Критерии выбора лазерного оборудования
Когда начинается поиск лазерного станка, соответствующего производственной задаче, технологи исходят из того, какие материалы они планируют резать и какой производительности хотят добиться в результате.
При рассмотрении цены станка в расчет принимается надежность оборудования, репутация производителя, мощность лазера, динамические характеристики станков, быстродействие контроллера, точность, удобство операторского интерфейса и многое другое.
Надо заметить: современное развитие станкостроения в мире уже определило около двух десятков лидеров на этом рынке. Они изготавливают надежные высокопроизводительные станки, очень близкие по параметрам.
Поэтому при принятии окончательного решения о покупке выбор покупателя часто определяется личными предпочтениями в отношении определенного производителя, а также дополнительными условиями:
- ✓ Уровень предоставляемого сервиса
- ✓ Скорость реакции локальных представительств на запросы клиентов
- ✓ Наличие запчастей на складе
- ✓ Квалификация сервисных инженеров
Совершенно естественно, что когда выбор сделан и предприниматель наконец становится счастливым обладателем новенького 3–5 киловаттного лазерного станка, он ожидает, что станок сразу начнет резать нужные детали с высочайшим качеством и «ураганной» скоростью.
Жизнь показывает, что это не всегда так. Зачастую технологи забывают о важном расходном материале, требующемся для резки — о газе.
Почему газ так важен
Для получения отличных результатов по качеству и производительности резки требуется отработка технологии, выбор параметров резки и, в частности, выбор газа.
Стандартной, уже сложившейся практикой является использование кислорода и азота в качестве вспомогательных газов, а иногда и просто сжатого воздуха.
Но какой газ выбрать? И почему это так критично? Разберемся.

Рис. 1. Сравнение качества реза при использовании разных газов
Планирование поставок технических газов
Газ требуемого типа с параметрами поставки — в виде жидкости или газа, соответствующими предположительным средним объемам потребления, своевременность доставки по оптимальной цене — вот самый краткий, базовый список контрольных вопросов при выборе поставщика.
Экономические параметры
Чаще всего покупатели сравнивают экономические параметры поставок:
| Параметр | На что влияет | Важность |
|---|---|---|
| Цена за единицу объема газа | Себестоимость резки | Высокая |
| Включена ли доставка | Общие затраты | Средняя |
| Арендные платежи за емкости | Ежемесячные расходы | Средняя |
| Тип емкостей (криогенные/баллоны) | Логистика и хранение | Низкая |
Однако, если при покупке азота его качество не для всех является приоритетным параметром, то при резке кислородом результаты напрямую зависят от качества используемого кислорода.
Это факт. Не все об этом знают, но именно чистота кислорода определяет, сможете ли вы резать толстый металл вообще.
Стандарты чистоты газов
Когда речь заходит о качестве газа, как правило, говорят о процентном содержании основной молекулы в газе.
Для таких газов, как азот, кислород, аргон, эта чистота обычно составляет 99% и несколько значащих цифр после десятичной запятой.
Международная классификация
Чем больше цифр 9 после десятичной запятой, тем качество газа выше. В принятом международном стандарте записи чистоты газа используется формула N X,Y, где:
- → X — это общее количество цифр «девять» в проценте чистоты
- → Y — последняя значащая цифра после десятичной запятой в процентной записи
| Обозначение | Процент чистоты | Применение |
|---|---|---|
| N25 | 99,5% | Базовая резка до 10 мм |
| N27 | 99,7% | Технический кислород |
| N30 | 99,9% | Повышенные требования |
| N35 | 99,95% | Резка толстых сталей |
| N50 | 99,999% | Высокоточные работы |
Азот vs Кислород: разный подход
При лазерной резке сталей азотом основную роль для достижения максимальной скорости при наилучшем качестве резки играют:
- ★ Мощность лазерного излучения
- ★ Диаметр фокального пятна
- ★ Качество лазерного пучка
А вспомогательный газ (азот) используется для механического выдувания расплавленного металла из зоны резки и для защиты кромок от окисления.
