Как лазерная обработка меняет свойства материалов
Лазерные технологии открыли новые горизонты в упрочнении поверхностей. То, что раньше требовало сложных химических процессов или объемной термообработки, теперь можно сделать локально и точно.
Классификация методов лазерного воздействия
Различают несколько основных методов получения композиционных поверхностных слоев:
| Метод | Плавление поверхности | Легирующие материалы | Применение |
|---|---|---|---|
| Термическая обработка | Без плавления/с плавлением | Не требуются | Упрочнение сталей |
| Химико-термическая | С плавлением | Газовая фаза | Азотирование, оксидирование |
| Легирование | С плавлением | Присадочные материалы | Повышение твердости |
| Наплавка | С плавлением | Керамические частицы | Износостойкие покрытия |

Рис. 1. Классификация методов лазерной обработки поверхностей
Особенности лазерного нагрева металлов принципиально отличаются от традиционных методов:
- Сверхбыстрый нагрев поверхностного слоя при минимальном повышении температуры основы
- Образование газоплазменной среды в зоне нагрева
- Высокие градиенты температуры и напряжений
- Фазовые превращения в тонком слое материала
- Фиксация пересыщенных твердых растворов
- Ускорение диффузионных процессов в неравновесных условиях
- Термокапиллярная диффузия при обработке с плавлением
Последний пункт особенно важен. Термокапиллярная диффузия резко повышает проникновение легирующих элементов. Это то, чего не добиться обычными методами.
Термоупрочнение: механизм и результаты
Термический цикл при лазерной обработке состоит из двух стадий: нагрева и охлаждения. Но здесь есть нюанс.
Фазовые превращения и закалочные структуры
Обычные температуры необходимых превращений смещаются в сторону увеличения из-за быстрого нагрева. Происходит запаздывание образования высокотемпературных фаз — им нужно время на образование зародышей и рост выше температуры фазовых превращений.
Увеличение скорости нагрева и ускоренное охлаждение приводят к фиксации пересыщенных твердых растворов. Они неоднородны по химическому составу. Создавая межфазовые напряжения, эти структуры увеличивают твердость поверхностного слоя.
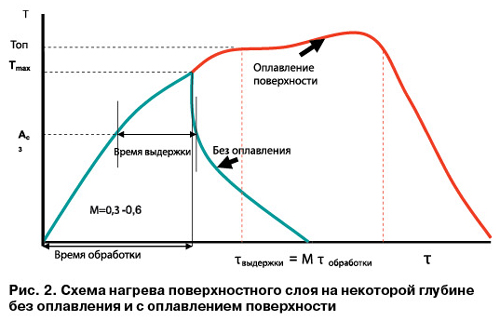
Рис. 2. Термический цикл лазерной обработки
В процессе лазерной обработки изменения в поверхностном слое сопровождаются не только образованием метастабильных фаз, но и возникновением существенных деформаций. Они приводят к наклепу поверхностного слоя, но не детали в целом.
При отсутствии фазовых превращений упрочнение тоже возможно. За счет чего?
- Уменьшения величины зерен и субзерен
- Увеличения количества структурных дефектов
- Формирования импульса напряжений сжатия
Но степень такого упрочнения и глубина (при отсутствии оплавления поверхности 30–80 мкм) намного меньше, чем при наличии фазовых превращений.
Максимальный эффект достигается в материалах, где происходят фазовые превращения с образованием метастабильных закалочных структур:
| Материал | Содержание углерода | Структура | Эффект |
|---|---|---|---|
| Низколегированные стали перлитного класса | >0,3% | Мартенсит | Высокий |
| Сложнолегированные алюминиевые бронзы | - | Каппа-фаза | Средний |
| Сплавы титана | - | Мартенсит | Высокий |
Применение термической обработки с оплавлением поверхности позволяет существенно увеличить глубину упрочненного слоя. А при наличии фазовых превращений — и степень упрочнения.
Наиболее существенное упрочнение обеспечивается в случае закалки с образованием мартенситной структуры. Она более мелкодисперсная, чем при обычных методах закалки.
