Проблемы медицинского инструментария: низкая твердость и быстрый износ
Быстрая изнашиваемость суставного протеза — серьезная проблема современной медицины. От задира на титановом сплаве, часто приводящего к преждевременному выходу из строя всего сустава, не спасают даже всевозможные полимерные вставки.
Важную роль играют и ввинчиваемые компоненты эндопротезов. Они должны обладать повышенной твердостью и наилучшими механическими характеристиками, позволяющими избежать болезненной переустановки эндопротезов. Представьте себе: пациент перенес сложную операцию, а через несколько лет требуется повторное вмешательство из-за износа...
Основные недостатки отечественного медицинского инструмента известны:
- ✖ невысокая твердость кромок
- ✖ неидеальная геометрия
- ✖ малый ресурс
- ✖ плохая эстетика
Устаревшая технология его изготовления требует обновления и модернизации. Без этого конкурировать с западными аналогами практически невозможно.
Одним из эффективных способов улучшения свойств инструмента является применение лазерной технологии упрочнения. Лазерные технологии существенным образом способны снизить себестоимость изготовления тонкостенных деталей за счет применения лазерной сварки и резки.
Оборудование для лазерной обработки: от СО2 до волоконных лазеров
Исследования проводились в течение длительного периода, и в них применялись разные типы лазеров:
- → газовый СО2 «Комета-2»
- → многоканальный СО2 МЛТ 2.5
- → непрерывные твердотельные
- → новейшие волоконные серии ЛС
С аппаратурной точки зрения для задач, связанных с поверхностной модификацией, чрезвычайно важна равномерность распределения энергии излучения по сечению лазерного пучка.
Выравнивание пучка: сферическая аберрация для равномерного распределения
Известно, что многие типы классических лазеров генерируют сильно неравномерные пучки (иногда близкие по форме к гауссовским). Поэтому еще в «эру газовых лазеров» разрабатывались специальные лазеры для термообработки с равномерным сечением пучка, к ним относится и многоканальный лазер МЛТ 2.5.
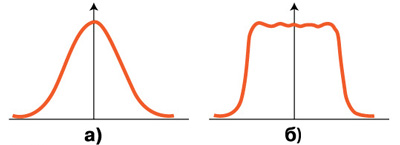
Рис. 1. Распределение светового потока по сечению в классических лазерах а) и равномерное распределение в лазерах для поверхностной модификации б)
Несмотря на блестящие эксплуатационные и оптические характеристики новейших волоконных лазеров, им свойственен тот же недостаток при применении для поверхностных процессов — сильная неоднородность пучка.
При этом общий коэффициент поглощения энергии, который измеряли прямым калориметрированием калиброванных образцов, составляет 50-60%. Так что общий КПД нагрева от розетки с учетом КПД волоконного лазера доходит до 15%. Не так уж плохо, если честно.
Неоднородность пучка приводит к тому, что центральная зона дорожки оказывается избыточно перегрета. В связи с чем может наблюдаться плавление металла, меняющее геометрию. А увеличение скорости для исключения плавления приводит к тому, что существенно падает толщина термически обработанного слоя.
Поскольку опытный стенд на основе волоконного лазера ЛС-2 (2000 Вт) был укомплектован перестраиваемой оптической головкой VF001M (патент 2398665), применили оригинальную схему выравнивания интенсивности в лазерном пучке за счет контролируемого введения сферической аберрации.
В общих чертах идея этого метода состоит в использовании фокусирующей линзы с небольшой оптической силой, но сильной кривизной поверхностей. За счет чего формируется пучок со структурой, характерной для сферической аберрации. Масштаб этого искажения и общий размер пятна гибко настраивается за счет перестраиваемой вариосистемы.
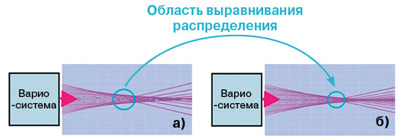
Рис. 2. Использование перестраиваемой оптической системы для выравнивания распределения в пучке за счет использования сферической аберрации: а) большой уровень аберрации, в) малый уровень аберрации
Таким образом получили возможность получать необходимые равномерные пучки любого характерного размера. То есть использовали практически «идеальный» инструмент для закалки.
