Технологические газы: что выбрать
Три основных варианта
Рост числа станков лазерной резки — и отечественных, и импортных — привлек внимание производственников к расходным материалам. Вспомогательные газы играют ключевую роль. Чаще всего применяют азот, кислород и сжатый воздух.
Какой газ для чего подходит? Разберемся.
| Тип лазера | Газ | Применение | Комментарии |
|---|---|---|---|
| Газовые (λ=10,6 мкм) | Кислород 99,5% | Углеродистые стали до 2 мм | Чем выше скорость или толще лист, тем важнее чистота кислорода. Давление О₂: 0,6–5 бар |
| Кислород 99,7% | Углеродистые стали 3–10 мм | ||
| Кислород 99,95% | Углеродистые стали 12–20 мм | ||
| Кислород 99,999% | Углеродистые стали >20 мм | ||
| Твердотельные (λ=1,06–1,07 мкм) | Азот 99,6–99,9% | Углеродистые стали до 4–5 мм | Чистота азота влияет на цвет кромки. Применяется для резки горючих материалов |
| Азот 99,9–99,99% | Легированные стали | ||
| Азот 99,99–99,999% | Высоколегированные стали, неметаллы | ||
| - | Сжатый воздух | Неметаллы, углеродистые стали, медь, алюминий | Для нержавейки — если качество кромки не важно |
| - | Аргон | Цирконий, титан, неметаллы | Когда образование оксидов нежелательно |
Кислород используют и для нержавеющей стали — но только если цвет и качество кромки не имеют значения.
Резка кислородом: требования к чистоте
Почему 99,95% — это важно
Производители станков рекомендуют кислород чистотой не хуже 99,95%. Рекомендации основаны на исследованиях западных лабораторий и производственном опыте. Доказано: качество и чистота кислорода влияют на скорость резки и шероховатость кромки.
Особенно важна чистота для «черных» сталей толщиной более 15–16 мм. Тут каждый процент имеет значение.
Российский рынок: проблема выбора
Дефицит качественного газа
В России для лазерной резки до сих пор распространен кислород технический по ГОСТ 5583–78 (газообразный) и ГОСТ 6331–78 (жидкий). Объемная доля кислорода:
- → 99,7% — первый сорт
- → 99,5% — медицинский и второй сорт
Причина популярности такого кислорода проста: до недавнего времени на розничном рынке не было кислорода 99,95% по доступной цене. Единственная альтернатива — кислород ОЧ 99,999% от «Лентехгаза», но его цена на порядок выше.
В 2013 году появился кислород LASAL™ 2003 с чистотой 99,95%. Продукт новый, на практике в российских производствах не применялся. Возникла необходимость объективного сравнения трех степеней чистоты: 99,7%, 99,95% и 99,999%.
Эксперименты: проверка на практике
Постановка задачи
Европейский исследовательский центр CTAS уже проверял влияние качества кислорода на скорость резки и качество кромки. Весной 2013 года специалисты «Эр Ликид» и ведущих российских производителей станков (ЗАО «Лазерные комплексы», ЗАО «ВНИТЭП», НПЦ «Лазеры и аппаратура ТМ») провели серию работ.
Цель — определить влияние чистоты кислорода на параметры резки.
Описание экспериментов
Материалы для резки:
- ✓ Сталь 3 толщиной 4, 6, 8, 14, 20 мм
- ✓ Нержавеющая сталь 2 мм
Оборудование:
- ★ CO₂-лазер Rofin DC025, мощность 2,5 кВт
- ★ Волоконные лазеры НТО «ИРЭ-Полюс», мощность 1,5 и 3 кВт
Методика упрощенная, одинаковая для всех станков. Вначале выбирали типовой набор параметров (диаметр и положение сопла, давление газа, фокусировка, мощность) для данной толщины. Оптимизацию не проводили — это важно.
Фиксировали все параметры, проводили резку с кислородом 99,7% в диапазоне скоростей от минимальной до максимальной (пока образцы выпадали из листа). Затем меняли кислород и повторяли серию для всех видов газа на каждом лазере.
Анализировали кромки в диапазоне скоростей, при которых происходит резка.
Результаты CO2-лазеров
Меньше грата — выше скорость
На фотографии показана нижняя сторона образцов CO₂-лазером (1,8 кВт) стали Ст3 толщиной 10 мм. Кислород 99,7% (столбец А) и 99,95% (столбец Б). Образцы размещены парами по возрастанию скорости от 1,3 до 1,5 м/мин. Тесты в ЗАО «Лазерные комплексы», Шатура.

Рис. 1. Образцы резки CO₂-лазером стали 10 мм: А — кислород 99,7%, Б — кислород 99,95%
При резке кислородом LASAL™ 2003 грата образуется меньше. Это факт. При скорости 1,6 м/мин резка кислородом 99,7% прекращалась, а качество резки LASAL™ 2003 соответствовало техническому кислороду на скорости 1,5 м/мин.
Разница ощутимая.
Волоконные лазеры: эффект чистоты
Толщина имеет значение
В экспериментах использовали материалы толщиной 2, 4, 8, 10, 14 и 20 мм. Кислород — 99,7%, 99,95%, 99,999%.
Наиболее заметен эффект при толщине более 4 мм. Для материалов 4–8 мм эффект составил 8–10% по скорости при одинаковом качестве кромки. Для более толстых материалов рост скорости — 12–17%.
На фотографии образцы из ВНИТЭП (Дубна), Ст3, 20 мм:
- → Столбец 1: V=0,6 м/мин
- → Столбец 2: V=0,7 м/мин
- → Столбец 3: V=0,8 м/мин
Нижний ряд — 99,7%, средний — 99,95%, верхний — 99,999%.
