Преимущества гидроабразивной обработки
К настоящему времени машины для гидроабразивной обработки (ГАО) производятся рядом фирм и эффективно используются, успешно конкурируя с лазерным, плазменным и механообрабатывающим оборудованием.
ГАО является комбинированным методом обработки, поскольку разрушение материала производится в результате совместного воздействия высоконапорной водной струи и движущихся со сверхзвуковой скоростью абразивных частиц.
Звучит впечатляюще, не так ли? Вода плюс абразив — и можно резать практически что угодно.
Ключевые достоинства технологии
Этот метод обладает такими достоинствами, как:
- ✓ Конструктивная простота оборудования
- ✓ Возможность резания материалов с широким диапазоном физико-механических свойств (металлов, сталей и сплавов, керамики, резины, композитов, неметаллических материалов)
- ✓ Возможность осуществления сложно-контурной резки с применением систем ЧПУ
- ✓ Гибкость, универсальность применения
- ✓ Высокая производительность и широкий диапазон скоростей подачи
- ✓ Высокое качество поверхности, отсутствие микротрещин и зон термического или химического воздействия на материал в поверхностном слое детали
- ✓ Малые потери обрабатываемого материала
- ✓ Экологическая безопасность
- ✓ Надежное обеспечение безопасности жизнедеятельности
- ✓ Совместимость с промышленными роботами и манипуляторами
Впечатляет, правда? Особенно отсутствие термического воздействия — это критично для многих материалов.
Недостатки метода ГАО
Гидроабразивная обработка как метод формообразования не лишена недостатков. Будем откровенны — идеальных технологий не бывает.
Основные проблемы
- ✖️ Сравнительно малый срок службы смесительных трубок и сопел
- ✖️ Сложность обслуживания и малый межремонтный ресурс систем создания высокого давления (ремонт и текущее обслуживание производится через каждые 300-500 часов работы)
- ✖️ Сложность управления резкой вследствие «заноса» абразивной струи
Не все так гладко, как хотелось бы. Но давайте посмотрим, что мы получаем взамен.
Технологические возможности операций
Операции ГАО обладают следующими технологическими возможностями:
| Параметр | Значение | Примечание |
|---|---|---|
| Толщина разрезаемого материала | Сталь – до 400 мм | Широкий диапазон |
| Точность резки | ±0,1 мм, в отдельных случаях ±0,025 мм | Высокая точность |
| Скорость подачи стола | (1…5) м/мин | Зависит от толщины и свойств материала |
| Толщина реза | До 0,3 мм | Минимальные потери |
| Шероховатость поверхности Ra | (1,6…6,3) мкм | Хорошее качество |
Неплохо для технологии, которая использует воду как основной режущий инструмент, согласитесь?
Механизмы разрушения материала
Процесс разрушения материала в области контакта с абразивной струей полностью не описан. До сих пор исследователи спорят о деталях.
Считается, что разрушение материала заготовки под воздействием высокоскоростного потока абразивной суспензии в зависимости от принятых параметров режима обработки в той или иной степени определяется следующими механизмами:
Три основных механизма
1. Фрикционно-контактная усталость
Микрообъемы материала разрушаются в результате многоциклового воздействия сил трения и упруго-пластических деформаций при контакте с абразивными зернами.
Этот механизм становится значимым при условии h/r ≥ 0,01, где:
- h – глубина внедрения абразивного зерна в поверхность материала
- r – радиус скругления вершины зерна
2. Полидеформационное разрушение
Происходит при 0,5 >h/r > 0,01.
3. Микрорезание
Доминирует при 0,5 ≤ h/r.
Дополнительные факторы
Кроме того, при определенных условиях в области высоких локальных температур возможно разрушение материала в результате фазового перехода – плавления.
Нельзя исключить также разрушение материала заготовки в результате кавитационной эрозии.
