Почему автоматизация механообработки сложнее, чем кажется
Курс на создание современных автоматизированных производств должен частично решить проблемы высококвалифицированных кадров и стабильного качества продукции. Звучит отлично, правда?
Но давайте разберемся, что происходит на практике.
Процесс механообработки перестает казаться простым, как только речь заходит об автоматизации операций технологического процесса. Опыт использования металлообрабатывающих станков с ЧПУ доказывает: они имеют ограниченную область применения.
С увеличением сложности обрабатываемых деталей даже совершенные импортные системы ЧПУ требуют больше времени на перепрограммирование. И это происходит во время остановки станка! Вынужденные простои дорогостоящего оборудования — реальная проблема.
Еще один момент: системы ЧПУ не предусматривают поправок на глубину резания в процессе износа инструмента. А ведь инструмент изнашивается постоянно!
Гибкие автоматизированные производства: решение проблем ЧПУ
Проблемы ограничения области применения станков с ЧПУ снимаются в условиях гибких автоматизированных производств (ГАП). Они управляются через системы технологической подготовки производства, обеспечивающие полный цикл — от подачи заготовки до складирования готовой детали.
Но и здесь есть узкие места. Совершенству нет предела, как говорится.
Прогнозирование работоспособности режущего инструмента
Резание металла неразрывно связано с работой инструмента. Отказ в результате разрушения, износ свыше допустимого — все это ведет к нарушению работоспособности ГАП.
Статистика авиационной отрасли утверждает: простои по причине инструмента составляют 20% от общих простоев ГАПов.
Представьте: каждый пятый простой — из-за инструмента!
Здесь все должно быть закономерно и спланировано. Поэтому прогнозирование работоспособности режущего инструмента — одна из обязательных функций систем ГАП. Нужна математическая зависимость износа инструмента.
Закономерности износа инструмента при резании
К современному режущему твердосплавному инструменту предъявляются очень высокие, иногда противоречивые требования:
✓ Твердость должна обеспечивать высокую стойкость
✓ Качество твердого сплава должно гарантировать нулевой разброс стойкости в партии
✓ Инструмент должен быть прочным и одновременно противостоять ударным нагрузкам
✓ Способность выдерживать высокие температуры для обработки труднообрабатываемых сталей и сплавов на нормальных скоростях резания
В процессе резания происходит непрерывный неравномерный износ инструмента. Наибольший износ установлен по задней поверхности режущего клина.
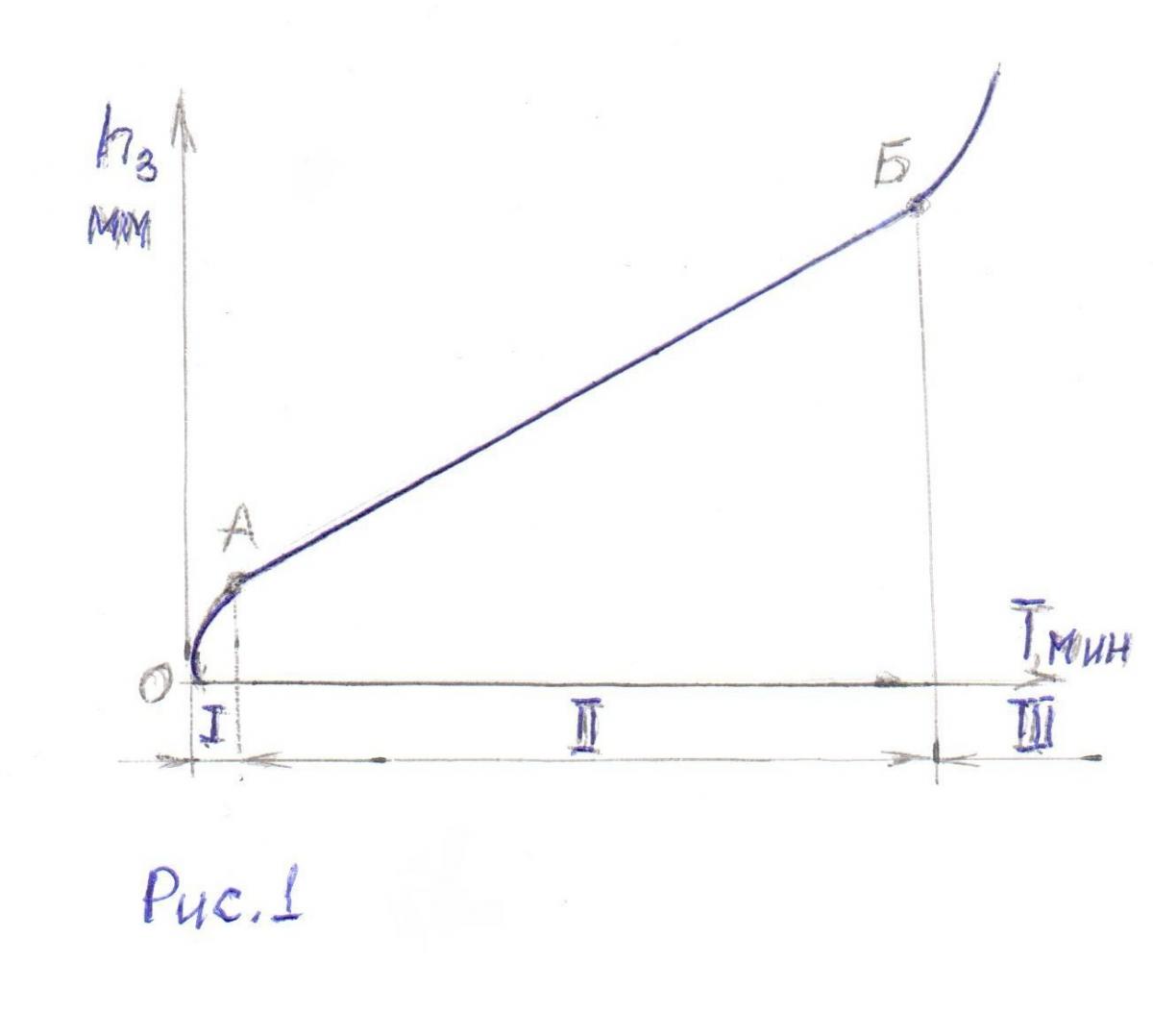
Рис. 1. Периоды износа
Эта закономерность состоит из трех периодов:
