Прорыв в обработке: CVD-алмазы меняют правила игры
Скажу прямо: в современном производстве наукоемкой продукции без алмазного инструмента никуда. Высокая твердость и феноменальная износостойкость — вот что выделяет алмаз среди остальных материалов. Представьте: он справляется даже с самыми труднообрабатываемыми поверхностями.
Трудно найти отрасль, где бы не применяли алмазную обработку. Точение, фрезерование, сверление, шлифование, хонингование, доводка, полирование — список внушительный. А ведь еще есть правка абразивного инструмента и упрочнение поверхностей.
Что способствует расширению применения? Во-первых, совершенствование синтеза алмазного сырья: от шлифпорошков до наноалмазов, от монокристаллов до поликристаллов. Во-вторых, появление принципиально новых технологий. И здесь на сцену выходят CVD-алмазы.
Термохимическое осаждение: алмазы из паровой фазы
Метод CVD (chemical vapor deposition) — это термохимическое осаждение из газовой фазы. Звучит сложно, но принцип понятен: смесь водорода и метана под воздействием микроволновой плазмы или тлеющего разряда разлагается. Атомы углерода осаждаются на подготовленную подложку, формируя алмазную структуру.
Технология шагнула далеко вперед. Сегодня выращивают алмазные пластины диаметром до 300 мм и толщиной несколько миллиметров. Это уже не лабораторные образцы, а вполне промышленные изделия.
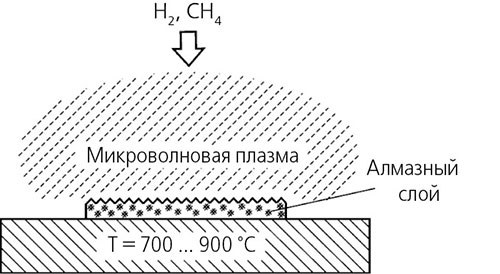
Рис. 2. Схема процесса получения пленок и покрытий из CVD-алмазов.
Где применяют CVD-продукты
Области применения поражают разнообразием:
- исходное сырье для оптики, электроники, микромеханики, медицины;
- поликристаллические алмазы нового поколения для режущего инструмента;
- увеличение кристаллов с 50–100 до 250–500 мкм;
- изготовление алмазного абразивного инструмента: кругов, хонов, разверток, притиров;
- нанесение алмазных покрытий на режущий инструмент и детали.
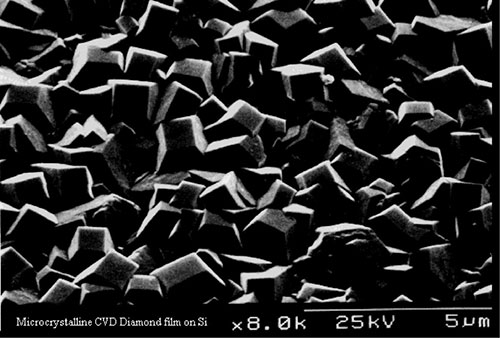
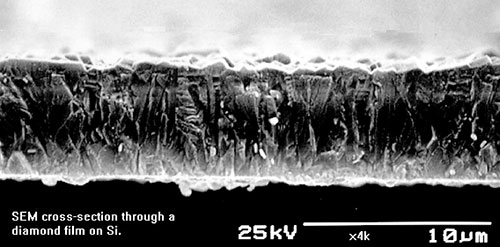
Рис. 3. Поверхность и структура алмазной пленки.