Для материалов с низкой пластичностью на первый план выдвигается механизм хрупкого разрушения и выкрашивания в результате образования поверхностных трещин.
Сложно? Да. Но именно понимание этих процессов позволяет оптимизировать технологию.
Оборудование: насосы и режущие головки
Производители, как правило, комплектуют установки насосами и координатными столами нескольких наименований с различными характеристиками.
Предлагаемое оборудование в зависимости от комплектации позволяет работать как с одной, так и с несколькими режущими головками (до 8 головок).
Насосы высокого давления
Ключевым элементом установки ГАО, регламентирующим ее технологические и эксплуатационные свойства, является насос высокого давления.
В настоящее время используются плунжерные насосы, создающие давление 250…420 МПа, и разрабатываются насосы с давлением до 800 МПа (фирма Flow Int. Corp).
800 МПа — это серьезно. Представьте себе такое давление!
В некоторых конструкциях высокое давление воды создают за счет последовательного подключения двух и более насосов.
Так, гидравлические системы некоторых станков фирмы OMAX содержат насос для создания предварительного давления, фильтр и насос высокого давления с необходимой производительностью.
Характеристики насосов
Расход воды в насосах данного типа невелик и составляет обычно 2…7 л/мин. Это позволяет эффективно использовать замкнутые системы водоснабжения.
Анализ расходных характеристик насосов для ГАО указывает на возможность эффективного управления расходом воды за счет выбора диаметра сопла.
Режущие головки
При работе водно-абразивной головки вода выходит из сапфирового сопла со скоростью 600…1400 м/с.
В нее потоком воздуха производится дозированная подача абразива.
Многофазная струя, режущая материал, выходит из сопла металлокерамической смесительной трубки со скоростью 200…500 м/с.
Ширина реза обычно лежит в пределах 0,3…1 мм.
Износ сопел
Традиционно производители оборудования поставляют рабочие головки с набором сменных сопел или стандартные сменные рабочие головки нескольких наименований.
Так, Ingersoll Rand Co комплектует установки гидроабразивной резки стандартными головками с размерами сопел.
Водяные и рабочие сопла головки относятся к быстроизнашивающимся элементам:
| Тип сопла | Стойкость | Зависит от |
|---|---|---|
| Водяное сапфировое сопло | 60…100 часов | Качества воды |
| Твердосплавное рабочее сопло (трубка) | 80…150 часов | Используемого материала |
Стойкость водяного сопла зависит от качества используемой воды, которое в ряде случаев жестко регламентируют. Установки комплектуют специальными устройствами для фильтрации и смягчения воды.
При прочих равных условиях уменьшение диаметра смесительной трубки приводит к:
- ✓ Увеличению производительности
- ✓ Повышению точности обработки
- ✓ Снижению ширины реза
Однако это сокращает ресурс смесительной трубки.
Длина смесительной трубки определяет ее фокусирующую способность и должна быть достаточной для обеспечения минимального конуса распыления абразивной суспензии.
Координатные столы и системы ЧПУ
Различные типоразмеры имеют и координатные столы консольного или портального типа:
- Точность позиционирования: от ±0,025 до ±0,2 мм
- Скорость рабочего перемещения: до 15 м/мин
- Размеры рабочих столов: 3...12 м
Многокоординатные установки
Применение современных координатных столов и сервоприводов с ЧПУ позволяет создать оборудование пространственной резки с перемещением режущей головки по трем-шести координатам.
Так, пятикоординатная установка модели NC 3520S фирмы Water Jet Sweden с размерами стола 3550×2550/4550/6550 мм обеспечивает:
| Ось | Перемещение |
|---|---|
| X | 3010 мм |
| Y | 2010/4010/6010 мм |
| B (поворот) | 95°/180° |
| C (поворот) | 480° |
| Скорость перемещения головки | До 10 м/мин |
Фирма Huffman поставляет станки консольного типа с 6 координатами.

