Почему электронная проводимость меняет представление о лазерном нагреве
Несмотря на то, что лазерная поверхностная обработка известна давно, белых пятен, требующих серьезных исследований, еще достаточно много. Процесс взаимодействия фотонов с металлом обусловлен фотон-электронным взаимодействием. Впоследствии он определяется фононной составляющей при электрон-фононном взаимодействии.
До недавнего времени считалось, что электронной подсистемой можно пренебречь при распространении макропереноса тепла. Однако практика показала: не всегда это так. Более того, существуют факты, объяснить которые в рамках известных теорий теплопередачи просто невозможно.
Цель этой работы — попытаться объяснить явления, которые неоднократно наблюдались как при лазерном воздействии, так и при светолучевом облучении металлов.
Мгновенный скачок температуры: загадка для классической теории
К массивному образцу, засверленному по периметру, были присоединены термопары. Наблюдение термоэдс производилось с помощью обычного милливольтметра, стрелка которого показывала температуру нагрева в различных точках.
Удивление вызвало то обстоятельство: с началом облучения массивной пластины для мест, достаточно удаленных от точки попадания лазерного луча, стрелка прибора отклонялась на величину 20-40°C практически мгновенно!
И лишь через некоторое время наблюдался подход основной тепловой волны распространения тепла.
Мгновенный рост температуры при лазерном воздействии объяснить решеточной теплопроводностью невозможно. Рост был одинаков практически сразу во всех точках измерения и происходил при приближении источника тепла — лазерного луча.
Такое поведение температуры можно объяснить только электронной проводимостью тепла при лазерном облучении.
Эксперименты с заземлением: неожиданные результаты
Несколько одинаковых образцов небольших размеров (диаметром 6 мм и высотой 10 мм) были подвергнуты облучению. К части образцов были начеканены проводники с различной толщиной сечения от 0,64 мм до 2,0 мм.
Проводники длиной 1 м соединялись с внушительной металлической болванкой весом 50 кг. В образцах, в которых происходила зачеканка, были высверлены отверстия, уменьшающие их массу примерно на 1/5.
Таким образом, общая теплоемкость начеканенных образцов была на 20–25% ниже, чем у обычных образцов.
Как заземление влияет на время нагрева
Все образцы без чеканки и с ней облучались на керамической пластине. Результат ошеломил: время нагрева до температуры плавления начеканенных образцов оказалось существенно больше, чем неначеканенных, имеющих большую общую теплоемкость!
Логика подсказывала обратное: меньшая теплоемкость должна приводить к более быстрому нагреву. Но реальность оказалась иной.
| Тип образца | Время оплавления, с | Особенности |
|---|---|---|
| Без чеканки (изолированный) | 13-15 | Меньшая теплоемкость, быстрый нагрев |
| С чеканкой 0,64 мм проводника | 16-18 | Электронный отвод тепла |
| С чеканкой 2 мм проводника | 21-23 | Усиленный электронный теплоотвод |
Итак, в условиях лазерного нагрева электронная проводимость существенным образом влияет на условия теплоотвода.
Объяснение этому явлению можно дать следующее. В случае изолированной системы возбуждение электронов снимается за счет рассеяния на фононных колебаниях решетки. В случае незамкнутой системы этого не происходит, так как сечение электрон-электронного взаимодействия существенно больше сечения электрон-фотонного взаимодействия.
Для подтверждения данного эффекта круглая массивная болванка подвергалась облучению лазерным излучением на длине волны 1,07 мкм и мощности излучения 1 кВт в течение 6 минут при двух различных состояниях: заземленном и изолированном.
Темп нагрева тонкой, но массивной болванки показал: в случае изолированного варианта наблюдается более быстрый нагрев. Теплоотвод от такой тонкой болванки осуществлялся через воздух, а теплообменом в зажиме можно пренебречь из-за развитой ее поверхности.