Это важно, если последующие операции после резки — например, сварка или окрашивание — требуют очистки кромок от окислов.
Резка кислородом: химия процесса
Кислород в отличие от азота — химически активный газ. Он вступает в экзотермические реакции окисления железа, которые добавляют почти 40% энергии в зону резки.
Представьте: почти половина энергии comes не от лазера, а от химической реакции! Это серьезно.
Химические реакции
В результате образуются оксиды с низкой вязкостью. Таким образом, кислород участвует не только в выдувании расплава, но и — наряду с лазерным излучением — в процессе плавления.
Как правило, при лазерной резке образуется около 97% FeO и 3% Fe2O3. Реакция с образованием Fe3O4 незначительна.
И дополнительная энергетика, и снижение вязкости расплава способствуют плавлению и вытеканию металла из зоны нагрева лазером.
Параметры резки кислородом
Поэтому при резке кислородом надо внимательно относиться к:
- Установке давления газа
- Выбору мощности лазера
- Скорости резки
- Уровню фокусировки лазерного излучения
Чаще всего фокус должен находиться на поверхности металла.
Тонкие vs Толстые стали
Для резки тонколистовых сталей (до 3 мм) могут использоваться как кислород, так и азот.
При резке тонких материалов кислородом мощность лазера должна быть ниже, чем при резке азотом, чтобы снизить вероятность подгорания кромок.
Но при этом снижается и скорость резки по сравнению с резкой азотом.
Выбор газа в этом случае определяется:
- ✓ Общими требованиями к последующим операциям обработки
- ✓ Производительностью
- ✓ Ценой газа
- ✓ Наличием в регионе поставщика газа нужного качества
Для резки толстых сталей (от 8 мм и выше) рекомендуется использовать кислород с качеством не ниже N35 с давлением даже менее 1 бара, чтобы минимизировать ширину реза.
Кислород качества ниже указанного не позволяет получить качественную кромку без грата и резать «черный» металл большой толщины (> 12 мм).
В российских промышленных компаниях для лазерной резки, как правило, используется технический кислород с чистотой 99,5 и 99,7%.
Надо заметить: резка тонких металлов кислородом 99,5 по скорости и качеству близка к резке сжатым воздухом. А для резки толстых сталей (толщиной более 10 мм) такой кислород непригоден.
Чем более толстый металл надо резать, тем выше требуется чистота кислорода.
Влияние чистоты кислорода на скорость резки
Компания Air Liquide провела во Франции исследования по влиянию чистоты кислорода на скорость и качество резки сталей различных марок.
Результаты показали: чистота кислорода значительно влияет на скорость резки металлов толщиной выше 4 мм и на предельно возможную толщину раскраиваемого металла.
Чем чище кислород, тем более высокую скорость резки можно достичь при отсутствии грата и оптимальной шероховатости кромки. То есть при той же мощности лазера и условиях фокусировки можно разрезать более толстый металл.
Экспериментальные данные CTAS
Следующие экспериментальные данные были предоставлены исследовательским европейским центром CTAS компании Air Liquide.
В работе исследовалось влияние чистоты кислорода на максимально достижимую скорость резки. Использовались пять вариантов чистоты кислорода:
| Обозначение | Чистота | Применение |
|---|---|---|
| N25 | 99,5% | Базовый уровень |
| N27 | 99,7% | Технический стандарт |
| N30 | 99,9% | Повышенное качество |
| N35 | 99,95% | Оптимально для толщин |
| N50 | 99,999% | Прецизионная резка |
Использовались лазерные станки производства Trumpf (CO2 лазер, 4 кВт) и CTAS. Определяли максимальную скорость резки с наилучшими показателями по грату и шероховатости кромки. Допускалось изменение фокусировки на ±1 мм.
Толщина материала была 6, 10 и 15 мм. Для газа заданной чистоты и фиксированных параметрах фокусировки и мощности лазера увеличивалась скорость до такой, когда на нижней стороне реза появлялся грат. После этого менялась фокусировка лазера.