I период — начальный износ. Это период притирания режущей кромки. Он очень короткий, и его можно сократить или исключить путем шлифования задней поверхности, тем самым увеличив стойкость инструмента.
II период — основной износ. Происходит в прямолинейной зависимости hз=f(Т). Точка Б — точка допустимого износа.
III период — катастрофический износ. Это явление объясняется «затуплением» режущего клина, возрастают силы трения и температура в зоне резания.
В процессе чистовой и получистовой обработки наблюдаются два вида износа: адгезионный и диффузионный.
Стойкость — это время износа режущего инструмента до допускаемой величины. Допускаемая величина износа зависит от точности обработки:
| Вид обработки | Допустимый износ hз |
|---|---|
| Чистовая и тонкая | 0,4–0,6 мм |
| Получистовая | 0,8 мм |
| Черновая (обдирочная) | Более 1,0 мм |
Стойкость инструмента и оптимальные режимы резания
Стойкость — главная характеристика работы режущего инструмента.
Основной закон стойкости:
V = C / Tm
где:
V – скорость резания (м/мин)
T – стойкость инструмента (мин)
m – показатель относительной стойкости (0,15…0,35)
C – константа, зависящая от свойств обрабатываемого материала
Этот закон лежит в основе всех эмпирических формул оптимальных скоростей резания. В зависимости от вида обработки добавляются характерные элементы режимов резания. Например, для точения:
V = Cv Kv / Tm tx Sy
где:
t – глубина резания (мм)
S – подача (мм/об)
Kv – коэффициент резания
При изменении скорости резания можно получить экстремальную кривую стойкости инструмента. Точка максимума стойкости определяет оптимальные режимы резания и зависит от физико-механических свойств материалов инструмента и детали.
Следствием повышения режущих свойств инструментального материала является увеличение оптимальной скорости резания.
Современные твердые сплавы: от микрон к наноразмерам
Развитие режущих инструментов и инструментальных материалов всегда идет параллельно с появлением новых конструкционных материалов и технологий, направленных на повышение эффективности механообработки.
Твердые сплавы — это основной используемый материал в области инструментальных материалов. Механические свойства твердых сплавов в основном зависят от содержания связки и размера зерен карбидов.
Чем мельче зерно, тем выше прочность на изгиб. Равномерное распределение карбидов в структуре снижает до нуля разброс стойкости. Чем меньше кобальта, тем меньше адгезия в процессе резания (оптимально 6–10% Co).
В мире примерно 400 фирм производят твердосплавные изделия. Но только около 30 из них являются современными, обладающими технологиями производства субмикронных (0,4–0,8 мкм) твердых сплавов.
В группе современных производителей по качеству выделяется фирма Widia Krupp — зернистость карбидов в режущих вставках 0,5–0,6 мкм. У остальных современных производителей 0,6–0,8 мкм.