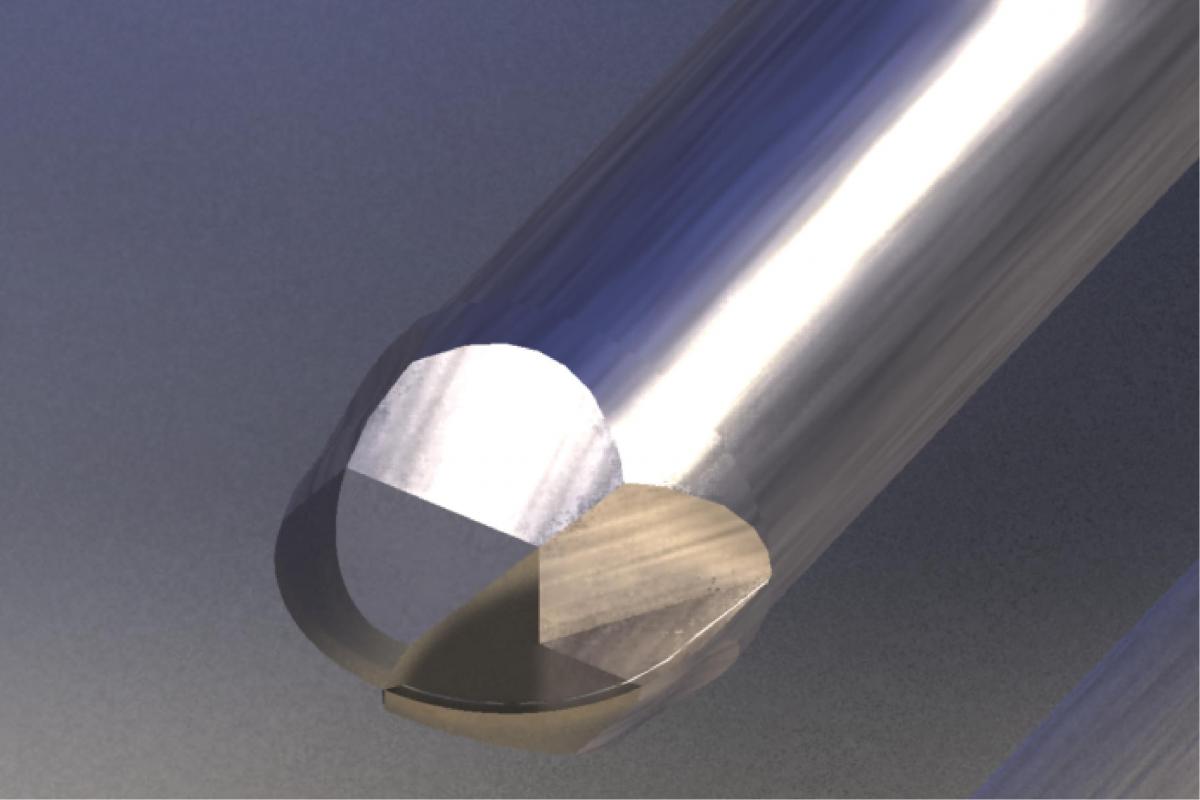
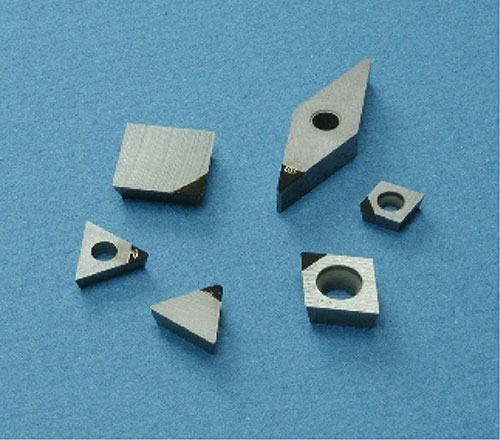
Рис. 4. Фреза для высокоскоростного фрезерования с рабочей частью из CVD-алмаза и твердосплавные пластины с вставками из CVD-алмазов.
Металлизация: как увеличить прочность на 22%
Один из самых эффективных способов повысить износостойкость алмазного инструмента — металлизация сверхтвердых материалов. Отечественная и зарубежная практика давно доказала целесообразность этого подхода.
Как работает металлизация
Суть проста: алмазные зерна заключают в металлическую оболочку. Покрытие заполняет микротрещины, увеличивая прочность зерен. Результат? Прочность алмазных зерен, покрытых никелем, вырастает на 22%. Впечатляет, правда?