Рис. 1 Координатная система и общий вид станка для ГАО
Роботы-манипуляторы
В последнее время многие производители комплектуют установки для ГАО роботами-манипуляторами.
Это не только снижает массогабаритные показатели установок, но и расширяет их технологические возможности.
Производительность резки повышается на 20–40% по сравнению с установками с координатными столами.
Неплохой бонус, правда?
Специализированные системы ЧПУ
На установках для струйно-абразивной резки используются специализированные системы ЧПУ, выполняющие:
- → Расчет скорости резки в зависимости от кривизны траектории
- → Учет изменений направления движения на угловых участках
Фирма Water Jet Sweden, например, поставляет программное обеспечение Cadcraft GEMS с интерфейсом AutoCAD.
Автоматизация подачи абразива
Устройство подачи абразива позволяет существенно повысить уровень автоматизации операции ГАО.
Такое устройство, используемое, например, в установках фирмы Huffman, состоит из:
- Резервуара высокого давления с пневматической подачей абразива
- Емкости для абразива, рассчитанной на работу без дозагрузки до 16 часов
- Приемника для загрузки резервуара высокого давления
- Устройства очистки воздуха
- Трубопровода подачи абразива
- Алмазного сопла
Технология AWD для сверления отверстий
Современные многокоординатные установки с ЧПУ для струйной резки позволяют осуществлять вырезку и прошивку отверстий в сложных пространственных оболочках с обеспечением требуемых форм кромок.
Такие операции востребованы при изготовлении изделий авиационно-космической техники.
Мировыми лидерами в создании и применении технологий водной резки являются фирмы:
- ★ Flow International Corporation
- ★ Belotti
- ★ OMAX Jet Machining
- ★ Huffman Corporation
- ★ Water Jet Sweden
В России промышленные установки выпускают ЗАО «Лазерные комплексы» (г. Шатура), ОАО «Туламашзавод», в Белоруссии — СП ООО «Спожиток».
Технология AWD (Abrasive Water Jet Drilling)
Одной из новых разработок является созданная фирмой OMAX Jet Machining технология AWD и соответствующее оборудование для обработки отверстий малого диаметра в материале толщиной до 250 мм.
Диаметр получаемого отверстия зависит от его глубины. Например, в материале толщиной 25 мм получают отверстия диаметром 0,5 мм.
Минимальный размер отверстий, полученных способом AWD, составляет 0,4 мм с точностью ±0,03 мм.
Управление процессом сверления
Обычно при сверлении отверстий первоначально давление в системе составляет порядка 30% от рабочего.
При достижении определенной глубины отверстия давление увеличивается до 100%.
Изменением давления в процессе прошивки отверстия можно менять его форму, добиваясь:
- ✓ Прямой конусности
- ✓ Обратной конусности
- ✓ Бочкообразности
- ✓ Корсетности
А также обеспечивать минимальные отклонения от цилиндричности.
Станки для AWD оснащаются акустическими датчиками, фиксирующими момент окончания прошивки отверстия.
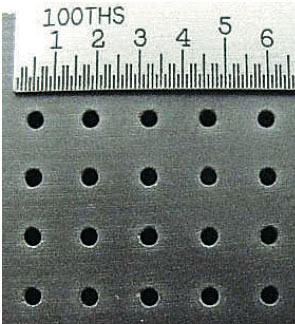
Рис. 2 Отверстия, прошитые по технологии AWD
Модификация рабочей жидкости
Проводятся исследования, направленные на повышение эффективности процесса ГАО за счет модификации свойств рабочей жидкости.
Установлено: введение в воду высокомолекулярных полимерных добавок приводит к уменьшению фрикционных потерь по всему гидравлическому тракту.
Результат:
- → Значительно снижаются расход жидкости и напор насоса
- → Одновременно увеличивается скорость перемещения струи при одинаковой толщине мишени
Кроме того, при прочих равных условиях добавка полимера позволила в 2 и более раза увеличить расстояние до мишени.