Твердость стали марки 40Х достигает 10 000–13 000 МПа. При обычной закалке в воду — не более 8 000 МПа. Чувствуете разницу?
Но есть и обратная сторона. Подобные структуры обладают невысокой стойкостью к тепловым воздействиям. При жестких условиях трения и высоких контактных напряжениях происходит локальный разогрев. Наблюдается рекристаллизация структуры с потерей характеристик износостойкости.
Лазерное легирование с плавлением и без
Увеличить термическую стабильность и твердость композиционных материалов можно через изменение химического состава поверхностного слоя.
Наличие в твердом растворе неметаллических твердых частиц, интерметаллидных и других включений позволяет добиться большей теплостойкости и твердости.
Лазерное легирование проводится как в твердом, так и в жидком состоянии поверхностного слоя:
- В твердом состоянии — насыщение достигается за счет ускорения диффузионных процессов в поле высоких температурных градиентов
- В жидком состоянии — легирование с оплавлением, переход элементов в жидкий поверхностный слой и их последующее перемешивание
Благодаря высокой интенсивности процесса перемешивания увеличивается степень насыщения поверхностного слоя легирующими элементами.
Упрочнение возможно за счет введения элементов из газовой фазы и последующего их перемешивания в расплаве. Легированный слой закаливается в процессе охлаждения от температуры расплава.
При лазерном азотировании стали возможно насыщение поверхностного слоя азотом до 1,5% и более. Это серьезный показатель.
В случае легирования с образованием жидкой фазы присадочного материала распределение элементов по зоне легирования неоднородно и имеет периодический характер. Чередование мягких и твердых зон связано с развитием термокапиллярной диффузии.
Материал обладает повышенной стойкостью к абразивному и гидроабразивному износу.
При легировании с инжектированием в расплав керамических частиц образуется металлокерамический поверхностный слой. Твердость повышается путем введения в расплав твердых керамических частиц TiC, TiN и других.
Они обладают повышенной сопротивляемостью к абразивному износу и способны выдерживать высокие контактные нагрузки, не ухудшая антифрикционных свойств.
Лазерное оксидирование титановых сплавов
Экспериментально установлена возможность получения модифицированного слоя без оплавления поверхности при обработке титановых сплавов.
Насыщение кислородом и мартенситное превращение
Процесс основан на насыщении поверхностного слоя кислородом из газовой фазы при одновременном мартенситном превращении. Это обеспечивает получение в поверхностном слое требуемого уровня твердости.
Содержание кислорода в поверхностном слое составляет 6% у поверхности и уменьшается до значений 1–2% на глубине 80–100 мкм.
В зоне, обогащенной кислородом, отмечаются структурные изменения. Она характеризуется мартенситной структурой.
Рентгеноструктурный анализ показал наличие α'-фазы (мартенсит), TiO и TiO₂ фаз. Твердость поверхностного слоя — 12 000 МПа у поверхности и до 6 000–8 000 МПа на глубине слоя более 100 мкм.
Толщина оксидированного слоя при изотермическом оксидировании составляет 50–60 мкм. Тогда как толщина оксидированного слоя при лазерной обработке в 3 раза больше.

Рис. 4. Рентгеноструктурный анализ оксидированного слоя титанового сплава
Результаты исследования механических свойств на разрыв плоских образцов из титанового сплава 3М после лазерного оксидирования показали, что они находятся на уровне механических свойств основного сплава и сплава после термического оксидирования.
Испытания на удар с различной схемой обработки показали, что влияние этой схемы не превышает 10% величины ударной вязкости.
Охрупчивание материала наблюдается при отношении упрочненного слоя к толщине образца более 1/10. Образцы толщиной 10 мм не имели склонности к охрупчиванию после лазерного оксидирования.
Распределение остаточных напряжений в поверхностном слое имеет сложный характер. Вблизи поверхности наблюдаются сжимающие напряжения до 140 МПа, которые сменяются на глубине 200 мкм растягивающими напряжениями до 70 МПа.