Степень металлизации варьируется от 40% до 100% в зависимости от условий работы и вида операции. При 100% металлизации масса покрытия равна массе самого алмазного зерна.
Помимо упрочнения, покрытия решают еще две задачи: защищают алмаз от окисления при спекании в металлических связках и создают развитую поверхность для лучшего сцепления с матричным материалом.
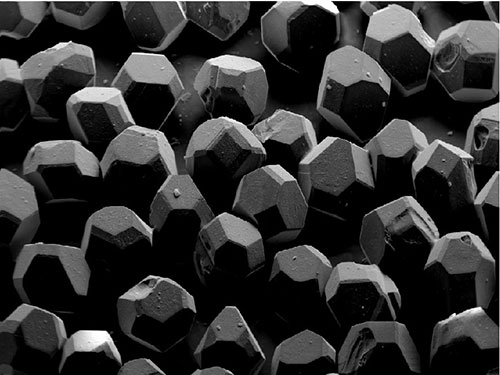
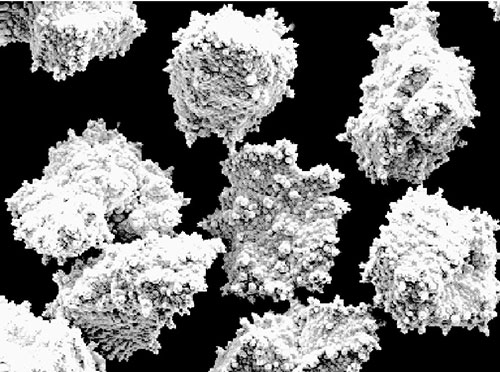
Рис. 5. Алмазы с разной степенью металлизации.
Методы нанесения покрытий
Для металлизации используют три основных метода:
- вакуумное осаждение;
- термохимические методы;
- гальванические методы.
Каждый имеет свои преимущества. Выбор зависит от конкретных требований к инструменту и экономических соображений.
Инновационные материалы корпусов и рабочие слои
Прогресс не стоит на месте. Появляются новые материалы для корпусов инструмента, в частности, композиционные углерод-углеродные материалы. Легкие, прочные, термостойкие — идеальное сочетание для высокоскоростной обработки.
Конструктивные новшества
Инженеры разрабатывают круги с внутренним подводом охлаждающей жидкости. Это не просто удобство — такой подход кардинально меняет тепловой режим обработки. А круги с регулярной структурированной рабочей поверхностью обеспечивают предсказуемый и стабильный результат.
Технологии формирования рабочего слоя
Здесь настоящий прорыв. Электроразрядное спекание (SPS), селективное лазерное спекание, сверхзвуковое газопламенное напыление (HVOF), газодинамическое (холодное) напыление, вакуумная пропитка — выбор технологий впечатляет.
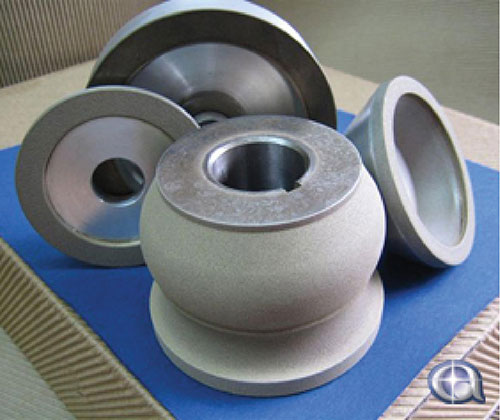

Рис. 6. Инструмент с алмазным рабочим слоем, полученным сверхзвуковым газопламенным напылением.
Каждая технология имеет свою нишу. HVOF, например, обеспечивает высокую плотность покрытия и отличную адгезию. Холодное напыление позволяет работать с термочувствительными материалами.
Сверхтвердые композиты: 92% алмазной фазы
Созданы новые композиционные наноматериалы с объемным содержанием сверхтвердой фазы до 92%. Это алмазно-твердосплавные материалы, жаростойкие композиты на основе кубического нитрида бора (КНБ) на вольфрам-рениевой, керамических и металлокерамических матрицах.
