СППР: история системы и современные вызовы
В годы плановой экономики сложилась достаточно стройная система планово-предупредительного ремонта технологического оборудования для машиностроения (СППР). Которая позволяла решать следующие задачи:
- ✓ Определять виды плановых ремонтов и их очерёдность
- ✓ Рассчитывать плановую продолжительность ремонтных циклов
- ✓ Оценивать трудоёмкость, материалоёмкость и стоимость планируемых ремонтов
- ✓ Планировать комплекс работ по организации ремонта, включая подготовку кадров, а также технологическую и материальную подготовку
- ✓ Планировать вывод оборудования в ремонт
- ✓ Проводить планирование и анализ эффективности деятельности ремонтной службы предприятия
Шесть пунктов. Шесть задач. И всё — в рамках единой системы.
Но вот загвоздка: эффективная в условиях плановой экономики СППР при рыночной экономике нуждается в модернизации или в переходе на новые принципы организации ремонтной службы.
Почему? Потому что правила игры изменились. А система — нет.
Что такое «ерс» и зачем он нужен
* «ерс» — показатель, который характеризует сложность ремонта определённого вида техники, измеряется в нормо-часах. Например, для металлорежущих станков принято разделять сложность ремонта механической части станка и сложность ремонта электрической и электронной части. Для капитального ремонта 1 «ерс» соответствует трудозатратам в 50 нормо-часов по механической части и 12,5 нормо-часа по электрической части. Если станок имеет 10 «ерс» по механической части и 5 «ерс» по электрической, то это значит, что трудозатраты на капитальный ремонт составят 10×50+5×12,5=562,5 нормо-часа.
Просто? Нет. Но необходимо для расчётов.
Недостатки традиционного подхода: почему СППР устарела
Недостатками СППР в современных условиях являются:
- ✖️ Отсутствие данных по ремонтной сложности («ерс») для нового импортного и освоенного в последние 20 лет отечественного оборудования
- ✖️ Недостаток сведений о показателях надёжности нового оборудования и входящих в его состав комплектующих изделий, на основе которых определяются длительности ремонтных циклов
- ✖️ Внедрение новых принципов при конструировании оборудования, использование в конструкциях неразборных узлов, которые изменяют трудоёмкость ремонтных работ
- ✖️ Значительные материальные и трудовые затраты на проведение ремонта на основе требований СППР, что не всегда актуально в условиях слабой загрузки оборудования
Четыре проблемы. Четыре барьера. И каждый из них тормозит эффективность.
В то же время, появились новые способы проведения ремонта (диагностика, телемониторинг), основанные на инновационных инструментальных средствах.
Прогресс? Безусловно. Но требует пересмотра подходов.
Новые способы ремонта: диагностика вместо графика
Введя понятие «технический сервис», под которым понимается техническое обслуживание и ремонт технологического оборудования, представим его классификацию.
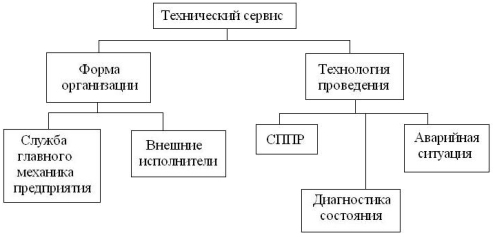 Рисунок 1. Классификация способов организации технического сервиса
Рисунок 1. Классификация способов организации технического сервиса
Классификация технического сервиса: две оси выбора
По форме организации можно выделить:
- → Создание на предприятии собственной службы главного механика
- → Аутсорсинг — привлечение внешних исполнителей
По технологии проведения:
- → СППР (классическая технология)
- → Диагностика технического состояния
- → Ремонт при наступлении аварийной ситуации
Две оси. Шесть вариантов. И каждый — со своими плюсами и минусами.
Внутренняя служба или аутсорсинг: что выбрать
Собственная служба главного механика берёт на себя весь объём работ по предоставлению технического сервиса.