Величина остаточных сжимающих напряжений зависит от режима обработки. Если обработку производить на режимах, не обеспечивающих образование твердого насыщенного кислородом слоя, либо без образования мартенситной структуры, то наблюдаются только растягивающие напряжения.
Исследования работоспособности системы металл-металл на машине трения ЛПИ показали, что лазерное модифицирование привело к повышению антифрикционных свойств материалов.
Результаты сравнительных исследований износостойкости на машине Шкода-Савина при трении о твердосплавный ролик показали, что критерий относительного износа после лазерного и термического оксидирования составил соответственно 0,13–0,67 и 40–60 J₀×10⁻⁹ см³/кгс. То есть уменьшился на два порядка.
Керамические частицы на поверхности металла
При выборе составов с низкой удельной плотностью присадочных материалов и подборе режимов лазерной обработки керамические частицы могут располагаться непосредственно у поверхности.
Микроструктура слоя керамических частиц (КЧ) неоднородна и состоит из трех основных зон:
| Зона | Глубина | Структура | Твердость |
|---|---|---|---|
| Слой керамических частиц | 100–150 мкм | Частицы 100–300 мкм | 18–22 ГПа |
| Азотистый аустенит | Ниже КЧ | Частицы TiN 2–3 мкм | ~8 ГПа |
| Азотистый мартенсит | Ниже аустенита | Мартенситная структура | До 12 ГПа |
| Зона термического влияния | До 1,0–2,5 мм | Переходная зона | 10–12 ГПа |
Содержание азота в зоне оплавления доходит до 0,8–1,2%. Наличие азота обнаружено не только в зоне оплавления, но также и в зоне термического влияния на глубину до 100–200 мкм.
Твердость слоя частиц уменьшается с приближением к границе плавления с 18 до 22 ГПа. А твердость зоны оплавления увеличивается с приближением к зоне плавления на ~20 мкм.
В зоне азотистого аустенита наблюдается равномерная микротвердость ~8 ГПа. Она увеличивается с приближением границы зоны оплавления и в зоне с мартенситной структурой составляет до 12 ГПа.
В зоне термического влияния на расстоянии 200 мкм от границы сплавления наблюдается высокая твердость 10–12 ГПа. Ниже, при удалении от зоны оплавления, твердость уменьшается до исходной.
Общая глубина зоны модифицирования может составлять до 2,5 мм. Структура зоны лазерного легирования представляет собой наличие двух твердых зон, разделенных аустенитной прослойкой, а также отсутствие несплошностей и дефектов в зоне сплавления керамических частиц с матрицей.
Исследование механических свойств слоя этих частиц проводилось для различных соотношений доли модифицированного материала. Для стали 40Х изменение механических свойств не превышает 5%.
Однако условия нагружения и конструктивные особенности деталей также влияют на характеристики слоя, лежащего ниже основного.
Данные по усталостной прочности показали, что на базе 10⁸ циклов образцы выдерживают напряжения до 200 МПа. Это обеспечивает работоспособность кулачков.
Испытания на срез легированного слоя TiN показали, что его прочность сцепления с основным металлом не ниже прочности металла основы и составляет 640±30 МПа.
Исследование адгезии частиц дали результат не менее 150 МПа. Значения 250, 300 МПа наблюдались у частиц, имевших сильно изогнутую вглубь металла границу сплавления.
Высокая адгезия керамических частиц к металлу матрицы объясняется диффузионным насыщением матрицы вблизи границы раздела элементами керамических частиц и наличием до 0,1% железа и других элементов матрицы в частице на глубине до 15 мкм.
Исследование фрикционных свойств стали с лазерным модифицированием с использованием частиц TiN показало, что при нагрузке пар трения до 6 МПа коэффициент трения в 2–2,5 раза выше, чем у основного металла.
Подсчитанные напряжения у вершины частицы составят для случая реального нагружения до 8 500 МПа. Это неминуемо приведет к объемно-напряженному состоянию поверхностного слоя.
Снижается также напряжение схватывания при трении о металл до значений 10 МПа.