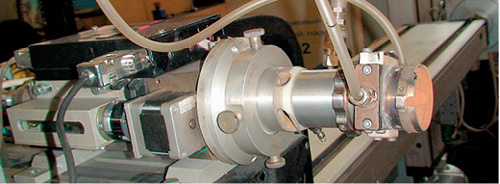
Рис. 3. Общий вид операционного модуля с оптической насадкой для выравнивания пучка (защитная насадка со шторной газовой защитой и тубусом для подачи защитного газа помещена рядом)
Упрочнение стали 40Х13: твердость 1200 Hm50 и эффект самозаточки
Упрочнению подвергались образцы и имитаторы эндопротезов из сталей 30Х13, 40Х13 и титанового сплава ВТ-1-0. Металлографические исследования проводились на приборе НЕОФОТ-2 и МИМ-8 с увеличением до 1000Х. Микротвердость определялась на микротвердомере HVS-1000.
Исследование образцов с лазерным упрочнением из стали 40Х13 показало, что пучок излучения с выровненным распределением способен упрочнить поверхность острия лезвия до значений 1200 Hm50.
Режущие свойства: в 5 раз выше, чем у обычного инструмента
Видно, что с уменьшением радиуса закругления лезвия твердость снижается до значений 800 Hm50, но остается на достаточно высоком уровне.
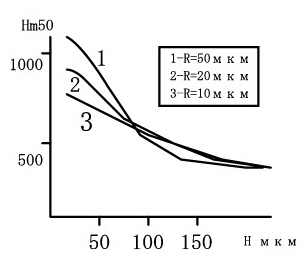
Рис. 4. Характерное распределение микротвердости по глубине стали 40Х13. R — радиусы закругления режущих элементов
Тест при стругании деревянного бруска выявил интересную вещь: радиус заточки инструмента при стругании начинает уменьшаться. Проявляется эффект самозаточки, связанный с неравномерным износом кромок режущей части и определяемый различием твердости кромок и градиентом твердости к поверхности.
Макрошлиф такого лезвия показывает, как в результате износа геометрия режущей кромки меняется, и лезвие становится острым. Острота лезвия определяется уже не исходными геометрическими характеристиками, а стругаемым материалом и распределением твердости по сечению зоны обработки.
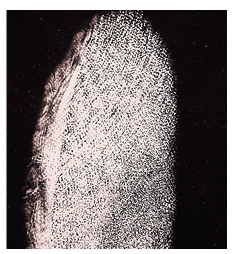
Рис. 5. Макрошлиф лезвия инструмента, обладающего свойством самозатачивания после лазерной закалки
Такой метод подготовки режущей кромки может быть легко воспроизведен с помощью несложного приспособления и небольших затрат. Результаты испытаний на режущие свойства такого упрочненного материала превзошли все ожидания.
Ведь этим инструментом можно резать не только картон, бумагу, но и нержавеющую, отожженную сталь, медные проволоки и прутки. По оценкам, проведенным ЗАО «Арете», режущая способность при поперечном разрезании увеличилась как минимум в 5 раз. А при строгании была столь велика, что за все время эксперимента не удалось заметным образом ее подтупить.
Такой инструмент, несомненно, выдержит конкуренцию с западными аналогами. Это факт.
При обработке готовых изделий возникли некоторые трудности по точности наведения лазерного пучка. Но они определялись не столько лазерными проблемами, сколько тем, что практически весь предоставленный инструмент выдерживался производителями по размерам в пределах указанных допусков в рамках ГОСТ 19126 по 16 квалитету. Что составляло на базе 200 мм до 3 мм.
Для устранения этого технологического недостатка была разработана система оптического наведения на основе видеосенсора, позволяющая вносить коррекции в программу обработки. Далее планируется выполнять адаптивную коррекцию полностью автоматически.

