

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРИСПОСОБЛЕНИЯ УНИВЕРСАЛЬНЫЕ
НАЛАДОЧНЫЕ
И СПЕЦИАЛИЗИРОВАННЫЕ НАЛАДОЧНЫЕ
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 31.0151.01-90
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО УПРАВЛЕНИЮ
КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ПРИСПОСОБЛЕНИЯ УНИВЕРСАЛЬНЫЕ Общие технические условия Universal and specialized adjusting devices. |
ГОСТ |
Срок действия с 01.07.91 до 01.07.96
Настоящий стандарт распространяется на изготавливаемые в виде товарной продукции или для внутреннего применения универсальные наладочные и специализированные наладочные станочные приспособления к металлорежущим станкам со стандартными параметрами, размерами и технико-эксплуатационными характеристиками.
Стандарт устанавливает серии приспособлений, конструктивные элементы и их основные размеры и параметры, нормы точности, показатели надежности, технические требования, правила приемки, методы испытаний, правила маркировки, упаковки, транспортирования и хранения, правила выбора и проектирования приспособлений.
Стандарт входит в состав документов на технологическую оснастку, определяемый по ГОСТ 31.0000.01.
1. СЕРИИ ПРИСПОСОБЛЕНИЙ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ИХ ОСНОВНЫЕ РАЗМЕРЫ И ПАРАМЕТРЫ
1.1. В зависимости от прочностных характеристик конструктивных элементов, образующих базовые и присоединительные поверхности и их крепежные соединения, устанавливают 4 серии приспособлений. Номера серий и их основные эксплуатационные силовые характеристики - по табл. 1.
Таблица 1
|
Серии приспособлений, приравненных по прочности соединений к Т-образному пазу по ГОСТ 1574 |
Характеристика допустимых нагрузок и предельных размеров обрабатываемых поверхностей |
|
10 |
Легкие деформирующие нагрузки. Обработка стальных заготовок размером до 100?100?100 мм, сверление отверстий диаметром до 12 мм, обработка заготовок из легких сплавов размером до 300?300?250 мм. |
|
14 |
Нормальные деформирующие нагрузки. Обработка стальных заготовок размером до 300?300?250 мм, сверление отверстий диаметром до 20 мм, обработка заготовок из легких сплавов размером свыше 300?300?250 мм. |
|
18 |
Повышенные деформирующие нагрузки. Обработка заготовок из труднообрабатываемых материалов размером до 300?300?250 мм, обработка стальных заготовок размером свыше 300?300?250 мм, сверление отверстий диаметром до 30 мм. |
|
22 |
Высокие деформирующие нагрузки. Обработка заготовок из труднообрабатываемых материалов размером свыше 300?300?250 мм, сверление отверстий диаметром свыше 30 мм. |
1.2. Числовые значения указанных в табл. 1 характеристик допустимых нагрузок для основных типов приспособлений устанавливаются по пп. 2.2.3 - 2.2.6 настоящего стандарта.
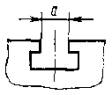
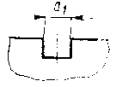
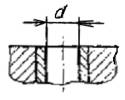
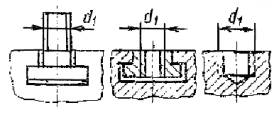
1.3. Номенклатура конструктивных элементов и крепежных соединений, применяемых на базовых и присоединительных поверхностях приспособлений, и их размеры должны соответствовать указанным на черт. 1 и в табл. 2.
В случаях необходимости применения в компоновках приспособлений деталей и сборочных единиц УСП по ГОСТ 31.111.41 и УСПО по ГОСТ 31.121.41, их установка на базовых и присоединительных поверхностях должна обеспечиваться за счет применения специальных переходных элементов. Пример применения - в приложении 2.
Шаг между пазами
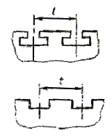
Ширина Т-образных пазов
Ширина П-образных пазов
Диаметр отверстий под установочные пальцы
Диаметр крепежных резьб
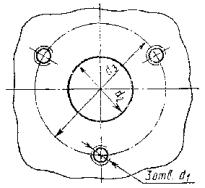
Диаметр центрального базового отверстия

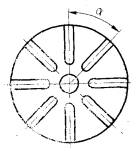
Угловой шаг между пазами, базовыми и крепежными отверстиями
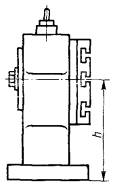
Высота центров
Черт. 1
1.4. Допускается разработка приспособлений других серий с параметрами, указанными в табл. 3.