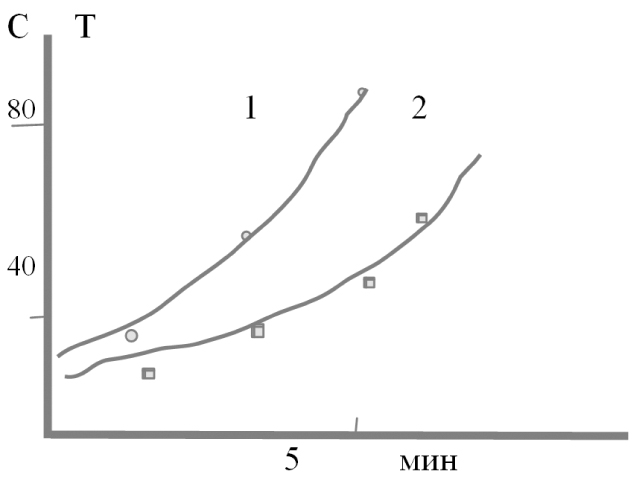
Рис. 1. Изменение температуры нагрева образцов: 1 — изолированный образец; 2 — заземленный
Аномалия медных сплавов: когда теория не работает
Неожиданный и самый сложный в объяснении эффект наблюдался при лазерной обработке медных сплавов. Впоследствии этот эффект был обнаружен и на сталях.
Как известно, чем выше скорость обработки, тем меньше зона оплавления. Эта зависимость наблюдается в большом количестве экспериментальных работ.
Однако для медных сплавов, в частности для бронзы, такая зависимость имеет аномалию.
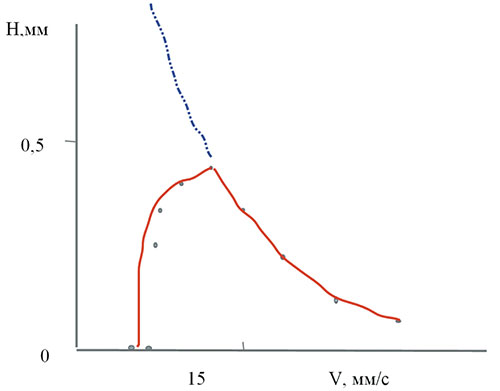
Рис. 2. Изменение глубины упрочнения в зависимости от скорости обработки бронзы. Красная кривая — реальное поведение металла; синяя — теоретическая кривая без учета аномалии.
Аномалия приходится на невысокие скорости обработки. Видно, что при приближении к некоторому значению зона оплавления медного сплава сначала уменьшается, затем пропадает совсем.
Подобное поведение материала можно объяснить высокой скоростью отвода тепла за счет усиления оттока тепла электронной составляющей. Отток может быть связан с усилением переизлучения вблизи зоны лазерного луча.
Холодное плавление: металл течет при 480°C вместо 900°C
Эффект холодного плавления металлических образцов проявляется при облучении их импульсами высокомощных лазеров. Впервые этот эффект удалось наблюдать еще в 1986 году.
Условием наблюдения «холодного литья» является полная изоляция металлического образца диэлектриком. При этом сам образец может эффективно охлаждаться, например, потоками сухого воздуха.
Первый эксперимент был проведен случайно и был связан с обработкой поверхности плоских бронзовых образцов. Для удобства его проведения на высоких скоростях (100 мм/с) использовалась восьмигранная обойма, в плоские части которой крепились образцы.
Для ускорения процесса в одну обойму крепилась пара образцов, и при этом естественно использовались прокладки из неметаллического керамического материала. Поэтому часть образцов имела контакт с металлической основой вращателя, другая часть, увы, нет.
Первые партии имели металлический контакт с землей и металлом всего вращателя и рамы, на которой он стоял (1,5 т), и никаких явлений оплавления не наблюдалось.
Когда пошли в обработку обоймы с прокладкой — удивлению не было предела. Часть образцов, не пройдя и половины обработки, разбрызгалась вблизи установки, хотя точно такие же образцы, имеющие контакт с обоймой, были холодны и прошли обработку без замечаний.