Гидроабразивная стойкость материала, покрытого слоем керамических частиц, в 1,4 раза выше, чем у материала, подвергнутого закалке и отпуску.
Износ материала сначала происходит в местах, не защищенных частицами нитрида титана, а лишь затем в зоне модифицированного слоя.
Оценка работоспособности плашек и кулачков с фрикционным слоем показала, что ресурс кулачков и плашек увеличился в 2–3 раза, а ключей гладкозахватных — более чем в 3.
Такие материалы выдерживают высокие (до 300 МПа) контактные нагрузки, имеют высокую износостойкость и могут использоваться как фрикционные.
Металлокерамические слои: структура и характеристики
При определенных параметрах обработки и составах присадочных материалов керамические частицы могут равномерно располагаться в зоне модифицирования с образованием металлокерамического слоя (МК-слоя).
Исследование структуры металлокерамических слоев методом электронной микроскопии позволило выявить наличие контраста по границе раздела керамической и металлической фаз, а также наличие сравнительно более мелких вторичных карбидов Cr₇C₃.
Обнаружено наличие зоны керамических частиц, обогащенной элементами основного металла, и зоны вблизи частиц в матрице (металле), обогащенной элементами частицы.
Рентгеноструктурный анализ обнаружил наличие вторичных карбидов Cr₇C₃ в структуре матрицы.

Рис. 10. Структура металлокерамического слоя с вторичными карбидами
Разработаны металлокерамические материалы на основе:
- Карбида хрома
- Эльбора
- Карбида вольфрама
- Оксида алюминия
- Графита
- Дисульфида молибдена
Проведенные исследования установили, что предел прочности, предел текучести и удлинение при кратковременном растяжении модифицированных материалов с поверхностным металлокерамическим слоем при малой доле металлокерамического слоя сопоставимы со свойствами металла основы.
Содержание керамической фазы может достигать 70%. При этом в зоне плавления обеспечивается надежная химическая связь между металлом и керамической частицей.
Твердость металлической матрицы в поверхностном слое достигает 9 400 МПа, а керамических частиц — от 23 000 до 90 000 МПа в зависимости от состава.
Твердость при повышенных температурах
Твердость при повышенных температурах (620°C) для металлокерамического материала Cr₇C₃–Ni80Cr20 в средней части матрицы, имеющей твердость 6 700 МПа при 20°C, с повышением температуры до 300°C несколько уменьшается (до 5 900 МПа), а свыше 300°C вновь увеличивается до значения 6 500 МПа.
После охлаждения до комнатной температуры твердость матрицы возвращается к исходной.
Материалы обладают высокой стойкостью к абразивному и гидроабразивному изнашиванию.
Стойкость стали 20 после лазерного упрочнения к гидроабразивному износу в 3,2 раза выше по сравнению с нитроцементацией.
Износостойкость бронзы БрАЖНМц9-4-4-1 с поверхностным металлокерамическим слоем при трении о твердосплавный ролик в 6 раз выше, чем у бронзы в исходном состоянии при трении о твердосплавный ролик, твердости до 6 000 МПа.
Материалы с подобными структурами способны выдерживать высокие нагрузки на трущиеся пары.
Результаты испытаний материалов с металлокерамическим слоем на машине Шкода-Савина показали, что модифицированные таким образом бронза, медно-никелевый и алюминиевый сплавы имеют износостойкость в 2–5 раз выше, чем у материалов, не подверженных модифицированию.
Реальные результаты: от стенда до скважины
Теория — это хорошо. Но что показывает практика?
Испытания бурового инструмента
Сухари лебедочных механизмов. На АООТ «Пролетарский завод» было проведено лазерное оксидирование сухарей лебедочных механизмов и сравнительные испытания узла «винт-сухарь» на специальном стенде, имитирующем натурные условия эксплуатации этих механизмов.
Винт изготавливался из сплава 3М с печным оксидированием ходовой части. Четыре сухаря были подвергнуты лазерному оксидированию по разработанной технологии и 4 сухаря — по технологии печного оксидирования.