Рис. 6. Образцы медицинского инструмента, термоупрочненные лазером: а) стамески, б) метчики, в) ложки хирургические, г) кусачки медицинские
Лазерное оксидирование титана: износостойкость выше в 100 раз
Упрочнение стальных изделий ограничивается упрочнением только медицинского инструмента. Для эндопротезов применяются титановые сплавы или титан ВТ-1-0. Упрочнение титановых эндопротезов необходимо, так как исходная твердость недостаточна и не превышает 280 Hm50.
Для упрочнения на волоконном лазере применялся существенно доработанный процесс лазерного оксидирования, основы которого были заложены в ФГУП ЦНИИ КМ «Прометей» на газовых лазерах «Комета-2» и МТЛ-2,5.
Эксперименты на лазере ЛС-2 с перестраиваемой головой и выравнивающей насадкой для лазерного термоупрочнения показали пригодность этой головки для процесса лазерного оксидирования. Ни люминесцентный контроль, ни данные металлографии не обнаружили видимых дефектов в зоне упрочнения. Показатель микротвердости доходит до 1200 МПа у поверхности.
Снижение брака с 27% до 1%: преимущество выравнивающей оптики
А теперь цифры, которые говорят сами за себя:
| Тип лазера | Процент брака | Особенности |
|---|---|---|
| СО2 «Комета-2» | до 27% | Неравномерный пучок |
| Многоканальный СО2 МТЛ-2 | до 2% | Выровненное распределение |
| Волоконный лазер без выравнивания | до 10% | Сильная неоднородность |
| Волоконный лазер с выравнивающей оптикой | 1% | Стабильные результаты |
Применение выравнивающей оптики резко повысило стабильность результатов обработки. Сравнение режимов на газовых и волоконных лазерах говорит о смещении режимов на волоконном лазере в сторону более производительных примерно в 2-2,5 раза.
Исследования образцов показало, что волоконный лазер, снабженный устройством выравнивания пучка по сечению, способен приводить к упрочнению титанового сплава ВТ1-0, минуя опасную область оплавления в достаточно широком диапазоне режимов упрочнения.
Металлография и люминесцентный контроль не обнаружили в зоне обработки следов микродефектов. Глубина упрочнения составляла до 160 мкм, микротвердость 1000-1200 Hm50.
Удалось отработать режимы лазерного упрочнения титановых сплавов на:
- ✓ медицинских метчиках
- ✓ резьбе ввинчиваемых имплантатов
- ✓ суставных эндопротезах
Упрочнение сопровождалось увеличением сопротивления пластической деформации длинномерных изделий. Что объяснялось различием в модуле Юнга упрочненного материала и сырой основы, а также создаваемыми напряжениями в поверхностном слое. Это открывает новые возможности для применения чистого титана в медицине.
Испытания на износостойкость упрочненного и неупрочненного сплава показали, что его износостойкость возрастает на два порядка. А предельные нагрузки на трение составляют до 40 МПа.
При этом повышается качество полируемой поверхности, т.к. упрочненный материал полируется легче и быстрее.
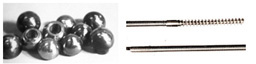
Рис. 7. Фрагменты упрочненных эндопротезов и имплантатов (винт-стержень спонгиозный) с лазерным поверхностным упрочнением
Лазерная резка титановых заготовок: припуск 0,1 мм и экономия 595 рублей
Для изготовления медицинского инструмента и эндопротезов важно не только повышение служебных свойств, но и снижение себестоимости. С этой целью проводилось изучение возможности снижения цены за счет использования лазерных методов.
Титановые элементы эндопротезов могут иметь сложную геометрическую форму. И обработка из листовых заготовок методами резания оказывается весьма дорогостоящей операцией.
В таком случае одним из эффективных методов является применение точной лазерной вырезки заготовок с минимальным припуском для последующего снижения стоимости механообработки.
При этом приходится учитывать, что после лазерной резки формируется слой с повышенной твердостью (альфа-фаза). Необходимо применять резку в инертном газе и специальные режимы резки с импульсной модуляцией мощности лазера.
