Поверхностные слои и долговечность оборудования
Распределение напряжений
Эксплуатационная стойкость узлов и агрегатов современного оборудования в основном определяется способностью сравнительно тонких поверхностных слоев их рабочих органов сопротивляться различным видам износа, коррозии, усталостного разрушения и т. д.
Это связано с тем, что поверхностные слои деталей при эксплуатации нагружены более интенсивно, чем сердцевина. Соответственно, возникающие напряжения на поверхности имеют максимальные значения, приводящие к потере работоспособности и поверхностного слоя, и всей детали. Что логично.
Химико-термическая обработка (ХТО) в сочетании с последующей (или предыдущей) термической обработкой во многом решает задачу преимущественного упрочнения поверхностного слоя, при этом упрочняя и сердцевину детали. В этом случае распределение прочности по сечению детали в большой степени соответствует распределению рабочих напряжений, возникающих при ее эксплуатации.
Химико-термическая обработка как инженерия поверхности
Многозонная структура упрочнения
ХТО обеспечивает формирование в поверхностном слое более прочных и стабильных при эксплуатации фаз и структур. Однако ХТО не всегда может обеспечить максимальные и стабильные свойства деталей, так как их долговечность также зависит от применения рациональных конструкций, технологий изготовления и условий эксплуатации.
Максимальную долговечность различных деталей возможно получить только на основе инженерных расчетов, объединяющих в единую систему различные показатели и критерии конструкторского и технического характера. При таком подходе ХТО может рассматриваться как метод инженерии поверхности.
Быстро изнашиваемые детали машин и агрегаты при эксплуатации могут находиться в сложно напряженном состоянии под воздействием статических и динамических нагрузок, вибраций, пульсирующих тепловых потоков, коррозионных сред, механического и абразивного изнашивания.
Поэтому основными задачами инженерии их поверхности методами ХТО являются:
- ✓ анализ условия эксплуатации с выдачей количественных критериев к конструкции, материалу и характеристикам упрочненного слоя
- ✓ разработка системы показателей (конструкторских и технологических) для оценки качества готовых изделий, в том числе зависимости свойств деталей от структурного состояния в различных зонах и прежде всего на поверхности и в поверхностных слоях
Известно, что получаемые ХТО упрочненные слои состоят из нескольких зон, каждая из которых отвечает за определенное свойство. Поэтому инженерия поверхности методами ХТО включает в себя способность конструировать многозонную, по существу композиционную структуру упрочненного слоя с возможностью управления толщиной и в идеале твердостью этих зон.
| Задача инженерии поверхности | Метод решения | Результат |
|---|---|---|
| Повышение износостойкости | Азотирование, цементация | Стойкость при контактных нагрузках |
| Абразивная стойкость | Твердосплавные наплавки | Высокая стоимость и сложность |
| Коррозионная стойкость | Покрытия, напыление | Защита в агрессивных средах |
| Комплексное упрочнение | Жидкостное борирование | Многофункциональность |
Технология жидкостного борирования Rubor 1
Формирование боридных слоев
Универсальных технологий упрочнения, к сожалению, не существует. Известные и широко применяемые технологии поверхностного упрочнения, такие как азотирование, цементация, хорошо зарекомендовали себя в условиях износа металл по металлу при больших контактных нагрузках, но мало пригодны для абразивно-эрозионного изнашивания.
Как правило, повышение абразивной износостойкости деталей решается с помощью твердосплавных наплавок либо напылением металлокерамики. Недостатками этих методов является их сложность и дороговизна.
Одним из немногих относительно простых способов повышения абразивной износостойкости является борирование. Ограниченное применение борирования в порошках и пастах обусловлено высокой трудоемкостью и дороговизной процессов и трудностью формирования определенной структуры и фазового состава упрочненного слоя и свойств сердцевины.
Наиболее перспективным для освоения является процесс жидкостного безэлектролизного борирования, который позволяет в широких пределах конструировать одно- или многофазную структуру поверхностного слоя и придавать заданные свойства сердцевины (от отожженного до закаленного состояния).