Отечественные разработки
В ОАО «ВНИИАЛМАЗ» разработана группа технологий изготовления высоконаполненного материала без использования высоких давлений. В основе — применение мелкодисперсных и нанопорошков упрочняющей фазы и связки. Технологии защищены патентами РФ.
Аналоги этих материалов включают:
- композиты на металлокерамической и металлической связке;
- спеченные поликристаллические сверхтвердые материалы: АСПК, СВСП, Славутич, Эльбор, Бельбор;
- твердосплавно-алмазный композиционный материал (ТАКМ);
- зарубежные композиты PDC (Polycrystalline Diamond Composite) и TSP (Thermally Stable Polycrystalline Diamond);
- ABNNC (агрегированный нанокомпозит нитрида бора);
- BAM (комбинация AlMgB14 с TiB2).
Гибридные связки с графеном и наноалмазами
Модифицирование известных и создание новых связок — одно из перспективных направлений. Используют наноалмазы, другие нанопорошковые материалы, графен. Цель — обеспечить равномерное или функционально-градиентное распределение сверхтвердой фазы.
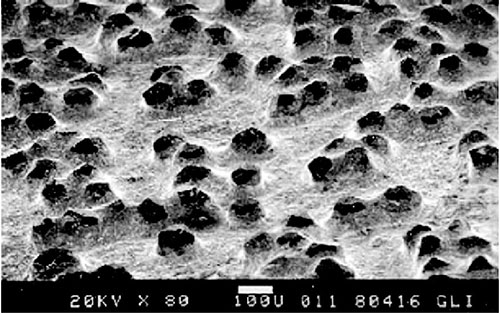
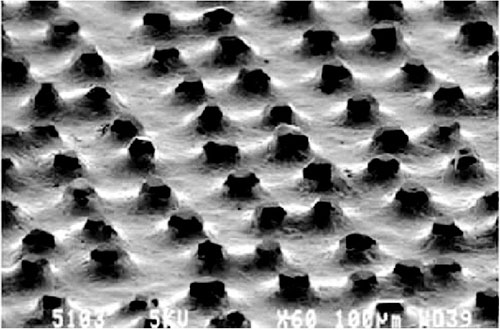
Рис. 7. Расположение алмазных зерен на рабочей поверхности. Произвольное (слева) и равномерное (справа).
Органические связки на основе ПТФЭ
Перспективны органические связки на основе политетрафторэтилена (ПТФЭ). Почему? Это один из наиболее термостойких полимеров с температурой разложения 415°C. И он не склонен к вязкотекучести при высоких температурах. Серьезное преимущество.
Модифицированные связки: реальные результаты
В ОАО «ВНИИАЛМАЗ» исследовали модифицирование органических связок специальными антифрикционными и упрочняющими присадками с добавлением оксида графена, висмута и кобальта.
Производственные испытания на станке 1М63 «САСТА» при обработке изделий из конструкционной кварцевой керамики «Ниасит» дали впечатляющие результаты:
- удельный износ алмазоносного слоя уменьшился в 1,83 раза;
- производительность выросла на 26%;
- качество поверхности соответствует требованиям документации.
Гибридные и кластерные связки
Появился новый класс связок — гибридные (органо-металлические). Они сочетают высокую режущую способность и качество обработки органических связок со стойкостью и надежностью металлических.
Развивается применение кластерных кругов. В них кластеры из нескольких алмазных зерен, соединенных связкой одного типа (металлической или керамической), объединены связкой другого типа, например, органической. Результат? Существенное повышение стойкости и производительности.
Наноточение оптики: шероховатость без дифракции
Технология алмазного точения твердых оптических материалов позволяет получать поверхности, практически свободные от дифракционных явлений. Такие поверхности пригодны для использования в видимом и ультрафиолетовом диапазонах.