Испытания показали, что средняя величина износа сухаря с лазерным оксидированием за время испытаний 50 часов составила 200 мкм. В то время как износ сухаря с печным оксидированием достиг 1 550 мкм.
Работоспособность деталей увеличилась (в 10 и более раз) по сравнению с деталями, обработанными печным оксидированием.
Одновременно с сухарями из титанового сплава на том же стенде подвергались сравнительным испытаниям сухари из бронзы БрОФ10-2 с необработанным и металлокерамическим поверхностными слоями в паре с винтом из стали марки 14Х17Н2.
При длительности испытания 22 часа износ неупрочненной бронзы составил 100 мкм. В то время как за 35 часов металлокерамический слой не показал видимого износа и только за 114 часов его износ составил 100 мкм.
Таким образом, работоспособность сухарей с металлокерамическим слоем увеличилась в 4,5 раза.
Переходники с металлокерамическими наплавками для геологоразведочного комплекса. Испытания проводились в ПКГРЭ на руднике подземных работ «Каула Котсельваара» при бурении из подземных горных выработок диаметром 46 мм, глубиной до 100 м, забуриваемых под углом 0–90 градусов, с частотой вращения бурильной колонны 68 об/мин при нагрузке 800 кг.
Бурению подвергались породы VII–VIII категорий по буримости на станке «УБЭМ-1000».
Переходники снимались с работы при износе по наружному диаметру 1,0–1,5 мм. Результаты испытаний показали, что два переходника имели ресурс не менее 300 м, а третий — 250 м и были равномерно изношены по периметру и по всей длине.
Если учесть, что базовый ресурс переходников, упрочненных ТВЧ, составлял 60 м, то ресурс переходников с металлокерамической лазерной наплавкой увеличился в 4–5 раз.
Испытания гладкозахватного ключа КС-55 (ССК-59). Проводились бригадой на участке ЦПРП Северной ПРЭ недалеко от поселка Чупа. Сравнительным испытаниям подвергался гладкозахватный ключ КС-55, рабочая поверхность которого была обработана с помощью лазерной технологии, обеспечивающей получение поверхностного фрикционного слоя с керамическими частицами, и аналогичный ключ без лазерной обработки, изготовленный по традиционной технологии.
Испытания показали, что ключ, подвергнутый лазерной обработке, выдержал 6 рейсов до применения дополнительных стимуляторов (песок, стружка, проволока и др.). В то время как ключ без лазерной обработки — только два.
Комиссия в акте испытаний подтвердила факт увеличения захватных свойств и срока службы гладкозахватного ключа в 3 раза.
Испытания кулачков гидропатрона бурового станка. Сравнительным испытаниям подвергались кулачки с поверхностным фрикционным слоем и кулачки, обработанные по штатной технологии.
Результаты испытаний показали, что ресурс штатного кулачка составил 300–310 м, а кулачка после лазерной обработки — 450–630 м. Это свидетельствует о повышении износостойкости последних в 1,5–2,0 раза.
Испытания плашек механизма захвата бурового станка. Проводились в поселке Стеклянный Всеволожского района Ленинградской области. Инструмент использовался при подъеме аварийных буровых колонн. Испытания показали повышение ресурса плашек с поверхностным фрикционным слоем.
Испытания деталей подшипникового узла с лазерным термоупрочнением. Испытания фиксаторов подшипникового узла ССК-59 проводились на Северной ПРЭ поселка Чупа.
В результате повышения прочности фиксатора метраж пробуренных скважин увеличился с 1 046,9 до 1 905 м, а ресурс — почти в 2 раза.
Испытания корпуса подшипникового узла, упрочненного лазером, проводилось в поселке Тэдино. Бурение скважины глубиной 650 м осуществлялось с начальным углом наклона 60° и частотой вращения 780 об/мин.
В результате испытаний установлено, что ресурс корпуса подшипникового узла, обработанного лазером, увеличился в 2 раза — с 410 до 828 м.