Компания «Термохим» выводит на рынок технологию и оборудование для жидкостного борирования стальных и чугунных деталей, которая включает в себя высокотехнологичную рабочую среду Rubor 1 с повышенной жидкотекучестью и активатор Rubor Active для восстановления активности расплава.
В результате обработки в расплаве Rubor 1 на поверхности как стальных, так и чугунных деталей формируются типичные двухфазные боридные слои толщиной до 0,2 мм и твердостью до 2200 HV0.1.
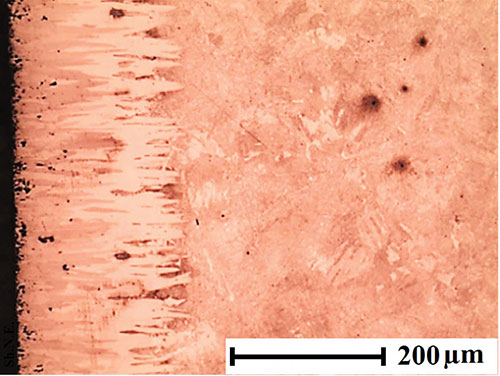
а)
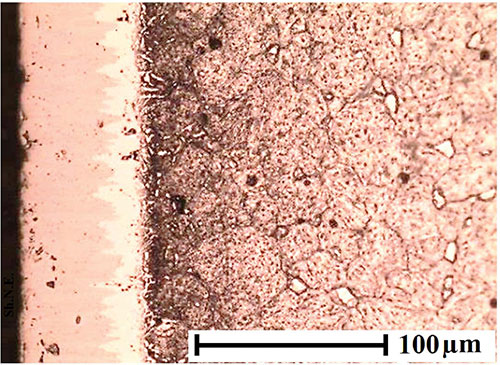
b)
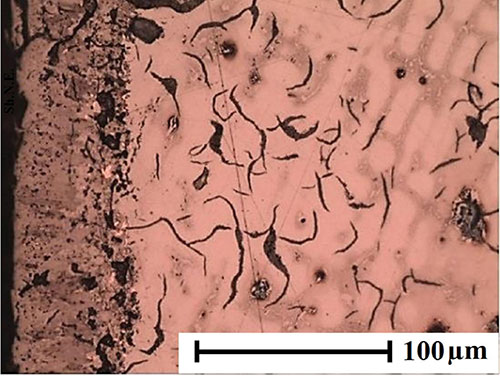
c)
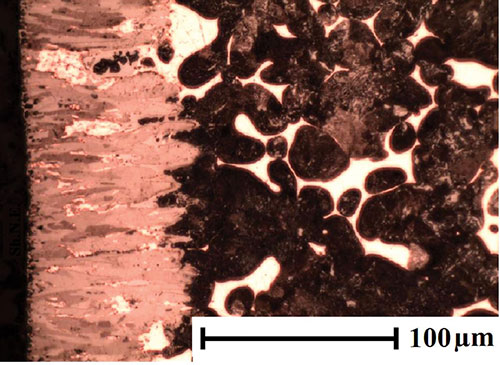
d)
Рис. 1. Структура боридных слоев после обработки в расплаве Rubor 1 при 950°С в течение 4 часов: a) сталь 40Х, b) 14Х17Н2, c) чугун ЧН15Д, d) порошковый материал ПК90Д25.
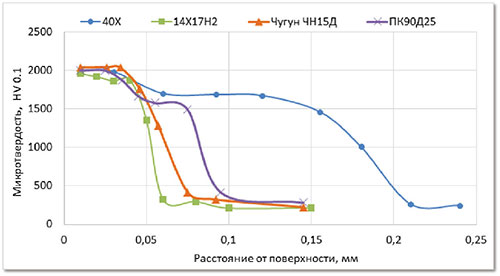
Рис. 2. Микротвердость боридных слоев после борирования в расплаве Rubor 1 при 950°С в течение 4 часов.
Поверхностная зона отвечает бориду FeB (1800…2200 HV0,1), под которым располагается зона боридов Fe2B (1500…1800 HV0,1). Впечатляет.