Это объясняется меньшим распылением струи. Особенно важно при работе со сверхвысокими давлениями и соплами малых диаметров, где дистанция между соплом и мишенью невелика.
Параметры процесса резки
Основными параметрами процесса струйно-абразивной резки, определяющими ее эффективность, являются:
| Параметр | Влияние |
|---|---|
| Скорость перемещения головки | Определяет производительность |
| Вид, толщина и свойства материала | Влияет на выбор режима |
| Тип и размер частиц абразива | Качество и скорость резки |
| Диаметры сопел | Точность и ширина реза |
| Скорость потока абразивных частиц | Энергия воздействия |
| Концентрация в суспензии | Эффективность резки |
Но искомой (назначаемой) величиной при проектировании операции ГАО является скорость подачи рабочей головки.
Расчетные и экспериментальные данные
Предварительная оценка этой величины может быть получена расчетом.
Однако ряд упрощений, сделанных при построении расчетной модели процесса ГАО, делают такую оценку приближенной.
Это заставляет технологов пользоваться экспериментальными данными и рекомендациями фирм-производителей оборудования.
В таблицах приведены рекомендуемые параметры режима резки некоторых материалов по данным фирмы Flow International Corporation, полученные на установках Flow's PASER 3 System и PASER Plus Garnet.
Влияние параметров на глубину резания
Данные, иллюстрирующие качественное влияние параметров режима обработки на глубину резания, показывают:
Увеличивают глубину резания:
- ✓ Повышение давления струи
- ✓ Увеличение мощности насоса
- ✓ Уменьшение диаметра водяного сопла
Уменьшают глубину резания:
- ✖️ Увеличение расстояния от среза сопла до поверхности
- ✖️ Увеличение скорости подачи
Расход абразива
Повышение расхода абразива позволяет существенно увеличить скорость резания.
Однако сказанное справедливо лишь до определенной предельной величины расхода абразива, по достижении которой скорость резания практически не изменяется.
При прочих фиксированных параметрах:
- → Оптимальный массовый расход абразива линейно растет с увеличением диаметра фокусирующего сопла
- → Растет с увеличением массового расхода воды
- → Обратно пропорционален длине фокусирующего сопла
Выбор абразивного материала
Выбор абразивного материала и размера абразивных зерен представляет важную задачу технологического проектирования.
Как правило, фирмы-производители оборудования рекомендуют определенный вид абразивного материала.
Оптимальный размер частиц
Устойчивость истечения и эффективность воздействия двухфазной струи обеспечиваются оптимальным размером частиц, равным 10…30% диаметра режущей струи.
Наиболее часто используют абразивные зерна размером 150…250 мкм.
Если требуется низкая шероховатость поверхности реза, то используют абразивы с размерами 75…100 мкм.
Материалы абразивных частиц
В качестве материала абразивных частиц используется:
| Материал | Твердость по Моосу | Применение |
|---|---|---|
| Окись алюминия (электрокорунд) | 9 | Универсальный |
| Карбид бора | 9,5 | Твердые материалы |
| Карбид кремния | 9-9,5 | Высокая эффективность |
| Силикатный песок | 6,5-7 | Экономичный вариант |
А также другие природные и искусственные материалы с твердостью по Моосу от 6,5 до 9,5 единиц.
Влияние твердости абразива
Увеличение твердости зерен абразивного наполнителя неоднозначно влияет на обрабатываемость различных материалов.
Если замена толченого стекла на корунд практически не оказывает влияния на глубину реза для пластмасс, то при резании алюминия глубина реза возрастает на 40%.
Почему такая разница? Разные механизмы разрушения.
Зависимость глубины реза от размера частиц
Влияние размера частиц абразива на глубину реза, как правило, описывается кривой с максимумом.
Первоначальное возрастание глубины реза связано с увеличением кинетической энергии отдельной частицы (пропорциональной кубу размера).