Получая новые и новые порции излучения (использовался лазер ЛТ-1-3 при мощности излучения 2,2 кВт на длине волны 10,6 мкм), не достигнув и половины значения температуры плавления, металл теряет свойства твердого тела, разбрызгивается в состоянии, близком к состоянию жидкотекучести.
В случае заземления такого образца подобного эффекта не обнаруживается.
Подобное поведение материала тоже можно объяснить электронным строением металла. Возбужденные электроны не в состоянии удерживать металлическую связь.
Экспериментальное подтверждение эффекта
Для подтверждения явления холодного плавления металла в условиях лазерного нагрева был использован современный дистанционный лазерный термометр (пирометр) АК672D, позволяющий дистанционно оценивать температуру металлических образцов.
Использовались мишени размером 10×10×10 из бронзы. Образцы ставились на основание из металла и изолятора — керамики. Облучение велось импульсами с частотой 5 Гц при мощности 500 Вт от волоконного лазера ЛС-2.
Измерения температуры образцов производилось с перпендикулярной стороны, поэтому на них не могло повлиять само лазерное излучение на длине волны 1,07 мкм.
В случае металлической подложки контакт распространялся на массивное основание заземленного металлического стола. Нагрев планировалось производить в течение минут, при этом шел контроль температуры образца и его состояния.
В обоих случаях темп нагрева был абсолютно одинаков. Теплоотвод в подложку имел место, но мог оказать влияние только на температуру образца, а не на процесс плавления и потери формы твердого тела.
Результаты замеров температуры подтвердили эффект холодного плавления.
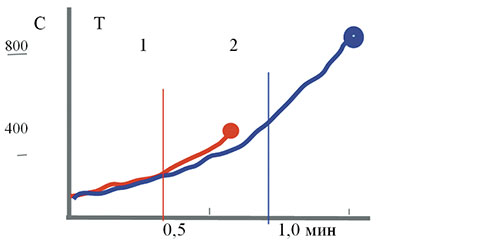
Рис. 4. Диаграммы нагрева изолированного и заземленного образцов при облучении импульсным излучением.
Температура полного расплавления бронзового образца составляла от 400 до 480°C! В то время как обычное плавление этой бронзы происходило при температуре 880–920°C!
Образец, имеющий контакт с металлической массой, смог согреться до температуры 800–820°C. Оплавление имело частичный характер, но и в этом случае температура плавления была существенно ниже температуры плавления в равновесных условиях.

Рис. 5. Оплавленный изолированный и заземленный образцы; температура плавления первого 480°C, второго 820°C
Видно, что на изолированном образце отсутствует окалина, в то время как на заземленном образце видны следы окалины, что подтверждает разницу в температуре плавления двух образцов.
Свечение образца в случае изолированного варианта начиналось с температур 200–300°C! Свечение заземленного образца — при 400–450°C.
Очевидно, раннее свечение образцов многое подсказывает о природе холодного плавления металла. Возбужденные электроны не в состоянии удерживать твердое состояние металлического тела.
Направленность мартенситных игл: память о лазерном луче
Интересным эффектом при лазерном взаимодействии с металлом является направленность мартенситных игл.
Направленность мартенситных игл ориентирована не в сторону максимального отвода тепла, не к центру образца, а строго вдоль оси лазерного излучения.