Преимущества:
- ✓ Повышение производительности и качества труда ремонтников благодаря концентрации и специализации производства
- ✓ Оперативное выполнение ремонтных работ
Основной недостаток: неполная загрузка персонала при продолжительных простоях оборудования из-за отсутствия объёма работ по механической обработке.
Аутсорсинг: когда это выгодно
Альтернативой является аутсорсинг, то есть привлечение внешних исполнителей для проведения работ по техническому сервису.
Преимущества:
- ★ Высокое качество выполнения работ
- ★ Сокращение персонала за счёт службы главного механика
Недостатки:
- ✖️ Достаточно большие текущие затраты на технический сервис
- ✖️ Зависимость от внешней организации (предприятие-изготовитель или специализированная фирма)
Исходя из сопоставления преимуществ и недостатков предлагаемых форм организации технического сервиса, следует отметить: первая форма целесообразна для крупных предприятий со значительным парком разнообразного оборудования, которое эксплуатируется в достаточно интенсивном режиме.
В качестве критерия выбора формы организации можно предложить минимум средних годовых затрат на поддержание работоспособности единицы оборудования и минимум потерь от упущенной выгоды из-за её простоя по вине ремонтной службы.
Диагностика технического состояния: как работает вибродиагностика
Диагностика технического состояния предусматривает выявление узлов и деталей, определяющих выход оборудования из строя, и оценку их состояния с использованием инструментальных методов.
Так, например, в работе [2] описан вибродиагностический метод, позволяющий оценивать состояние до 23 параметров металлорежущего станка на основе анализа амплитудно-частотных характеристик. Определяются дефекты подшипников, износ шестерён, дефекты шариково-винтовых пар.
Техническое состояние станка оценивается без его разборки. Что сокращает трудоёмкость выполнения ремонтных работ и снижает их стоимость (по сравнению с затратами на реализацию СППР) на 40–50%.
Просто? Нет. Но экономия — ощутимая.
Ремонт по аварии: почему это риск
Ремонт при наступлении аварийной ситуации крайне не эффективен. Почему?
- ✖️ Внеплановые простои оборудования могут привести к травмам и срыву сроков выполнения запланированного объёма работ
- ✖️ Выход из строя небольшой детали или узла при работающем оборудовании может привести к поломке всего агрегата
Два риска. Два аргумента против «работы до отказа».
Кривая износа: где заканчивается экономия и начинается риск
Для оценки области эффективности СППР и диагностики состояния рассмотрим кривую нарастания износа для машиностроительной продукции.
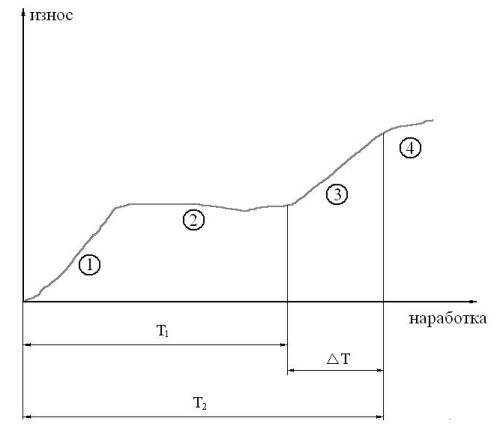 Рисунок 2. Кривая нарастания износа оборудования
Рисунок 2. Кривая нарастания износа оборудования
Четыре этапа износа: от приработки до отказа
На кривой можно выделить четыре этапа:
- Этап приработки: довольно большой износ, связанный с приработкой. Обычно на этом этапе оборудование эксплуатируется на пониженных режимах
- Этап безопасного износа: нормальная работа, износ растёт предсказуемо
- Переход к критическому износу: износ ускоряется, риск отказа растёт
- Критический износ: оборудование близко к отказу
Система ППР предусматривает наработку Т1, после чего оборудование подлежит капитальному ремонту.
Используя диагностику технического состояния, можно обеспечить рост наработки до величины Т2. Разность наработок ΔТ обеспечивает дополнительный выпуск продукции и получение дополнительной прибыли.