Однако далее начинает сказываться относительное уменьшение числа частиц в потоке.
Скорость истечения струи
Для большой группы материалов скорость разрушения материала линейно зависит от скорости истечения гидроабразивной струи.
Это основной параметр режима обработки, который в большей степени влияет на скорость разрушения материала, поскольку определяет работу разрушения.
Скорость истечения струи зависит от:
- → Давления на входе в рабочую головку
- → Потерь давления, определяемых конструкцией головки
- → Диаметра и формы отверстия истечения
В условиях промышленной эксплуатации конкретных станков подбирают диаметры сапфировых и твердосплавных сопел и регулируют давление насоса, используя эмпирические данные.
Влияние толщины заготовки
Практически важной является зависимость скорости резания от толщины разрезаемой заготовки.
Эта зависимость носит гиперболический характер, что подтверждают многочисленные эксперименты.
Установлено: скорость резания резко снижается вплоть до толщины реза 20…30 мм, а затем уменьшается достаточно медленно.
Отмечено: чем выше вязкость материала, тем ниже скорость резания.
Диаметр первого сопла
При постоянном напоре насоса глубина реза монотонно возрастает с увеличением диаметра первого сопла.
Это объясняется возрастанием количества энергии, подводимой к резу.
Время экспозиции
Время экспозиции (воздействия струи на конкретную точку поверхности) влияет на глубину реза.
Однако эта зависимость не линейна, поскольку чем глубже проникает струя вглубь материала, тем меньший слой будет разрушен в единицу времени из-за потери энергии струи по мере прохождения вглубь зазора.
Увеличение количества проходов эквивалентно увеличению времени экспозиции и ведет к соответствующему росту глубины реза.
Дистанция до мишени
Хотя кинетическая энергия частиц мало изменяется с увеличением дистанции до мишени, глубина реза при этом падает в связи с расширением сечения струи.
Однако очень близкий подвод выходного торца сопла к мишени может приводить к эрозии нижней части сопла.
Поэтому оптимальное расстояние в соответствии с имеющимися рекомендациями должно быть не менее 2 мм.
Диаметр фокусирующего отверстия
Влияние диаметра фокусирующего отверстия на глубину реза описывается кривой с максимумом.
Эффект первоначального возрастания глубины реза объясняется:
- ✓ Уменьшением потерь на трение
- ✓ Уменьшением соударений между частицами
По достижении оптимума начинает сказываться:
- ✖️ Потеря скорости из-за увеличения диаметра
- ✖️ Уменьшение удельного числа частиц, падающих на единицу поверхности (расширение полосы реза)
Качество поверхности реза
Параметры режима обработки определяют геометрию образующейся щели:
- → Ширину верхней и нижней частей
- → Наличие погрешностей формы типа бочкообразности или корсетности сечения щели
Шероховатость и волнистость
Шероховатость поверхности реза соизмерима с размерами зерен абразива и обычно не превышает нескольких десятков микрометров.
Характерной особенностью ГАО является формирование волнистости поверхности.
Высота волн возрастает с глубиной и обычно не превышает сотни микрометров, однако при очень глубоком резе она может быть соизмерима с диаметром струи в нижней области реза и достигать 1 мм.
Загрязнение поверхности
Результаты исследований показывают вкрапления единичных частиц абразива в плоскости реза и на лицевой поверхности вплоть до глубины 0,025 мм, на которой загрязнение поверхности абразивом полностью ликвидируется.
Наклеп
Степень наклепа плоскости реза изделий из титанового сплава составляет 130 и 137% соответственно на входе и выходе режущей струи.
Глубина наклепа — до 0,12 мм.
Полученные значения наклепа аналогичны показателям, полученным при ленточном шлифовании.
Химический состав
Анализ поверхностного слоя после ГАО показал, что содержание химических элементов соответствует основе, газонасыщение отсутствует.
Это важно — никакого химического воздействия на материал!
