инструмента.
Тогда как профильный способ основан на применении более сложной формы инструментальной режущей поверхности, позволяющей упростить кинематику станка по числу одновременно управляемых координат.
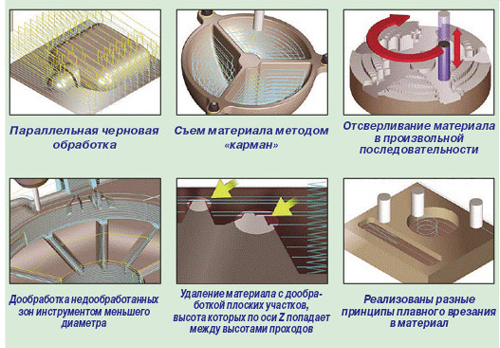
Рис. 6 Примеры строчечного формообразования лезвийным инструментом (фрезы, сверла, резцы) при многоосевой обработке
При этом второй способ более производителен и точен, а первый инвариантен виду применяемого инструмента, обеспечивая обработку труднодоступных и микроповерхностей.
В обоих случаях необходимо компьютерное управление процессом резания из-за сложности контактного взаимодействия инструмента с заготовкой.
Таким образом, тенденции, обозначенные в начале статьи, находят свое подтверждение и могут интерпретироваться как закономерность, проявляющаяся на более высоком витке развития металлообработки.
В пользу такой дифференциации обрабатывающей технологии свидетельствуют и иные сопутствующие факторы.
Основным преимуществом многокоординатных (или многоосевых) систем является комплексная обработка сложнопрофильной детали на одном рабочем месте за счет повышенных формообразующих возможностей станка, задаваемых большим числом одновременно управляемых приводов и подвижных стыков.
При этом низкая точность строчечной обработки многокоординатной системой обусловлена:
- асимметричностью точечного контакта инструмента при резании (его изгибной деформацией);
- трудностью геометрической юстировки кинематических пар станка из-за их большого числа.
При всех достоинствах многокоординатной обработки целесообразность ее применения вместо традиционной 3-координатной требует специального технологического обоснования.
Последняя обладает большей жесткостью, ее применение для съема значительных припусков является предпочтительным как по времени, так и по точности обработки.
Стоимость многоосевых станков выше в несколько раз, а их функциональная надежность и точность ниже.
Поэтому предпочтительнее упрощать станочную систему, повышая тем самым ее точность.
Многоповерхностная обработка: точность и производительность
Профильное формообразование
Формообразующие возможности при этом сохраняются за счет усложнения формы режущей поверхности инструмента.
Последнее легко реализуется на профильных станках, использующих абразивный инструмент, который хорошо правится и трансформирует форму инструментальной поверхности.
Такую многоповерхностную технологию металлообработки можно считать более эффективной и прогрессивной за счет комплексного удовлетворения точности и производительности.
Термин «многоповерхностный» подчеркивает значительную протяженность зоны сопряжения фасонного инструмента с криволинейной обрабатываемой поверхностью в сравнении со строчечным формообразованием инструментом с точечным контактом при резании.
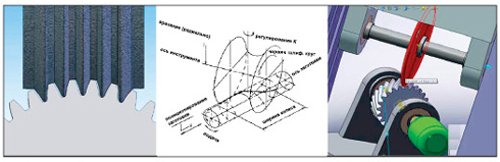
Рис. 8 Многоповерхностные (профильные) способы формообразования
Таким образом, существует конкурентность (вариативность выбора) многоповерхностных и многокоординатных методов формообразования и соответствующих им технических средств, что существенно влияет на эффективность металлообрабатывающего производства.
Это позволяет формировать парк станков предприятий на перспективу с учетом инновационного развития экономики страны.
Рассмотренные системы не являются пока строго альтернативными – у них имеются свои особые ниши металлообработки в высокотехнологичном машиностроении и «конфликтных» для инженера-технолога областей их применения не так много.
Это связано с недостаточным развитием теории металлообработки и интеллектуальных средств управления формообразованием.
Российские инновационные станки
Отечественные разработки
Отечественное машиностроение имеет несколько проектов инновационного станочного оборудования, реализующих многокоординатную и многоповерхностную (профильную) технологии формообразования.
Производство многоосевых станков освоено несколькими авторитетными российскими предприятиями:
| № | Предприятие | Модель |
|---|---|---|
| 1 | ОАО Ивановский завод тяжелого станкостроения | ИС800ГЛОБУС |
| 2 | Савеловский машиностроительный завод | МА655ВС1, САМ5850С |
| 3 | Стерлитамакский станкозавод | 500VS, 500HS |
| 4 | НИАТ | МС300 |
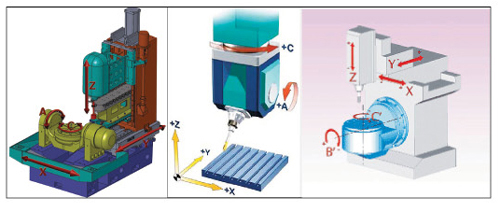
Рис. 7 Компоновочные варианты многокоординатных станков
Профильные станки сейчас используются серийно, в основном, в зубообработке.