Физика процесса
На чем основана технология? На том, что хрупкие материалы проявляют себя как вязкие при удалении стружки. Стружка по характеру приближается к сливной. Удаление нанослоев материала толщиной 100–400 нм рассчитывают по критерию H. Bifano:
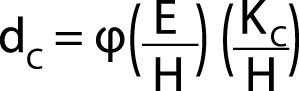
где dC — максимальная толщина слоя, в котором проявляется эффект; γ — коэффициент, зависящий от геометрии режущей части инструмента; E — модуль упругости обрабатываемого материала; H — твердость обрабатываемого материала; KC — коэффициент, учитывающий энергетические свойства поверхности.
Оборудование и режимы
Обработку выполняют на специальном оборудовании с механизмами малых перемещений и ультраточными шпинделями. Подачи не превышают 2,5 мкм/об. Результат — наноразмерная шероховатость.
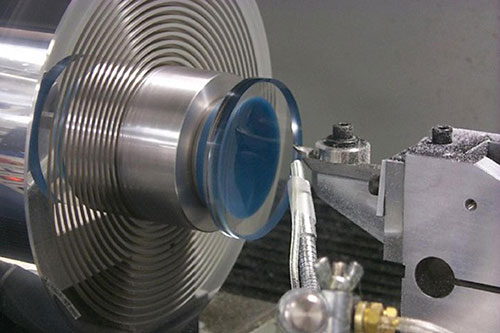
Рис. 8. Алмазное точение деталей оптики.
Микрообработка: детали размером от 25 мкм
Процессы микрообработки (micro machining) интенсивно развиваются. Цель — производство мелкоразмерных деталей и обработка прецизионных элементов для электроники, медицинской техники, аэрокосмического машиностроения, ВПК, ювелирной и часовой промышленности.
Технологии микрообработки
Используют различные методы:
- травление;
- лазерная обработка;
- электронно-лучевая и ионно-лучевая обработка;
- электроэрозионная и электрохимическая микрообработка;
- механическая лезвийная, абразивная и ультразвуковая обработка.
Ведущие фирмы в этой области: Micro Systems Ltd., CIP, Surface Technology Systems (Великобритания), Chuan Liang, Emuge, Datron Dynamics Inc., Remmele Engineering (США), BIG Kaiser Precision Tooling Inc., DMG, Kern (Германия), Takeda Sangyo Co. LTD., Sony (Япония), EV Group (Австрия), Realtek (Австралия).
Механическая обработка малоразмерным инструментом
Механическая лезвийная и абразивная обработка малоразмерными алмазными инструментами незаменима при изготовлении сложнопрофильных деталей и прецизионных отверстий.
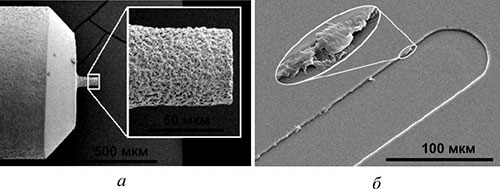
Рис. 9. Инструмент из проводящего синтетического алмаза, полученный электроэрозионной обработкой и обработанный участок поверхности стекла.
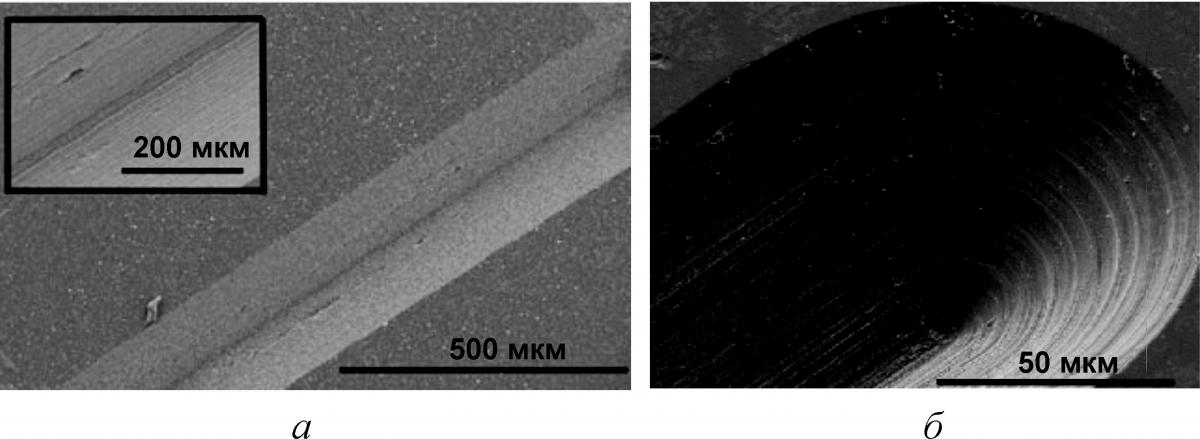
Рис. 10. Канавка, полученная фрезерованием на стекле алмазной фрезой.