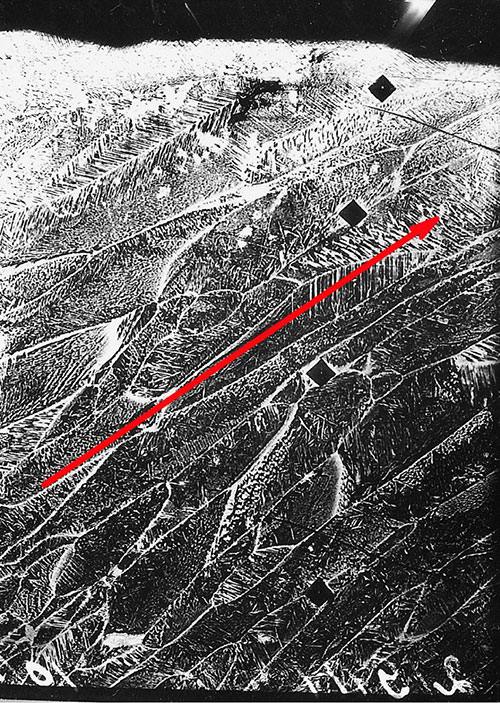
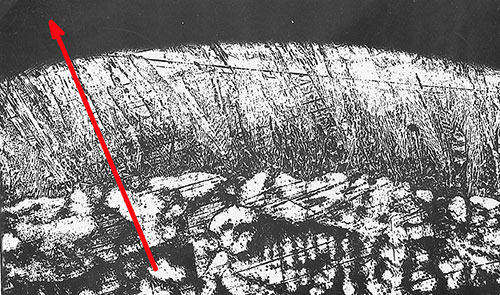
Рис. 6. Направленность структуры после лазерного упрочнения
Такое впечатление, что мартенситные иглы «помнят» направление источника лазерного излучения и строго его придерживаются.
Объяснения этому явлению найти не удалось. Но направленность игл необходимо учитывать при разработке технологий, так как возможно проявление анизотропии в свойствах упрочненного материала.
Расчет режимов лазерной обработки с образованием плазмы
Проблемой при лазерной поверхностной обработке является определение или вычисление ее режимов.
В том случае, когда поверхность зачернена — особых проблем нет, так как возникает некоторое плазменное облако, которое эффективно нагревает металл. При отсутствии чернения металл ведет себя крайне непредсказуемо.
Точная обработка заземленных образцов или деталей весьма затруднительна из-за непредсказуемости коэффициента отражения. В случае изолированности детали эффект плавающего коэффициента отражения исчезает. Подобрать режимы упрочнения не составляет труда.
Виновником такого коэффициента отражения является все та же электронная подсистема, учет которой необходим при разработке режимов промышленных технологий.
Ряд технологий требует концентрированного по плотности мощности излучения. По сути, в этом случае мы имеем плазменный источник, для поддержания которого расходуется некоторая мощность P₀.
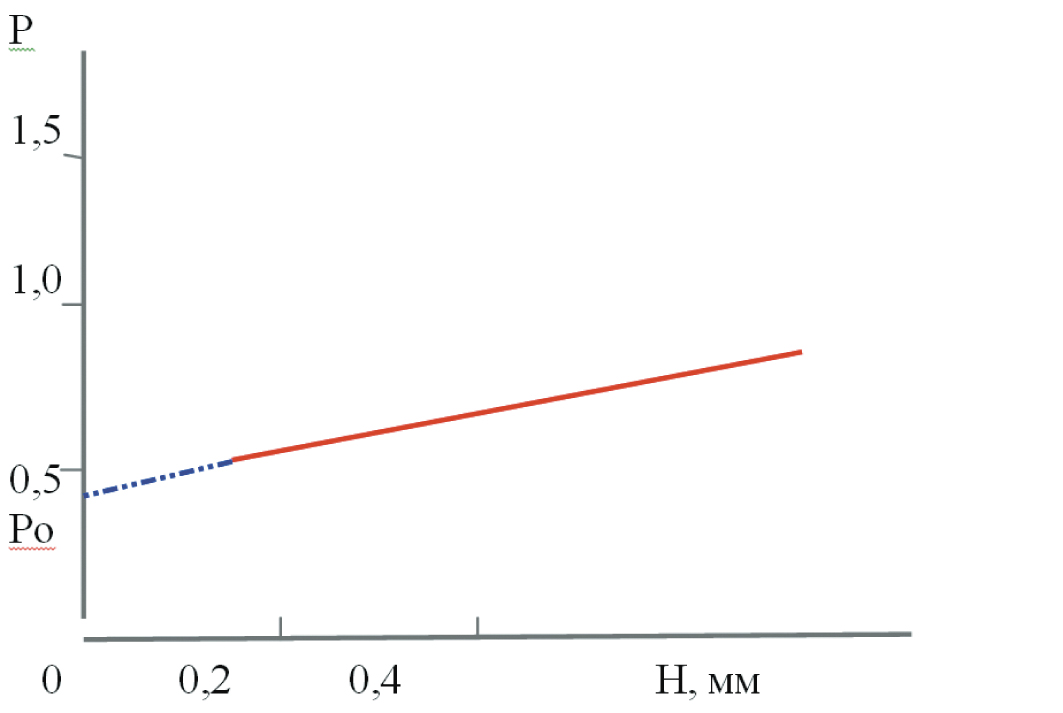
Рис. 3. Изменение глубины упрочнения от мощности излучения при обработке высококонцентрированным излучением с образованием приповерхностной плазмы
Видно, что при аппроксимации кривой до нулевого значения глубины обработки мощность не равна 0. По физическому смыслу значение ординаты на графике соответствует минимальной мощности плазменного источника.