В России имеется единственная разработка такого инновационного станка ООО «Самоточка» (гамма мод. СК800…1800) для зубошлифования профильным кругом прецизионных зубчатых деталей (колес, червяков и т.п.) с винтовыми и прямыми зубьями в любом диапазоне форм, размеров и точности.
Отметим большую наукоемкость данной инновационной техники, создать которую без взаимодействия передовой науки и промышленности невозможно.
Развитие новых информационных технологий, мехатронизация станочной кинематики и повышение надежности комплектующей базы станков и систем их управления в последние десятилетия позволили создать столь сложные и прецизионные формообразующие машины.
Эти станки являются мехатронными и управляются только с помощью специального высокоуровневого программного обеспечения системы управления станком на основе предварительной подготовки программ ЧПУ в CAM-среде.
Профильные станки ООО «Самоточка»
Импортозамещение в действии
Теперь дело за дальнейшим развитием инноваций в металлообработке, способствующих сближению этих альтернативных технологий, использованию их преимуществ в обрабатывающей системе одного интегрального типа.
Это полностью соответствует тенденциям ресурсосбережения и эффективности при модернизации машиностроения страны.
Поставленные цели могут быть достигнуты за счет минимизации типажа станков и номенклатуры инструмента, в основе которой лежат описанные закономерности.
Понимание вышеизложенных тенденций и альтернатив в металлообработке позволит технологам более эффективно организовывать обрабатывающее производство предприятий при изготовлении сложнопрофильных высокотехнологичных деталей за счет формирования сбалансированного парка станочного оборудования и системы его инструментообеспечения.
ООО «Самоточка» специализируется на техническом оснащении и инженерном сопровождении зубообрабатывающих технологий и процессов в высокотехнологичном машиностроении.
Созданные ООО «Самоточка» инновационные зубошлифовальные станки для шлифования прямых и винтовых зубьев колес профильным методом конкурентоспособны по достигаемым выходным показателям точности зубчатых колес (3…5 степени DIN 1328-95), но вдвое дешевле зарубежных аналогов.
Производительность профильных станков в несколько раз выше обкатных с единичным делением; они работают на отечественных компонентах (абразивных инструментах, оснастке и расходных материалах), применяя наукоемкую технологию скоростного многопроходного шлифования, разработанную отечественными инженерами и учеными.
Это позволяет изготавливать многопрофильные детали типа «зубчатое колесо», «червяк» с винтовыми и криволинейными поверхностями любой сложности и точности.
Их налаженное серийное производство устраняет импортозависимость российского машиностроения в области прецизионной зубообработки.
Это позволило внедрить наукоемкую технологию профильного зубошлифования в отечественное машиностроение.
Так, на предприятия ЗАО «Трансмашхолдинг» (ОАО «Пензадизельмаш», ЗАО «Метровагонмаш» и др.) поставлено несколько образцов мод. СК800 и мод. 5А868СФ3.
Задумайтесь: почему зарубежные станки дороже в два раза? Неужели они лучше?
А может быть, пора довериться отечественным производителям?
Сравнение эффективности технологий
Что выбрать: многокоординатную или многоповерхностную обработку?
Давайте подведем итоги.
| Критерий | Многокоординатная | Многоповерхностная |
|---|---|---|
| Сложность станка | Высокая (5+ осей) | Низкая (3-4 оси) |
| Сложность инструмента | Простой | Сложный профильный |
| Стоимость станка | Высокая | Средняя |
| Точность | Средняя | Высокая |
| Производительность | Низкая | Высокая |
| Универсальность | Высокая | Специализированная |
| Обработка труднодоступных зон | Отличная | Ограниченная |
Что лучше?
Ответ зависит от ваших задач.
Если нужно обрабатывать разные детали малыми сериями — выбирайте многокоординатную обработку.
Если нужна высокая точность и производительность на серийном производстве — многоповерхностная обработка вне конкуренции.
А может быть, нужно и то, и другое?
Тогда формируйте сбалансированный парк оборудования. Не гонитесь за модой. Думайте о экономике.
Помните закон: сложность станка + сложность инструмента = константа.
Где-то сэкономили — где-то потратили.
Главное — найти оптимальный баланс для вашего производства.
Удачи в выборе!
Д.т.н. В.М. Макаров
ООО «Самоточка» МГТУ «Станкин»
Литература:
1. Системный анализ и принятие решений: Словарь-справочник. Под ред. В.Н. Волковой, В.Н. Козлова. М., Высшая школа, 2004. 616 с.
2. Макаров В.М. Обеспечение точности профильного шлифования винтовых зубьев крупномодульных цилиндрических колес на основе имитационного моделирования. Дисс… д.т.н., Саратов, 2010.
ООО «Самоточка»
Тел.: (495) 988-83-04
email: samotochka@mail.ru
http://www.samotochka.ru

