Дефицит квалифицированных операторов ЧПУ: решение найдено
Обратная тенденция на рынке
Сегодня ситуация изменилась. Нехватка операторов станков с навыками программирования в кодах ISO — реальная проблема. Мировые производители систем ЧПУ предлагают графические ассистенты для упрощения программирования. Это системы цехового программирования.
Но такие помощники не исключают необходимость использования M и G-функций в ходе обработки. Интерфейс специфический и сложный. Очевидно: эти помощники созданы для совмещения функций оператора и технолога. А это требует еще более высокой квалификации.
Добавьте сюда стоимость. Такие системы увеличивают цену станка, так как рассчитаны на дорогостоящие токарные обрабатывающие центры.
Оперативная система управления: простота + возможности ЧПУ
Золотая середина
Оперативная система управления (ОСУ) — другое решение. Она сохраняет простоту работы, близкую к универсальному оборудованию, при равных возможностях обработки со станком с ЧПУ.
Результат? Проблема нехватки квалифицированного персонала решается полностью. Появляется возможность многостаночного обслуживания. В отличие от универсального оборудования.
Решение разработано на базе системы ЧПУ Mitsubishi Electric. Предназначено для горизонтальных и вертикальных токарных станков.
Интерфейс ОСУ создавался специально для ввода параметров непосредственно с чертежа в стандартные технологические циклы:
- → Сверление
- → Нарезание резьбы
- → Точение канавок
- → И другие операции
ОСУ ориентирована на модели: 16хххФ3, 16Б6, 1740РФ3, 1П756ДФ3, САхххх2К, САххххФ2. Также на токарно-карусельные станки с боковым суппортом: 1512Фх, 1625Фх, 1А5xxМФх, 1А5ххЛМФх и аналоги.
Три режима работы: наладка, программирование, диагностика
Логичная структура меню
Интерфейс ОСУ включает три основные группы:
- Подготовка и наладка
- Программирование
- Мониторинг и диагностика
Все просто и понятно. Не нужно быть программистом.
Ручной режим: контроль до тысячных долей
Режим наладки (JOG)
Один из экранов наладки позволяет работать в ручном режиме. На панели отображаются:
- ★ Значения координат
- ★ Частота вращения шпинделя
- ★ Подача
- ★ Нагрузка по осям
Управление инструментом — с помощью маховичков. Дискретность перемещения — до тысячных долей миллиметра. Функция полезна при изготовлении простых единичных деталей, где не требуется сложная траектория в режиме интерполяции.
Если нужно переместить инструмент в заданную точку или на определенное расстояние, используйте подрежим «Выход в точку» (MDI).

Рис. 1. Экран наладки в ручном режиме
Инструментальная наладка: автоматический учет параметров
Виртуальная револьверная головка
Экран инструментальной наладки позволяет выбирать инструмент из виртуальной револьверной головки согласно требуемой технологии.
Оператор задает параметры:
- ✔️ Радиус скругления при вершине режущего инструмента
- ✔️ Контроль стойкости инструмента
Система автоматически учитывает:
- ✓ Ширину канавочного и отрезного резцов
- ✓ Угол резьбы при резьбонарезании
Это серьезно упрощает работу. Не нужно считать вручную.

Рис. 2. Экран инструментальной наладки
Графический конструктор программ: ввод с чертежа
Создание УП без программирования
Управляющая программа создается в «графическом конструкторе программ». Оператор выбирает необходимый цикл и покадрово задает параметры:
- → Режимы резания
- → Конечный контур
- → Данные для автоматического расчета фасок и скруглений
Величины параметров отображаются на эскизе соответствующего цикла. Наглядно.
Помимо стандартных циклов, по требованию заказчика в ОСУ могут быть добавлены дополнительные или доработаны существующие.
Система позволяет хранить и копировать на USB-накопитель до 120 технологических управляющих программ. Удобно.