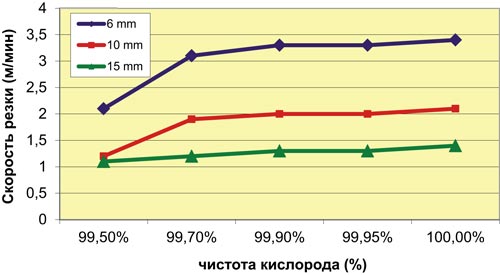
Рис. 1 Скорость резки низколегированной стали в зависимости от чистоты кислорода. Мощность лазера 3,6 кВт
Результаты исследований
Примеси в режущем кислороде, в частности аргон, влияют на скорость и энергетику реакции окисления и, как следствие, на скорость резки.
Из приведенного графика видно: при росте чистоты кислорода с 99,7% до 99,95% скорость резки растет более чем на 10%.
Неплохо, правда? 10% — это серьезно для производства.
Результатом этих экспериментов стал разработанный специально для лазерной резки продукт — кислород с чистотой 99,95%, называемый LASAL 2003.
Экономическая эффективность LASAL 2003
Рассмотрим пример европейской компании, которая использует лазерную резку в производстве деталей (55 деталей в час, 22 000 в год).
Время резки одной детали кислородом стандартной чистоты 99,7% составило 60 с, при резке LASAL 2003 — 51 с.
9 секунд на деталь. Казалось бы, мелочь. Но посчитаем за год...
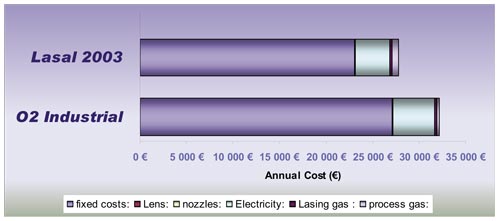
Рис. 2 Диаграмма структуры годовых затрат на производство одной детали
Структура затрат
На диаграмме приведена структура годовых затрат на производство одной детали при использовании кислорода стандартной промышленной чистоты и LASAL 2003.
При пересчете за год рост скорости резки привел к экономии 4455 — только на одну деталь, или 14%.
Из диаграммы видно: при резке техническим кислородом расход газа выше, что приводит и к росту платежей за газ. Расход электроэнергии также оказывается выше, так как для достижения той же скорости, что при использовании кислорода LASAL 2003, потребовалось работать при более высокой мощности лазера.
Вот вам и «мелочь» в 9 секунд.
Рекомендации по выбору газа
В таблице 2 приведены наиболее типичные случаи, когда для резки используется кислород и азот. Красным отмечены приоритетные варианты.
Аргон используется в тех редких случаях, когда не допустимы даже следы оксидов, как например, с цирконием, или когда нитриды также вредны, как в случае с титаном.
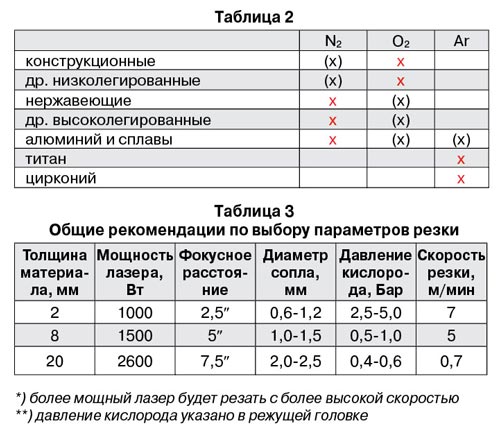
Таблица 2. Рекомендации по выбору газа для различных материалов и толщин
Приведенные параметры будут отличаться для различных производителей лазерных станков, но могут быть использованы технологами как «отправная точка» при подборе режима резки в конкретных условиях.
Ключевые моменты при настройке
Итак, при выборе режима надо помнить, что скорость резки зависит от плотности мощности лазерного излучения, Вт/см², то есть от мощности лазера и площади пятна.