Геометрические параметры
Геометрические параметры поверхности реза при толщине разрезаемого металла 10…140 мм и различных параметрах процесса резки составили:
| Параметр | Значение |
|---|---|
| Шероховатость Ra | 2,5…4,5 мкм |
| Непараллельность оси струи | 0,2…1,5° |
| Высота волны | 0,03…0,62 мм |
| Длина волны | 0,08…1,96 мм |
Буртик на выходе реза
На выходе реза у изделий с пластическими свойствами образуется тонкий (доли миллиметра), невысокий (менее миллиметра) буртик.
Это связано с пластическим выдавливанием тонкого слоя материала при приближении фронта реза к нижней кромке.
У хрупких материалов образования буртика не происходит, но наблюдается откалывание частиц по нижней кромке реза.
Области применения и экономика
Область применения ГАО достаточно широка.
Наряду с резкой описано применение гидроабразивной обработки для:
- ✓ Получения глухих полостей (гидроабразивное фрезерование)
- ✓ Прошивки отверстий
- ✓ 3D формообразования
При меньших давлениях ГАО применяют для:
- → Отделочно-упрочняющей обработки сложно-контурных поверхностей
- → Снятия заусенцев
- → Скругления острых кромок
- → Удаления окалины после термообработки
- → Подготовки поверхностей под покрытие
- → Удаления дефектного поверхностного слоя
Сравнение с альтернативными методами
Однако наибольшее применение высоконапорная гидроабразивная струя получила в операциях сложно-контурной резки листовых заготовок.
По сравнению с альтернативными процессами резки ГАО имеет определенные преимущества.
Экономическая эффективность
Оценку экономической эффективности ГАО осуществляют, как правило, по отношению к лазерной обработке, поскольку эти методы схожи по конструктивным и функциональным признакам и в ряде практически важных технологических задач конкурентоспособны и взаимозаменяемы.
Эффективность лазерной обработки уступает ГАО при:
- ✖️ Разрезании материалов с высокой отражающей способностью
- ✖️ Большой толщине реза (более 15 мм)
Окупаемость инвестиций
Несмотря на относительно высокие стоимость оборудования и эксплуатационные затраты, при достаточно большом коэффициенте загрузки оборудования и 2-3 сменной работе технологии ГАО оказываются экономически эффективными при приемлемом сроке окупаемости инвестиций.
Это достигается за счет:
- ✓ Высокого уровня автоматизации
- ✓ Гибкости
- ✓ Сокращения сроков подготовки производства
- ✓ Высокой производительности
- ✓ Качества поверхностного слоя
Применение в авиадвигателестроении
По этой причине ГАО все шире применяется в технологиях изготовления различных изделий.
Так, в авиадвигателестроении при изготовлении цельных лопаточных колес (моноколес) ГАО применяется для прорезания межлопаточных каналов на 5…6 координатных станках.
Это намного эффективнее предварительной обработки каналов на фрезерных обрабатывающих центрах.
Проведенные расчеты показывают: замена операции чернового фрезерования межлопаточных каналов в моноколесе из титанового сплава ВТ6 на операцию ГАО приводит к:
- → Снижению технологической себестоимости одного изделия на 60 тыс. руб.
- → Коэффициенту сравнительной экономической эффективности (в расчете на условногодовую программу 100 шт./год) равному 0,38
Впечатляет, не так ли?
Обработка елочных пазов
Елочные пазы на дисках турбин обрабатывают на операциях ГАО с минимальным припуском под последующее протягивание.
Это позволяет:
- ✓ Значительно снизить трудоемкость обработки
- ✓ Сократить расход дорогостоящего протяжного инструмента
Гидроабразивное фрезерование
Возможности весьма перспективной операции гидроабразивного фрезерования в настоящее время исследуются и совершенствуются.
Получение глухих полостей методом ГАО позволит изготавливать различные поверхностные рельефы, осуществлять предварительн