Для снижения расхода аргона использовались сопла с минимальным возможным диаметром и максимальное давление режущего газа в головке (до 10 атм).
Персонализация имплантатов: гибкость лазерных технологий
Использование импульсных режимов необходимо для оптимизации процесса выноса жидкого металла с фронта и боковых стенок канала резки.
Теоретическое рассмотрение дает связь между диаметром канала (связанным с диаметром фокусировки лазерного пучка), временем образования пленки расплава при определенной энергии импульса и толщиной пленки расплава, удерживаемой поверхностным натяжением против газодинамического давления инертного газа.
Экспериментально показано, что оптимизация вовлекает также и параметры фокусировки. Поэтому для такого рода задач оправдано применение перестраиваемых оптических систем.
В результате удается вырезать заготовки с припусками 0,1-0,15 мм под механическую обработку.

Рис. 8. Заготовка из титанового сплава после лазерной вырезки (сверху) и конечное изделие (внизу)
Отметим также, что использование лазерной резки позволяет изменить или упростить геометрию изделия. Например, на представленной заготовке использована оптимальная для технологии последующей обработки геометрия правой части (технологическая перемычка, необходимая для жесткости при обработке), которую невозможно было ранее выполнить механообработкой.
Отметим еще один важный фактор, характерный для задач эндопротезирования. Обычно серийно выпускаются 4-5 предустановленных размеров имплантатов. Но часто требуется и персонализация комплектов по конкретным больным. Что из-за высокой стоимости изготовления персональных комплектов делается редко.
Использование лазерных технологий за счет максимальной гибкости процесса позволяет построить рентабельную цепочку персонализации:
- → хирург на основе томографии или рентгена определяет требования к геометрии
- → лазерная резка титана дает практически не нуждающуюся в обработке заготовку с минимальными припусками
Суммарный экономический эффект на этом типе изделий складывается из:
- ★ уменьшения веса титанового сплава в заготовке
- ★ исключения затрат на заготовительные операции
- ★ снижения затрат на механообработку, включая удаление технологической перемычки
И составляет 595 рублей на изделие. Немало, если задуматься.
Эффективные применения: таблица методов и результатов
В качестве предварительного итога проведенных исследований и изготовления опытных партий изделий приводим оценки эффективных применений лазерных методов при изготовлении медицинского инструмента и имплантатов.
| Изделие | Метод обработки | Результат |
|---|---|---|
| Медицинский инструмент: кусачки, стамески, метчики | Лазерное упрочнение без оплавления поверхности | Улучшение режущих свойств инструмента и срока службы |
| Приспособления и оснастка для операций | Лазерная сварка Лазерная резка |
Уменьшение трудоемкости и стоимости |
| Эндопротезы | Лазерная резка | Уменьшение трудоемкости и стоимости протезов |
| Эндопротезы | Лазерное оксидирование | Увеличение износостойкости эндопротезов |
Конечно, следует учесть, что это только начало большой работы. И спектр изделий и технологий будет непрерывно расширяться.
Выводы: четыре преимущества лазерных технологий в медицине
Из приведенного опыта использования лазерных методов можно сделать вывод о том, что лазерная технология:
- ➤ снижает затраты на механическую обработку
- ➤ улучшает свойства выпускаемых эндопротезов и медицинского инструмента
- ➤ позволяет создать технологию персонализации эндопроцессов
- ➤ способствует появлению продукции, конкурентоспособной зарубежному инструменту, что поможет предприятиям выстоять в жестокой конкурентной борьбе
Практика показывает: те, кто внедряет лазерные технологии, получают реальные преимущества. Твердость, износостойкость, точность — все это работает на результат.
А в медицине, где на кону здоровье и жизнь людей, компромиссы недопустимы.
А.И. Скрипченко, В.О. Попов
В.М. Попков, Д.Э. Сейфулин
Е.В. Скрадоль, А.И. Утехин
С.Ю. Кондратьев

