Журнальный учет: почему человеческий фактор мешает объективности
Действующая сегодня система управления производством построена, в основном, на информации, полученной с помощью «журнальных» методов. А также с планерок и совещаний — от начальника участка до начальника производства.
Что получается в результате? Точность, объективность, оперативность, детальность получаемой таким образом информации подвержена серьезному влиянию человеческого фактора. Это не дает возможности реально оценить эффективность использования как старого, так и нового оборудования.
Скажу прямо: без автоматизации здесь не обойтись.
Формула OEE: готовность × производительность × качество
Для динамической оценки эффективности работы оборудования можно предложить известный в мировой практике показатель OEE (Overall Equipment Efficiency). Он позволяет комплексно оценить эффективность построения производственного процесса.
| Показатель | Формула расчета | Что отражает |
|---|---|---|
| OEE | Готовность × Производительность × Качество | Общую эффективность оборудования |
| Готовность | Время изготовления продукции / Плановое время | Потери от простоев |
| Производительность | Текущая выработка / Запланированная выработка | Потери от снижения скорости |
| Качество | Количество качественных изделий / Общее количество | Потери от брака |
Три коэффициента эффективности: что учитывать
Показатель OEE состоит из трех составляющих (коэффициентов), которые сами по себе отражают эффективность работы соответствующих сфер и служб производства:
- ✓ Готовность учитывает потери, связанные с простоями оборудования
- ✓ Производительность учитывает потери, связанные с уменьшением скорости производства
- ✓ Качество учитывает потери, связанные с выпуском бракованной продукции
Логично, правда?
«Диспетчер 2010»: архитектура системы мониторинга MDC
Однако получение объективных значений показателя OEE и вышеуказанных коэффициентов невозможно без внедрения на предприятии автоматизированной информационной системы. Причем наиболее точным и достоверным источником информации для нее может и должно являться само оборудование, сообщающее системе данные о своих состояниях.
В данной статье рассматривается информационная система «Диспетчер 2010», одной из функций которой является оперативный контроль эффективности работы оборудования.
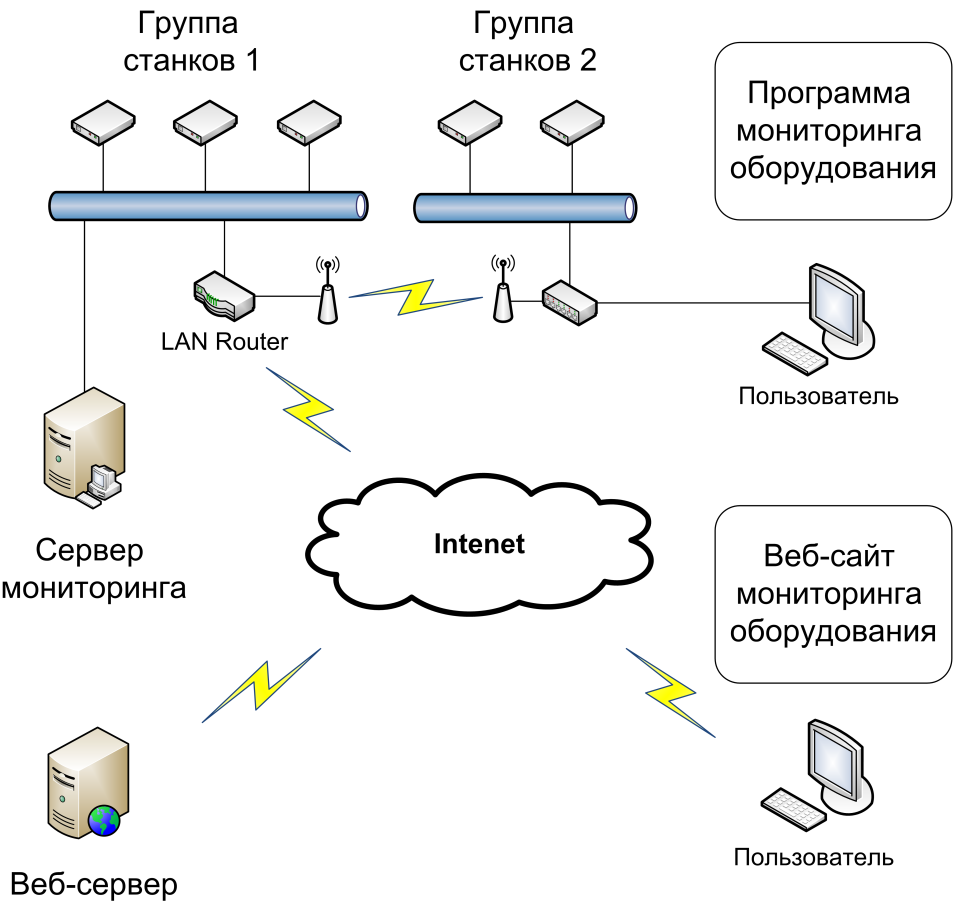
Рис. 1. Структурная схема информационной системы «Диспетчер 2010» для мониторинга оборудования
Система «Диспетчер 2010» — комплекс аппаратных и программных решений для объединения промышленного оборудования в локальную сеть и осуществления удаленного контроля его работы (в том числе через интернет).