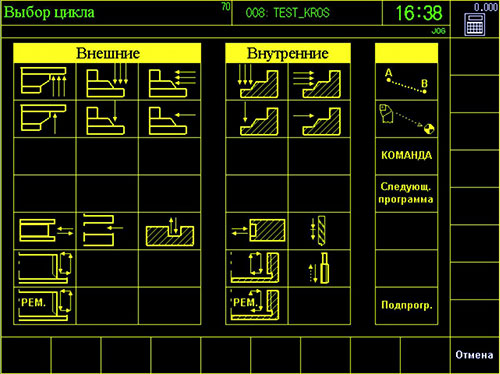
Рис. 3. Экраны программирования обработки
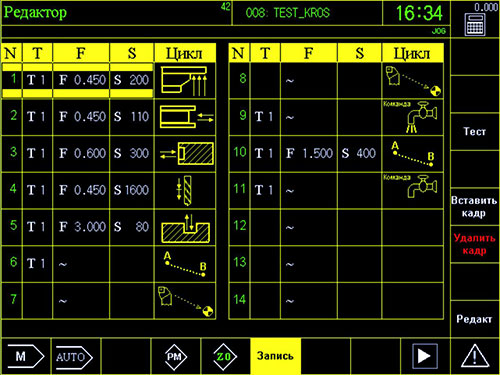
Рис. 4. Дополнительные экраны программирования
Ввод параметров с чертежа
При разработке редактора большое внимание уделили информативности и легкости восприятия интерфейса.
Формирование конечного контура детали выполняется путем ввода координат по чертежу на отдельном рабочем экране. Вероятность ошибки программирования сводится к минимуму благодаря визуализации.
Система также позволяет смещать размеры контура раздельным заданием величин по каждой оси. Гибко.
Безопасная проверка и диагностика в реальном времени
Режим проверки обработки
Для безопасной отработки составленной управляющей программы предусмотрен режим проверки с визуальным отображением траектории движения инструмента без перемещения рабочих органов станка.
Для удобства диагностики состояния цифровых входов и выходов контроллера существует интерфейсное окно. Оно в режиме реального времени отображает состояние узлов и механизмов станка.
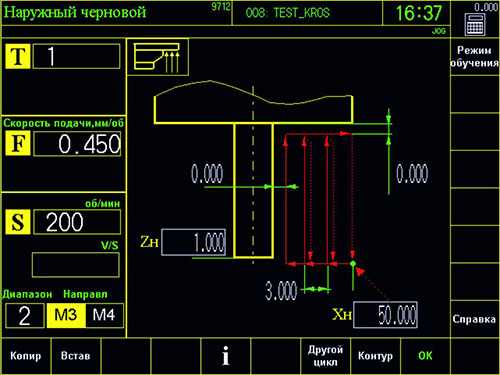
Рис. 5. Ввод параметров с чертежа
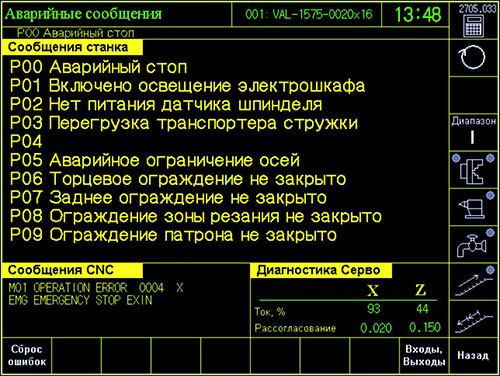
Рис. 6. Экран обслуживания и диагностики
Удаленное обучение и техническая поддержка
Оценка без визита на производство
Клиентам предлагаем удаленно оценить удобство работы с ОСУ. По сети Internet организуется подключение обучающего стенда к VNC-клиенту (удаленный рабочий стол).
Потенциальный пользователь может:
- ✚ Создать и протестировать программу обработки детали
- ✚ Осуществить наладку
- ✚ Ознакомиться с рабочими циклами
Как дополнительная техническая поддержка проводятся 1–2 дневные обучающие семинары. Практические занятия на обучающем стенде + ознакомление с принципами работы через обучающие видео.
Внедрение на российских и белорусских заводах
Серийное производство
На сегодняшний день рядом станкозаводов России и Беларуси оперативная система управления используется в серийном производстве токарных станков.
Приглашаем к сотрудничеству станкостроительные предприятия, заинтересованные во внедрении данного решения.
Простота + функциональность = успех. Проверено.
ООО «ЭНСИ-ТЕХ»
Авторизованный дистрибьютор Mitsubishi Electric CNC
Москва, ул. Б. Новодмитровская, 14, стр. 2, офис 213
Тел. (495) 748-01-91, факс (495) 748-01-92