Управление структурой и свойствами покрытий
Однофазные и двухфазные слои
Возможности технологии жидкостного борирования таковы, что, меняя активность ванны, можно получать как двухфазные, так и однофазные слои.
a) b)
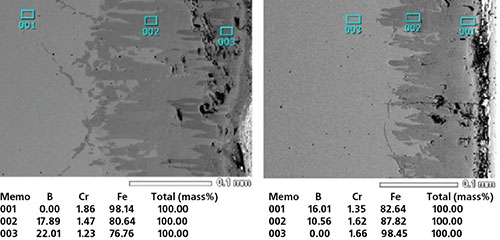
Рис. 3. Микроструктура и послойный химический состав стали 25Х2М1Ф после жидкостного борирования при 950°С в течение 3 часов в расплаве Rubor 1 (а) и в расплаве, обедненном по бору (б).
Во многих случаях это может быть актуальным с точки зрения получения менее хрупких слоев с повышенными коррозионными свойствами, так как известно, что диффузионные слои, состоящие преимущественно из борида Fe2B, являются более стойкими во многих средах, чем двухфазные слои, состоящие из боридов Fe2B и FeB.
К преимуществам следует отнести и то, что промывка деталей после борирования в расплаве Rubor 1 проводится в горячей воде методом окунания в промывочный бак с барбатером. Остатки соли легко растворяются в воде, при этом не выявляются изменения шероховатости поверхности и какие-либо дефекты: язвы, трещины, сколы и другие.
Следует отметить, что технология жидкостного борирования позволяет легко проводить последующие операции закалки для придания окончательных свойств сердцевине.
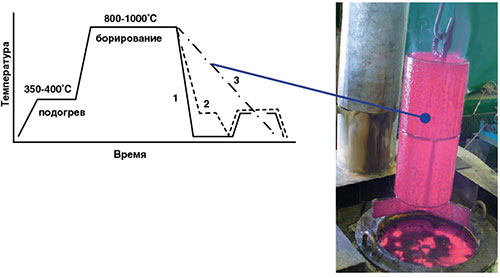
Рис. 4. Технологическая схема жидкостного борирования с последующей термообработкой: закалка (1), закалка с изотермической выдержкой (2), охлаждение на воздухе (3).
Применение в нефтедобывающей отрасли
Повышение ресурса насосов
Широкое применение технологии борирования для упрочнения деталей сдерживается ввиду малого количества информации по свойствам и примерам возможного применения.
Например, весьма актуальным является вопрос значительного увеличения ресурса центробежных насосов для добычи нефти. При существующей в России гарантии производителей насосов в 1 год одни только затраты на подъем и спуск при ремонте доходят до 10 000 €.
Удвоение ресурса работы таких насосов позволило бы сэкономить нефтедобывающей отрасли более 1 млрд евро в год только за счет снижения издержек на подъем и спуск насоса для ремонта. Представьте себе масштаб!
Стойкость насосов определяется способностью их ступеней сопротивляться коррозионно-абразивному изнашиванию.
Сравнительные испытания различных видов диффузионных покрытий со штатной технологией, включающей изотермическую закалку, показывают 4-кратное повышение износостойкости при трении металл по металлу в присутствии абразива как для пар трения, изготовленных из чугуна, так и из порошкового материала.
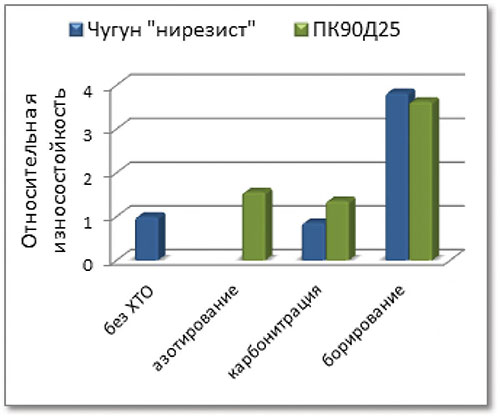
Рис. 5. Износостойкость порошкового материала ПК90Д25 и чугуна «Нирезист» после испытаний в растворе 30% Сож + 70% воды с введением 10 г/л Al2O3 (имитатор абразива).