Таблица 2
Размеры, мм
|
Серии станочных приспособлений |
t |
а |
a1 |
d |
d1 |
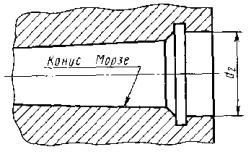
d2 |
? |
h По Ra10 ГОСТ 6636 |
Конус Морзе |
||||
|
не воспринимающих усилий резания |
воспринимающих усилия резания |
Исполнения |
|||||||||||
|
1 |
2 |
3 |
4 |
||||||||||
|
10 |
40 |
10 |
8; 10 |
8; 10 |
М6 |
М8; М10 |
25 |
90° |
45° |
120° |
60° |
От 40 до 630 |
2 |
|
14 |
60 |
14 |
10; 14 |
10; 14 |
М8 |
М12; М16 |
40 |
3 |
|||||
|
18 |
80 |
18 |
14; 18 |
14; 18 |
М10 |
М16; М20 |
50 |
45° |
22° 30° |
60° |
30° |
4 |
|
|
22 |
100 |
22 |
18; 22 |
18; 22 |
М12 |
М20; М24 |
85 |
5 |
|||||
1.5. Размеры конструктивных элементов для приспособлений серий, указанных в табл. 3, устанавливаются в технических условиях и (или) конструкторской документации с учетом зависимости размеров от серий, изложенных в табл. 2.
1.6. Определение базовых поверхностей для установки наладок и съемных (агрегатируемых) функциональных частей приспособлений, применяемых размеров конструктивных элементов и их расположения в пространстве - по черт. 2 - 26 и табл. 2 - 14. Применение базовых поверхностей других исполнений не допускается.
Таблица 3
мм
|
Серии станочных приспособлений |
t |
а |
|
8 |
30 |
8 |
|
12 |
50 |
12 |
|
28 |
120 |
28 |
|
36 |
160 |
36 |
Не указанные в табл. 2 - 14 линейные размеры А и А1 между отверстиями для образования схем базирования следует выбирать из ряда: 20, 25, 30, 40, 50, 60, 80, 100, 120, 160, 200, 240, 320, 400 мм.
Общий случай баз для установки наладок
(см. табл. 2)
Для исполнения 1 - A1 = A
Для исполнения 2 - A1 = A/2
Черт. 2
Расположение отверстий для установки наладок не требующих точной угловой фиксации (см. табл. 2)
Черт. 3
Расположение отверстий для установки наладок в кондукторах (см. табл. 2)
Для исполнения 1 - А1 = А
Для исполнения 2 - А1 = А/2
Черт. 4
Расположение отверстий для установки наладок на прижимных планках (см. табл. 2)
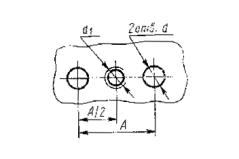
Черт. 5
Отверстие и пазы для установки наладок на горизонтальной плоскости портальных кондукторов (см. табл. 2)
Черт. 6
Расположение отверстий для установки наладок на узких участках (см. табл. 2)
Черт. 7
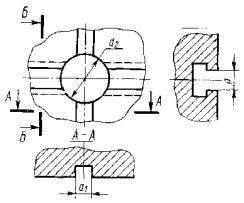
Базирование наладок в кондукторах кантуемых и со сменными вкладышами (см. табл. 4)
(Установочный винт не показан)
Черт. 8
Отверстие для установки базовых штырей на токарных планшайбах (см. табл. 4)
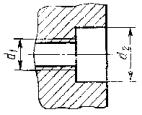
Черт. 9
Таблица 4
мм
|
Серия станочных приспособлений |
d |
d1 |
d2 |
|
10 |
10 |
М8 |
25 |
|
14 |
14 |
М12 |
40 |
|
18 |
18 |
М16 |
50 |
|
22 |
22 |
М20 |
85 |
Отверстия для установки наладок в центре токарных планшайб (см. табл. 5)
Черт. 10
Отверстия и паз для установки наладок, требующих угловой фиксации в центре столов, стоек и т.д. (см. табл. 5)
Черт. 11
Таблица 5
мм
|
Серии станочных приспособлений |
d |
d1 |
d2 |
d3 |
a |
|
10 |
М8 |
М6 |
25 |
60 |
10 |
|
14 |
М12 |
М8 |
40 |
75 |
14 |
|
18 |
М16 |
М10 |
50 |
80 |
18 |
|
22 |
М20 |
М12 |
85 |
120 |
22 |
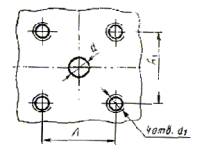
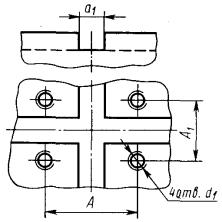
Отверстия для установки наладок на тисках (см. табл. 6)
Черт. 12
Таблица 6
мм
|
Серия |
А |
А1 |
d |
d1 |
|
14 |
80 |
20 |
14 |
М12 |
|
100 |
25 |
|||
|
120 |
30 |
|||
|
18 |
100 |
25 |
18 |
М16 |
|
120 |
30 |
|||
|
160 |
40 |
|||
|
22 |
160 |
40 |
22 |
М20 |
|
200 |
50 |
|||
|
240 |
60 |
Отверстие для установки оправок, центров, опор в поворотно-делительных стойках (см. табл. 2)
Черт. 13
Пазы для базирования съемных узлов (см. табл. 2)
Черт. 14
Отверстия и пазы для установки наладок на горизонтальных плоскостях наладочных тисков, съемных узлов (см. табл. 2, п. 1.6)
Черт. 15
1.7. Базовые поверхности для установки агрегатных пневматических приводных устройств - по черт. 16. Размер d3 устанавливается из ряда для размеров А и А1, указанного в п. 1.6.