Система принадлежит к классу систем мониторинга станков MDC (Machine Data Collection) и решает следующие задачи:
- ★ мониторинг работы оборудования в реальном времени
- ★ анализ и классификация причин простоя оборудования
- ★ информирование цеховых служб предприятия о простоях
- ★ ведение электронных журналов простоя станков и мер, принятых по их устранению
- ★ ведение электронных журналов изготовленной продукции
- ★ создание отчетов разной формы об использовании оборудования
- ★ расчет показателя эффективности работы оборудования OEE и составляющих его коэффициентов
- ★ администрирование технологических программ на станках с ЧПУ
Станочные терминалы: сбор данных с оборудования любого возраста
Для работы системы «Диспетчер 2010» технологическое оборудование подключается к существующей локальной сети предприятия (проводная сеть, Wi-Fi) посредством специальных устройств — терминалов.
Достоинством терминалов является наличие у них нескольких интерфейсов, что позволяет подключить их к станкам разных моделей, производителей и годов выпуска. Это важно.
Автоматический и ручной ввод: до 256 состояний
Терминалы получают информацию о состояниях станков:
- → включен
- → выключен
- → работает по программе
- → остановлен
- → наладка станка
- → простой станка по причине неисправности
- → отсутствие заготовок, инструмента
- → внеплановый простой по вине цехового персонала
Затем по сети передают ее на сервер для дальнейшего анализа и обработки. Контроль состояния оборудования (простаивает или работает) осуществляется при помощи автоматического сбора информации, а указание причин простоев — путем ручного ввода данных.
Как правило, информация о состояниях станка (включение станка, подача на него питания, готовность станка к работе, работа станка по программе или остановка) поступает на терминал в автоматическом режиме непосредственно от УЧПУ, контроллера или из устройств индикации станка.
Информацию, которую невозможно получить автоматически от УЧПУ или электроавтоматики станка (например, о причине длительной остановки — простоя), вводит обслуживающий персонал вручную, используя для этого клавиатуру терминала или дополнительный пульт.
Все принимаемые терминалом данные о состояниях станка сначала записываются в его энергонезависимую память и далее передаются на сервер для осуществления контроля его работы в реальном времени.
Система позволяет контролировать до 256 состояний при автоматическом сборе данных и до 256 состояний при ручном вводе. Кроме того, система может фиксировать имя обрабатываемой на станке детали, выполняемой технологической операции или программы ее обработки.

Рис. 2. Внешний вид станочного терминала ТВВ-01СМ для сбора данных с оборудования
Расчет OEE в реальном времени: от станка до завода
Для того чтобы иметь возможность рассчитать показатель OEE, система «Диспетчер 2010» в процессе каждой рабочей смены будет автоматически регистрировать время нахождения подключенного к ней оборудования в состояниях работы, простоя или неисправности.