ОАО «КЗТС» освоил нанотехнологию и начал выпускать стержни для микроинструмента (сверла для плат) из твердого сплава зернистостью 0,4–0,5 мкм.
К сожалению, в наших ГОСТах отсутствуют такие уже общепринятые за рубежом понятия, как:
→ «Субмикронные» (0,5–1,0 мкм) твердые сплавы
→ «Ультратонкие» (0,2–0,5 мкм)
→ «Нанофазные» (менее 0,2 мкм)
Эффективность использования субмикронных твердых сплавов снижается при наличии в структуре крупнозернистых «кирпичей». Существующие косвенные методы определения дисперсности порошков не всегда эффективны.
Для определения качества твердого сплава МГТУ им. Баумана (Ю.З. Болотин, В.Г. Грановский) предлагают использовать удельную электропроводность. На производстве эта проблема остается не решенной.
Нанотехнологии в производстве инструмента
Отмечается тенденция замены карбида тантала TaC в твердых сплавах карбидами гафния HfC, ниобия NbC, хрома CrC, ванадия VC. Это позволяет повысить стойкость инструмента до 40%.
Добавки в связку субмикронных твердых сплавов никеля Ni (или связки на его основе), рутения, рения способствуют:
✓ Увеличению допустимой температуры в зоне резания до 1200°C
✓ Увеличению скорости резания
✓ Повышению стойкости инструмента
Это позволяет эффективно использовать твердые сплавы при обработке труднообрабатываемых материалов.
Автор лично проводил стойкостные испытания твердых сплавов, разработанных ЦНИИКМ «Прометей». При обработке стали 12Х18Н10Т получено повышение стойкости до 8 раз по сравнению со сплавом ВК8.
Представляете? Это более 2,5 часов непрерывного резания без смены инструмента в условиях ГАП!
На базе ОАО «КнААПО» им. Гагарина Нижегородский ГУ им. Лобачевского дорабатывает новейшую технологию высокоскоростного электроимпульсного плазменного спекания нанопорошков WC–Co.
Ожидаемый эффект от изобретения:
→ Повышение стойкости инструмента в 1,5 раза при обработке в авиации труднообрабатываемых материалов
→ Снижение стоимости инструмента на 15–20%
Исследования износостойких карбо-нитридных титановых покрытий в НИИ судового машиностроения при обработке труднообрабатываемых материалов не показали эффекта повышения стойкости. Наоборот, при обработке титана эти покрытия усиливают адгезию, интенсифицируя износ.
Результаты исследований подтверждены в США, где эти покрытия рекомендованы для визуального контроля за износом.
Правда, имеется информация о положительном эффекте многослойных нитридно-карбидных покрытий на основе молибдена, циркония, гафния и тантала.
Перспективные направления развития отрасли
Приведенные примеры можно рассматривать как положительный результат совместной работы науки и производства.
Для решения проблем механообработки отечественных труднообрабатываемых материалов, включая область гибких автоматизированных производств, возникает необходимость объединения усилий специалистов науки и производства с разработкой конкретных согласованных программ и задач на перспективу.
Примером таких работ может служить создание концерна «Кеннаметал» (США).
Проблемными направлениями для поиска решений науки (для начала) в направлении автоматизации механической обработки могут быть:
| Направление | Задача | Ожидаемый результат |
|---|---|---|
| Контроль износа | Система автоматизированного контроля износа режущего инструмента в процессе резания | Высокая точность изготовления деталей в условиях ГАП |
| Компенсация износа | Система компенсации износа инструмента | Стабильное качество без остановок |
| Стружколомающие рельефы | Разработка методики расчета и выбора элементов, универсальных конструкций режущих вставок | Независимость от свойств материалов и режимов резания |
| Нанотехнологии | Промышленная нанотехнология получения субмикронных карбид-порошков | Повышение стойкости инструмента |
| Контроль качества | Способ промышленного контроля размеров субмикронных карбид-порошков (менее 1 мкм) | Стабильность характеристик |
Что имеем в итоге?
Автоматизация механической обработки — это не просто установка станка с ЧПУ. Это комплексная система, требующая:
★ Прогнозирования износа инструмента
★ Оптимальных режимов резания
★ Современных материалов (субмикронные и нанофазные твердые сплавы)
★ Интеграции науки и производства
★ Постоянного совершенствования технологий
Без этого гибкие автоматизированные производства останутся просто дорогой игрушкой с 20% простоев из-за инструмента.
А с правильным подходом — это конкурентное преимущество, которое окупается с лихвой.
В.Г. Плесков
Н.Новгород
E-mail: Pleskovvg2012@yandex.ru
Тел. 8 (901) 801 01 19