Таким образом, переход на технический сервис по диагностике обеспечивает эффективность, благодаря:
- ✓ Снижению трудоёмкости ремонтных работ
- ✓ Увеличению наработки
- ✓ Уменьшению длительности ремонта
Три выгоды. Три аргумента в пользу диагностики.
Экономическая эффективность: точка безубыточности
Графически зоны эффективности СППР и ремонта по диагностике технического состояния можно определить, используя экономико-математический аппарат определения точки безубыточности.
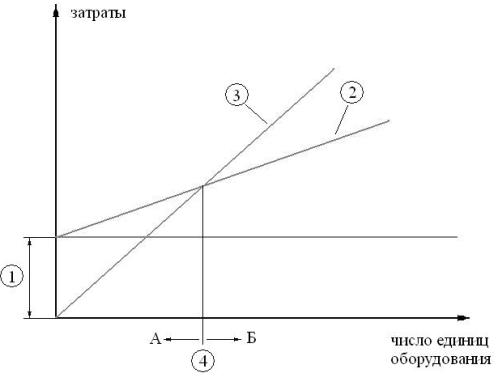 Рисунок 3. Области эффективности организации технического сервиса с использованием СППР и диагностики технического состояния
Рисунок 3. Области эффективности организации технического сервиса с использованием СППР и диагностики технического состояния
Как работает график: прямые, пересечения, зоны
Считаем, что суммарные затраты на поддержание оборудования в работоспособном состоянии носят линейный характер (пропорциональны числу единиц оборудования).
При работе по СППР затраты линейно нарастают в зависимости от числа единиц оборудования в парке (прямая 3). При использовании системы диагностики необходимо понести первоначальные затраты на приобретение средств диагностики и обучение персонала (прямая 1), после чего затраты становятся пропорциональны числу единиц оборудования в парке (прямая 2).
Таким образом, пересечение прямых линий 2 и 3 соответствует моменту, когда диагностика состояния становится более эффективной (зона Б).
| Критерий | СППР (плановый ремонт) | Диагностика состояния |
| Подход к ремонту | По графику, независимо от фактического состояния | По фактическому состоянию, на основе инструментальных данных |
| Трудоёмкость | Высокая (разборка, замена по плану) | На 40–50% ниже (безразборная диагностика, точечный ремонт) |
| Наработка до ремонта | Т1 (фиксированная) | Т2 > Т1 (увеличена за счёт мониторинга) |
| Первоначальные затраты | Минимальные | Высокие (средства диагностики, обучение) |
| Эффективность при малом парке | Выше | Ниже (не окупаются первоначальные вложения) |
| Эффективность при крупном парке | Ниже | Выше (экономия масштаба) |
Выводы: когда диагностика выгоднее планового ремонта
Что в сухом остатке? СППР — это не «плохая» система. Это система, которая работала в других условиях. В плановой экономике, где оборудование — одно, загрузка — полная, а простои — недопустимы.
Но в рыночной экономике правила другие. Оборудование — разное. Загрузка — переменная. А простои — иногда выгоднее, чем ремонт «на всякий случай».
Диагностика технического состояния — это не «модно». Это эффективно. Но только там, где парк оборудования достаточно велик, чтобы окупить первоначальные вложения в средства диагностики и обучение персонала.
Заметьте: не «или-или». А «когда-что». Для малого парка — СППР. Для крупного — диагностика. Для аварийных случаев — только профилактика.
А в машиностроении, где каждый час простоя — это деньги, именно такой подход даёт результат. Не догма. А расчёт.
А. А. Корниенко,
д. т. н, профессор
МГТУ СТАНКИН
Литература
1. Типовая система технического обслуживания и ремонта металло- и деревообрабатывающего оборудования, М., «Машиностроение», 1988
2. Ю. И. Савинов Современная комплексная безразборная диагностика технического состояния станков, «СТИН», №9, 2008.