Можно записать, что глубина прогрева металла определяется по формуле:
h = A(P - P₀)
где:
A — коэффициент, учитывающий теплопроводность материала, коэффициент теплопередачи плазменного источника в металл
P₀ — мощность поддержания плазменного источника
Формула работает при образовании плазменного источника на поверхности материала.
Практические рекомендации для промышленных технологий
Как видим из представленных экспериментов, лазерный нагрев имеет отличия от других видов нагрева. Ставить тождество распространению тепла внутрь металла при лазерном или светолучевом нагреве, как от обычного теплового источника, надо аккуратно, с учетом работы электронной подсистемы металла.
Что это значит на практике?
| Фактор | Влияние на процесс | Рекомендация |
|---|---|---|
| Заземление детали | Увеличивает время нагрева, повышает температуру плавления | Учитывать при выборе режимов |
| Изоляция образца | Эффект холодного плавления, снижение температуры на 400-450°C | Избегать при стандартной обработке |
| Электронная проводимость | Мгновенный нагрев удаленных точек на 20-40°C | Учитывать при расчете тепловых полей |
| Скорость обработки | Аномалия для медных сплавов при низких скоростях | Избегать критических скоростей |
| Направленность структуры | Анизотропия свойств вдоль луча | Учитывать ориентацию при проектировании |
Несмотря на то, что лазерная поверхностная обработка известна давно, белых пятен, требующих серьезных исследований, еще достаточно много.
Поэтому авторы статьи призывают других исследователей проверить полученные данные и уделить пристальное внимание поведению металла, находящегося под воздействием лазерного или светолучевого источника.
Электронная подсистема металла — это не просто теоретическая абстракция. Это реальный фактор, который влияет на:
✓ Время нагрева и охлаждения
✓ Температуру плавления
✓ Глубину упрочнения
✓ Структуру материала
✓ Коэффициент отражения
Игнорирование электронной составляющей при разработке промышленных технологий лазерной обработки может привести к непредсказуемым результатам.
С другой стороны, понимание и использование этих эффектов открывает новые возможности:
→ Управление температурой плавления через заземление/изоляцию
→ Оптимизация режимов обработки медных сплавов
→ Контроль структуры упрочненного слоя
→ Повышение точности обработки
Наука и производство должны работать вместе. Примером таких работ может служить создание концерна «Кеннаметал» (США).
Только объединение усилий специалистов науки и производства с разработкой конкретных согласованных программ и задач на перспективу позволит раскрыть весь потенциал лазерной обработки металлов.
В.О. Попов, Д.Э. Сейфулин, О.А. Семенова
Литература:
1. Григорьянц А.Г. Основы лазерной обработки материалов. М. Машиностроение, 1989 г. 304 с.
2. Григорьянц А.Г., Сафонов А.Н. Основы поверхностной лазерной обработки. М. Высшая школа, 1987 г. 192 с.