| Параметр | Штатная технология | После борирования | Улучшение |
|---|---|---|---|
| Износостойкость (чугун) | 1,0 | 4,0 | в 4 раза |
| Износостойкость (порошок) | 1,0 | 4,0 | в 4 раза |
| Коррозионная стойкость (NaCl+HCl) | 1,0 | 4,0 | в 4 раза |
| Коррозионная стойкость (HCl 10%) | 1,0 | 10,0 | в 10 раз |
| Твердость поверхности | до 800 HV | до 2200 HV | в 2,75 раза |
Результаты испытаний и внедрение
Коррозионно-абразивная стойкость
Коррозионная стойкость борированного слоя в специальных средах, имитирующих пластовую жидкость (водный раствор 5% NaCl+3%HCl) и жидкость для промывки насосов (водный 10% раствор HCl), повышается в 4 и 10 раз соответственно.
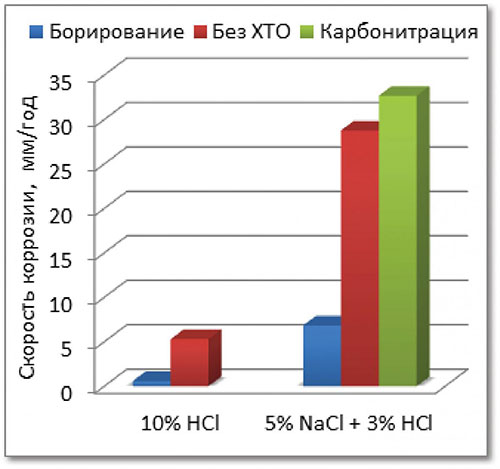
Рис. 6. Коррозионная стойкость чугуна «Нирезист» в различных средах при t = 50°C, 4 часа.
Технология жидкостного борирования прошла успешную проверку на целом ряде деталей в различных отраслях промышленности.

Рис. 7. Примеры применения технологии жидкостного борирования: втулки ступеней ЭЦН, лемеха плугов, экструзионные матрицы, направляющие аппараты центробежных насосов, запорно-регулирующая арматура, шнеки экструдеров, плунжеры насосов, сопла горелок, резьбонакатной инструмент и другие.
Для реализации технологии жидкостного борирования с последующей закалкой спроектирован комплекс оборудования с модульной компоновкой.
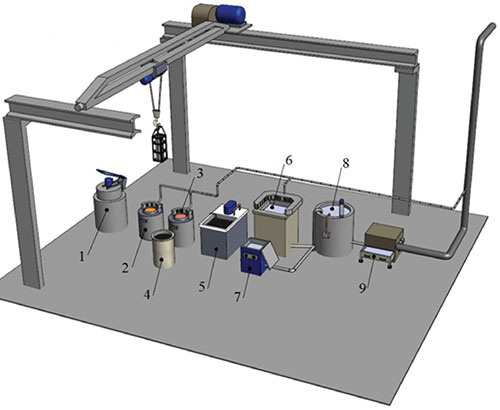
Рис. 8. Технологическая линия жидкостного борирования: 1 — печь подогрева, 2 — печь-ванна борирования, 3 — печь-ванна подстуживания, 4 — емкость с закалочной жидкостью, 5 — печь-ванна изотермической выдержки, 6 — ультразвуковая мойка, 7 — бак ополаскивания, 8 — накопитель промстоков, 9 — испаритель промстоков.
Отличительной особенностью данного оборудования является отсутствие жидких отходов и возможность проведения всего цикла химико-термической обработки поверхности и термической обработки деталей для придания окончательных свойств сердцевине. Это серьезно.
Сочетание эксплуатационных свойств деталей после борирования открывает принципиально новые возможности применения этой химико-термической обработки для целого ряда деталей, работающих в условиях коррозионно-абразивного изнашивания, что недостижимо другими методами упрочнения.
Реализация на основе инженерии поверхности потенциальных возможностей технологии жидкостного борирования позволяет решать ряд научно-технических проблем, в том числе повышения и стабилизации почти на предельном уровне эксплуатационных характеристик деталей машин и агрегатов в целом, особенно работающих в условиях одного из самых тяжелых видов износа — коррозионно-абразивного изнашивания.
Неплохой результат для отрасли, согласитесь.
С. Г. Цих, В. Н. Мартынов, Н. Е. Шкляр
e-mail: info@termohim.com