Для детализации происходящих событий при обнаружении перехода оборудования в состояние простоя и неисправности система будет требовать от оператора, работающего на оборудовании, указания их причин.
Руководителю каждой смены потребуется фиксировать в электронном журнале:
- ✔ количество произведенной продукции
- ✔ количество брака или качественной продукции
- ✔ причины брака
На основании полученной информации формируется база данных, позволяющая осуществлять непрерывный мониторинг показателя OEE и причин, влияющих на него и его составляющие.
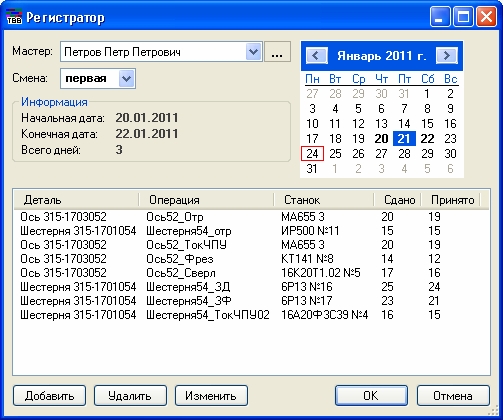
Рис. 3. Образец журнала руководителя рабочей смены с данными о производстве и браке
При наличии объективных исходных данных показатель OEE и каждую из его составляющих можно рассчитать для станка, участка, цеха и завода в целом.
При динамическом подсчете показателя OEE и его коэффициентов руководители любого ранга могут оперативно получить информацию об эффективности работы оборудования на руководимых ими участках с возможностью детализации времени и причин простоев. По полученным результатам можно будет сделать выводы об эффективности организации производственного процесса, обоснованные количественными показателями.
На сетевом сервере предприятия устанавливается программа сбора информации, передаваемой терминалами. Данные сохраняются в базе данных и могут быть получены компьютером, подключенным к сети и имеющим специальное программное обеспечение для их просмотра.
Это программное обеспечение позволяет производить необходимые расчеты, отображать в реальном времени отчеты по работе оборудования в виде линейных диаграмм, круговых диаграмм и таблиц, которые дают возможность оценить эффективность работы подключенного к системе оборудования.
Пользователь программы в реальном времени может осуществлять мониторинг подключенного оборудования. Наблюдение за работой оборудования в реальном времени дополнительно предоставляет средство контроля вопросов трудовой дисциплины:
- ☑ своевременное включение/выключение станков
- ☑ длительность перерывов
- ☑ длительность перезагрузки
- ☑ целевое использование оборудования
Вся информация накапливается, хранится и будет доступна руководителям разных уровней в виде гистограмм, графиков или таблиц для последующего анализа и принятия решений.
Удаленный мониторинг через интернет и администрирование ЧПУ
Система предоставляет возможность осуществлять удаленный мониторинг работы оборудования посредством сети ИНТЕРНЕТ. Для этого данные мониторинга через сетевые каналы или по каналу GSM передаются на WEB-сервер и становятся доступны для наблюдения на специализированном WEB сайте.
Демоверсия контроля работы станков по сети ИНТЕРНЕТ представлена на сайте http://lan.cncinfo.ru.
Отдельной важной функцией системы является удаленное администрирование технологических программ на станках с ЧПУ. Система позволяет передавать на них технологические программы, в том числе по запросу оператора.
Результаты внедрения: объективные данные для принятия решений
Анализ информации, которую предоставляет система «Диспетчер-2010», помогает по-новому взглянуть на сложившуюся организацию труда на предприятии и, при необходимости, внести соответствующие коррективы.
Какие меры можно предусмотреть?
- ➤ меры, направленные на различные составляющие производственного процесса
- ➤ подъем производственной дисциплины
- ➤ замена неэффективно работающего оборудования
Практика показывает: без объективных данных любые решения принимаются вслепую. А с системой мониторинга — есть факты, цифры, конкретика.
Это серьезно меняет подход к управлению производством.
В.С. Чуранов
ООО «ТВИНС», Смоленск
Тел. (4812) 69-09-10
E-mail: service@cncinfo.ru