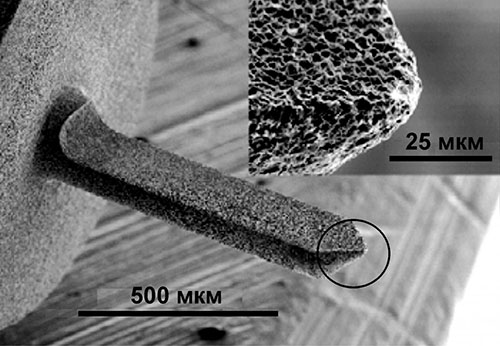
Рис. 11. Инструмент, изготовленный ЭЭО.
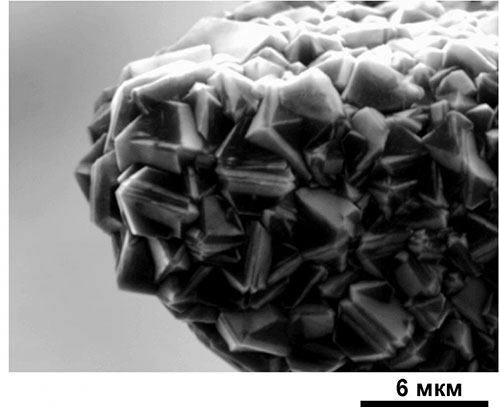
Рис. 12. Рабочая часть инструмента для микрообработки, полученная по технологии CVD.
Изготовление корпусов
Для изготовления корпусов малоразмерного инструмента часто используют электроэрозионную обработку. Благодаря отсутствию контактного взаимодействия с обрабатываемой деталью, получают рабочие части диаметром от 25 мкм.
Для нанесения рабочего слоя применяют:
- гальваническое осаждение;
- электрофоретическое осаждение;
- клеевое нанесение;
- напайку;
- электроэрозионную обработку алмазных спеков;
- осаждение алмазоподобных покрытий по технологиям CVD и PVD.
Высокоскоростное шлифование: рост производительности в 10 раз
Технология высокоскоростного шлифования — один из путей кардинального увеличения производительности и качества. Она дает возможность увеличить производительность обработки по удалению материала в 10 и более раз.
Преимущества высокоскоростного шлифования
Что еще дает эта технология?
- уменьшение сил шлифования;
- устранение остаточных напряжений и прижогов;
- снижение энергоемкости;
- увеличение стойкости кругов;
- улучшение качества поверхностного слоя.
Обычное шлифование производится со скоростью резания 30–35 м/с. При высокоскоростном шлифовании скорость составляет 100–200 м/с. Разница ощутимая.
Конструкция кругов
Высокоскоростное шлифование выполняют кругами с суперабразивами на гальванической и металлической связках. Основы кругов выполнены из металла, что обеспечивает возможность обработки на больших скоростях.
Современная технология получения стальных однослойных алмазных и КНБ кругов обеспечивает точность изготовления ~0,015 мм. В ближайшие годы планируется достигнуть точности 0,005 мм.