Поэтому при изменении фокусного расстояния линзы следует:
- Менять не только положение фокуса
- Проверить, изменилась ли скорость резки, при которой качество кромки не меняется
Также необходимо помнить: поскольку толстые материалы режутся кислородом пониженного давления (менее 1 бара), процесс оказывается чувствительным как к чистоте газа, так и к стабильности давления.
Три фактора выбора
Для того чтобы принять эффективное решение по выбору режущего газа, кислорода или азота, надо внимательно рассмотреть следующие факторы:
(1) Какова должна быть ожидаемая общая производительность процесса (линии)?
(2) Будут ли необходимы последующие операции обработки кромки?
(3) Какова должна быть себестоимость либо единицы длины реза, либо производимых деталей?
Если это мастерская, предоставляющая услуги лазерной резки, надо определить себестоимость единицы длины реза для всего набора материалов и толщин, с которыми возможно придется столкнуться при приеме заказов.
Факторы планирования доставки
Производительность
Как уже было отмечено, скорость резки тонких материалов при использовании кислорода ниже, чем при резке азотом из-за ограничений, накладываемых на мощность лазера, чтобы избежать пригара кромок.
В то же время при резке азотом дополнительного энерговыделения в зоне резки нет, можно работать с более высокой мощностью лазера.
Скорость резки азотом непосредственно связана с мощностью лазера — чем выше мощность, тем выше скорость резки.
При резке тонких материалов ( 4 мм) азотом скорость процесса может быть в 3–4 раза выше, чем при резке кислородом.
Использование азота для резки толстых металлов ограничено лишь доступной мощностью лазерного излучения, но скорость резки материалов толщиной более 4 мм кислородом уже значительно выше, чем реза азотом.
К тому же расход азота может почти на порядок превысить расход кислорода.
Последующие операции обработки кромок
Использование азота обеспечит высочайшее качество кромки без окислов, пригодное к последующей сварке и порошковой окраске. При этом не потребуется дополнительных операций обработки кромок.
Это важно для предприятий полного цикла.
Себестоимость
Первое, что покупатели будут рассматривать — это суммарное потребление газа.
При резке азотом толстых материалов его потребление может быть на порядок выше потребления кислорода.
При резке кислородом важнейшим фактором является чистота газа, которая влияет на себестоимость процесса, снижая ее на 14%.
Чек-лист планирования
Факторы, которые надо определить и учесть при планировании доставки газов:
- Тип и толщина материалов для резки (диэлектрики, металлы, какие именно металлы)
- Наличие и количество пиков потребления газа, а также потребление в моменты пиковых нагрузок
- Средний расход газа за месяц
- Рабочее давление, запланированное в точке использования газа (в режущей головке)
- Диаметр сопла
- Падение давления в период пиковой нагрузки между источником газа (будь то криогенная емкость или газоразрядная рампа) и точкой использования
- Ожидаемое неснижаемое количество жидкости в криогенной емкости, которое надо оставить для обеспечения безопасной и бесперебойной работы
- Частота доставки газа в течение месяца
- Ожидаемый рост производства и потребность в газе
Итоговые выводы для технологов
Итак, если вы планируете резку тонких сталей, вам важны скорость и качество, и не беспокоит более высокая себестоимость в связи с расходом газа — нужно выбирать азот.
По мере роста толщины материала к критериям выбора газа добавятся требования к дополнительным операциям по удалению окислов, и придется сравнивать возросшую стоимость азота в связи с выросшим расходом и себестоимость дополнительных операций.
В любых других случаях можно использовать кислород.
И при этом помнить: чистота кислорода существенно влияет как на скорость, так и на качество резки и максимальную толщину материала, который можно разрезать имеющимся лазером.
Не экономьте на качестве газа — это ложная экономия. Лучше заплатить немного больше за чистый кислород и получить 14% экономии на общей себестоимости, чем мучиться с низким качеством реза и постоянными доработками.
Логично?
М.А. Степанова
Эксперт, ООО «Эр Ликид»
Maria.Stepanova@airliquide.com