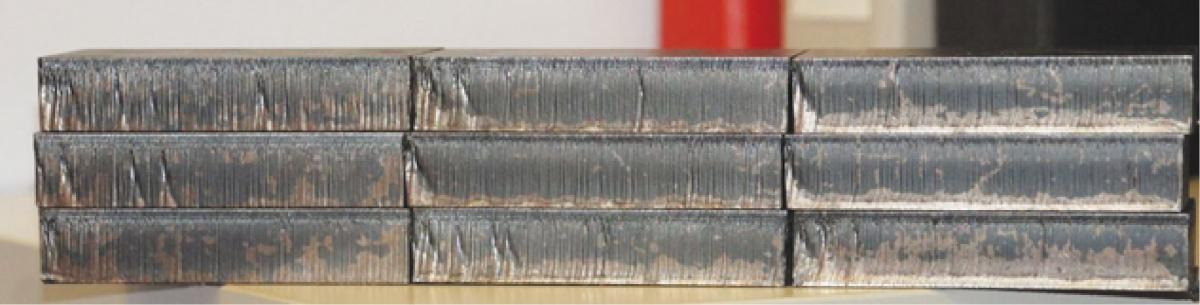
Рис. 2. Образцы резки волоконным лазером Ст3 20 мм: низ — 99,7%, середина — 99,95%, верх — 99,999%
Результаты 99,95% и 99,999% сравнимы по шероховатости, грату и максимальной скорости. Наихудший — технический 99,7%: зона с окалиной появилась уже при 0,7 м/мин.
Неожиданный результат
В компании «Лазеры и аппаратура ТМ» при резке Ст3 толщиной 5 мм (волокно, 1,5 кВт) получили интересный результат. Параметры с кислородом 99,7% были неоптимальными. Простая замена на LASAL™ 2003 или 99,999% привела не только к росту диапазона скорости, но и к появлению режимов с меньшей шероховатостью.
Иногда достаточно просто сменить газ.
Анализ качества реза
Визуальное сравнение
За «норму» приняли качество 99,999%. Сравнивали появление грата, шлака, наплывов металла, а также скорость, при которой появляется зона блестящего металла из видимых пленок окислов.
| Скорость, мм/мин | Кислород 99,7% | Кислород 99,95% |
|---|---|---|
| 900 | Грат | Грата нет |
| 1200 | Грата нет | Грата нет |
| 1300 | Грата нет | Грата нет |
| 1400 | Грат | Грата нет |
| 1500 | Грат | Грат |
| 1600 | Резки нет | Сильный грат |
Сталь Ст3, 10 мм, CO₂-лазер 1,8 кВт.
| Параметр | 99,7% | 99,95% | 99,999% |
|---|---|---|---|
| Шероховатость | Хуже | Норма | Норма |
| Динамический диапазон | Хуже | Норма | Оптимальная |
| Скорость резки | Ниже на 7–17% | Норма | Норма |
| Зона термического влияния | Больше | Норма | Норма |
| Грат | Больше | Норма | Норма |
Экономический эффект: считаем выгоду
Себестоимость 1 метра реза
Производственник планирует закупки, исходя из экономичности. Основной показатель — удельная себестоимость. В случае лазерной резки — себестоимость 1 метра реза.
Как оценить правильно? Выпишем все показатели, влияющие на стоимость 1 часа работы станка:
- ✔️ Инвестиционные затраты на покупку оборудования
- ✔️ Количество смен в день
- ✔️ Время во включенном состоянии
- ✔️ Полезное лазерное время
- ✔️ Амортизация
- ✔️ Аренда или налоги за площадь
- ✔️ Обслуживание станка
- ✔️ Электроэнергия
- ✔️ Зарплата оператора
- ✔️ Лазерный газ
- ✔️ Режущий газ
- ✔️ Линза, сопло, другие материалы
- ✔️ Процент брака
Рассмотрим простейшую задачу на примере линзы. Пусть время жизни — Х часов. Если скорость с техническим кислородом 1 м/мин, а с чистым — 1,2 м/мин, то за Х часов прорежем:
- → 60Х метров (99,7%)
- → 72Х метров (99,95%)
Аналогично для каждого параметра, включая инвестиции и накладные расходы.
Реальные цифры
Расчет себестоимости 1 метра при стоимости станка 250 тысяч евро и типичных ценах для средней полосы России показал: при разнице скорости 20% себестоимость оказывается ниже на 13–14% для кислорода 99,95%.
Даже если стоимость 1 м³ этого газа в 5 раз выше технического!
Выигрыш начинается с превышения скорости уже на 6–7%. Учет брака и затрат на постобработку лишь увеличит преимущество чистого газа.
Это серьезно.
Применение в плазменной резке
Те же принципы
Аналогичные тесты кислорода 99,95% провели на станках плазменной резки в Санкт-Петербурге и Городце. Эффект оказался таким же, как для лазерной резки:
- ★ Шероховатость кромки снизилась
- ★ Скорость резки повысилась
Рассуждения по себестоимости 1 метра реза справедливы и для плазменной резки.
Заключение
Экспериментально подтверждены результаты CTAS и рекомендации производителей оборудования. Применение кислорода 99,95% на CO₂-лазерах до 2,5 кВт и волоконных до 3 кВт увеличивает скорость на 10–18% для толщины 8–20 мм без изменения качества.
Увеличение чистоты выше 99,95% не оказывает заметного влияния для стали Ст3 до 20 мм.
Вывод прост: чистый кислород окупается. Быстро.
Мария Степанова, к. ф.-м. н.
maria.stepanova@airliquide.com
8 916 031 0991