Возможна обработка элементов поверхностей с радиусами скругления до 0,5 мм. Элементы профиля круга могут иметь радиус от 0,13 мм. Такие круги не требуют правки.
Точность и долговечность
Корпус круга выполняют из термостойкой стали, а рабочие поверхности покрывают в один слой зернами суперабразива. В качестве связки используют гальванический никель, разработаны также технологии пайки рабочего слоя.
Погрешность рабочих профилей круга после покрытия не превышает 2–3 мкм. Это позволяет обрабатывать зубчатые колеса особо высокой точности.
Высокая точность достигается за счет использования одинакового размера зерен кубического нитрида бора и технологии их закрепления. По истечении срока службы покрытие может регенерироваться. Эту операцию повторяют до 20 и более раз.
| Параметр | Традиционное шлифование | Высокоскоростное шлифование |
|---|---|---|
| Скорость резания, м/с | 30–35 | 100–200 |
| Производительность | Базовая | В 10 и более раз выше |
| Силы шлифования | Стандартные | Уменьшенные |
| Остаточные напряжения | Присутствуют | Отсутствуют |
| Точность кругов, мм | ~0,015 | ~0,015 (планируется 0,005) |
| Количество регенераций | Не применяется | До 20 и более |
Тепловой режим и СОЖ
Отдельные кристаллы суперабразива выступают над связкой на 40–50% их размера. Это обеспечивает эффективный выход стружки и подвод СОЖ.
При высокоскоростном шлифовании однослойными кругами образуется микростружка, подобная по форме стружке при фрезеровании. Этот процесс еще называют высокоэффективным глубинным шлифованием (high-efficiency deep grinding).
Использование высоких скоростей резания и подач при относительно большой глубине резания позволяет обрабатывать твердые стали, титановые и никелевые сплавы с производительностью того же порядка, что и фрезерование обычных сталей. Например, с глубиной резания 10 мм при ширине обработки 100 мм и подаче 76 мм/мин.
Оборудование и режимы обработки
Станки для обработки кругами из суперабразивов, например Edgetek, имеют повышенную мощность (26 кВт) при частоте вращения шпинделя до 14000 об/мин, высокую жесткость и демпфирующую способность.
При диаметре круга 152 мм скорость резания составляет 112 м/с — в четыре раза выше, чем при традиционном шлифовании.
В качестве СОЖ, подаваемого под высоким давлением из нескольких сопел, обычно используют машинное масло или масляную эмульсию.
Важный момент: при обработке в таких условиях только 4% выделяющегося тепла уходит в обрабатываемую деталь. Для сравнения: при обычном шлифовании эта доля составляет 60–70%. Меньшее термическое воздействие позволяет избежать формирования растягивающих остаточных напряжений.
На обработанных деталях практически отсутствуют заусенцы, характерные для обычного шлифования никелевых сплавов.
Применение в производстве зубчатых колес
Наиболее широкое применение процесс нашел в производстве зубчатых колес для шлифования зубчатых венцов по сплошному металлу или после предварительного формообразования зубьев и термической обработки.
Высокоскоростное шлифование никелевых сплавов обеспечивает производительность на 50–80% большую, чем фрезерование. Обычно обработку выполняют за 1 или 2 прохода кругами диаметром 152,4 или 203,2 мм.
Применение этой технологии дает возможность обрабатывать все стороны замка литой лопатки турбины из никелевого сплава за 3–4 минуты. Причем один круг без потери точности обеспечивает обработку ~1500 замков.
Очевидно, что в рамках этой статьи невозможно рассмотреть все новые направления алмазной обработки. Их множество. Обработка в магнитореологических алмазных средах, новые технологии доводки притирами из сверхтвердых материалов, внешнего и внутреннего хонингования, ультразвуковая обработка вращающимся алмазным инструментом — все эти направления находятся как в стадиях расширяющегося применения, так и в стадиях развития и исследований.
ОАО «ВНИИАЛМАЗ»
Алексей Георгиевич Бойцов
Валерий Борисович Дудаков
Михаил Игоревич Шкарупа