Испытания алмазных расширителей РСА-ОСВ-76, обработанных лазером, осуществлялись на Северной ПРЭ поселка Чупа.
В результате установлено увеличение прочности муфтовых концов расширителей, за счет чего было пробурено 376 м вместо 144 м, пробуренных необработанными расширителями.
Повышение ресурса и снижение расходов алмазов в среднем составило 2,5 раза.
Испытания ножей выбрасывающего механизма. Лазерное оксидирование применялось для упрочнения ножей выбрасывающего механизма на стенде.
Ножи с лазерным оксидированием были использованы для проверки устройства срезания кабеля. После выполненных срабатываний отмечено ровное срезание кабеля строго в поперечном сечении. Режущая поверхность без повреждения.
В то время как при термическом оксидировании на поверхности после аналогичных испытаний имелись повреждения.
Экономика и перспективы волоконных лазеров
Спектр технологий лазерного модифицирования поверхности очень широк и позволяет улучшать почти все служебные характеристики поверхностей деталей машин.
Целевые параметры (твердость, износостойкость и т.п.) могут быть улучшены в 2 и более раз.
Отличные возможности показаны для сталей, титановых сплавов, бронз. Возможно получение керамических покрытий и покрытий с керамической поверхностной матрицей.
Технологии лазерной модификации проверены на ряде изделий в производственных условиях и получены отличные заключения.
Разработка и внедрение технологий лазерного модифицирования на основе волоконных лазеров — одно из самых перспективных и экономически эффективных применений лазерной технологии в машиностроении.
Почему именно волоконные лазеры?
| Преимущество | Эффект |
|---|---|
| Высокий КПД | Снижение энергозатрат |
| Компактность | Проще интеграция в производство |
| Качество луча | Точная фокусировка |
| Надежность | Меньше простоев |
| Долгий срок службы | Снижение эксплуатационных расходов |
Участники Комплексной программы приглашают все заинтересованные организации к присоединению к Программе в статусе «ассоциированных участников».
Ассоциированные участники регистрируются после заполнения Заявления на сайте www.elres.ru/fiberlasertr и подтверждения членства на очередном заседании Координационного совета. Список Ассоциированных участников публикуется на сайте Программы.
Ассоциированные участники имеют право:
- Получать регулярные информационные рассылки о деятельности в рамках Программы, включая результаты научно-технологических исследований
- Участвовать с совещательным голосом в заседаниях Координационного совета и иных рабочих совещаниях, формируемых в рамках программы
- Подавать свои предложения об участии в исследовательских программах, в том числе и предложения по финансированию работ, представляющих для них коммерческий или научный интерес
Скрипченко А.И., Попов В.О.
ООО НТЦ «Электроресурс»
email: aislaser@gmail.com, popov_vo_spb_ru@mail.ru
Кондратьев С.Ю.
Санкт-Петербургский политехнический университет
ЛИТЕРАТУРА:
1. Лазерная техника и технология. Методы поверхностной лазерной обработки. А.Г. Григорьянц, А.Н. Сафонов – М. Машиностроение. 1985
2. Влияние лазерной ударной обработки на высокоцикловую усталость алюминиевого сплава 7085-Т7651. The effect of laser peening on high-cycle fatigue in 7085-T7651 aluminium alloy. [3rd International Conference of Spray Deposition and Melt Atomization (SDMA 2006) and 6th International Conference Spray Forming (ICSF VI). Bremen. 4–6 Sept, 2006] Luong Harald, Hill Michael R. Mater. Sci and Eng. A. 2008 477 N1–1 208–216
3. Остаточные напряжения в углеродистых сталях после поверхностного упрочнения излучением СО₂-лазера. В.С. Великих, В.П. Гончаренко, А.Ф. Зверев, В.С. Картавцев МиТОМ №3–4 с.9–12.
4. А.Г. Григорьянц, А.Н. Сафонов. Основы поверхностной лазерной обработки. М. Высшая школа, М. 1987, с. 192с.
Статья написана в рамках Комплексной программы исследовательских работ по технологии обработки волоконными лазерами.