Присоединительные места для пневмоцилиндров (см. табл. 7)
Черт. 16
Таблица 7
Размеры, мм
|
Рабочий диаметр цилиндра пневмопривода |
d |
d1 |
d2 |
Присоединительная резьба под трубопровод d4 |
|
50; 63; 80; 100 |
10 |
М8?1 |
25 |
M12?1,5 или K 1/4" |
|
125; 160 |
12 |
М10?1,25 |
40 |
М16?1,5 или K 3/8" |
|
200; 250 |
14 |
М12?1,25 |
50 |
М18?1,5 или K 1/2" |
|
320 |
18 |
М16?1,5 |
85 |
М24?1,5 или K 3/4" |
Присоединительные места для гидроцилиндров (см. табл. 8)
Исполнение 1
Исполнение 2
Черт. 17
Таблица 8
мм
|
D |
d |
d1 |
d2 |
d3 |
S h13 |
|
40 |
22 |
M12?1,25 |
M42?1,5 |
M14?1,5 |
19 |
|
50 |
25 |
М16?1,5 |
M48?1,5 |
или |
22 |
|
63 |
32 |
M20?1,5 |
M56?1,5 |
K 1/4" |
30 |
|
80 |
36 |
М24?2 |
M60?1,5 |
М16?1,5 |
32 |
|
100 |
45 |
М30?2 |
M72?1,5 |
или K 3/8" |
41 |
1.8. Номинальное давление: для пневматических приводов - 0,4 МПа (4 кгс/см2) и 0,63 МПа (6,3 кгс/см2); для гидравлических приводов - 6,3 МПа (63 кгс/см2) и 10 МПа (100 кгс/см2).
Размеры под ключ для приводных механизмов (см. табл. 9)
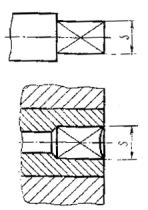
Черт. 18
Таблица 9
|
S, мм h13 |
Максимальный крутящий момент на ключе, даН·м |
|
6 |
3,5 |
|
9 |
7,5 |
|
11 |
16,0 |
|
14 |
20,0 |
|
17 |
46,0 |
1.9. Базы для установки приспособлений на станках токарной группы выполняются исполнений:
а) устанавливаемые на резьбовые концы шпинделей - по ГОСТ 16868;
б) устанавливаемые на фланцевые концы шпинделей станков под поворотную шайбу - по ГОСТ 12593;
в) устанавливаемые на фланцевые концы шпинделей станков - по ГОСТ 12595.
Размеры элементов схемы базирования наладок на токарных планшайбах приведены на черт. 19 и в табл. 10.
Отверстия для базирования наладок на токарных планшайбах (см. табл. 10).
1 - наладка; 2 - соединительное кольцо
Черт. 19
Таблица 10
Размеры, мм
|
Наибольший диаметр обработки |
d1 |
d2 |
d3 |
d4 |
|
250 |
М12 |
13 |
200 |
- |
|
320 |
М16 |
17 |
250 |
- |
|
400 |
320 |
|||
|
500 |
400 |
|||
|
630 |
500 |
|||
|
800; 1000 |
400 |
1.7. Для установки фрезерных приспособлений на плоскости стола станка в их корпусной части необходимо предусматривать наличие двух сменных пальцев или шпонок. Размеры установочных элементов для фрезерных приспособлений приведены на черт. 20 и 21 и в табл. 11.
Установочные элементы фрезерных приспособлений (см. табл. 11)
1 - стол; 2 - плита
Черт. 20
Таблица 11
Размеры, мм
|
Серии станочных приспособлений |
d |
d1 |
b |
b1 |
A, не менее |
с |
|
10 |
10 |
М8 |
10 |
20 |
16 |
2 |
|
14 |
14 |
М12 |
14 |
30 |
20 |
|
|
18 |
18 |
М16 |
18 |
38 |
25 |
3 |
|
22 |
22 |
М20 |
22 |
44 |
28 |
1.11. Сверлильные приспособления должны иметь проушины и места под приж;
