Почему автоматизация ТПП — не роскошь, а необходимость?
Что даёт предприятию внедрение автоматизированного оборудования? Простой ответ: скорость, качество и контроль. Оборудование с компьютерным управлением обеспечивает быстрое изготовление продукции, а цифровые технологии сокращают время подготовки производства и оптимизируют логистику, сервис, снабжение. Заметьте — это не теоретические выгоды, а ежедневная практика успешных заводов.
Особый фокус — на автоматизации технологической подготовки производства (ТПП). Почему? Потому что даже гениальный чертеж бесполезен, если его нельзя быстро и точно превратить в деталь. А раз станки с ЧПУ стали стандартом, значит, программировать их нужно не просто быстро, а безупречно. Вот где заканчивается «просто работа» и начинается инженерное мастерство.
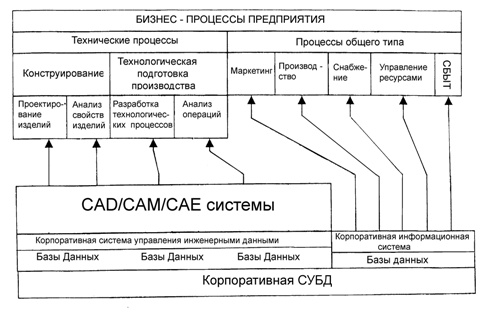
Современная подготовка производства — это экосистема CAD/САМ/САЕ систем. В её основе — электронная база данных, куда заносятся сведения обо всех выпущенных изделиях, типовые технологии, данные об оснастке, оборудовании, управляющих программах. Признаться честно: без такой базы крупное производство просто не выживет в конкурентной борьбе.
Программные модули CAD/САМ/САЕ: что выбрать?
Какие системы реально работают на практике? Выбор широк: от российских Adem, «Компас», T-FLEX, SPRUT до зарубежных AutoCAD, CATIA, SolidWorks, Unigraphics, Power Solution. Важно понимать: на одном предприятии могут одновременно использоваться модули из разных пакетов — это нормально, если они решают конкретные задачи.
База данных + CAD/САМ/САЕ модули = резкое сокращение времени конструкторских работ и рост качества документации. А если добавить САЕ-модули для расчётов? Тогда можно проанализировать поведение конструкции под нагрузкой ещё до первого прототипа. Что это значит на практике? Меньше брака, меньше доработок, больше уверенности в результате.
Итог проектирования — электронная модель в 2D (чертёж) и 3D (объёмное изображение). Преимущества 3D? Их масса: от визуализации для заказчика до подготовки данных для прототипирования. И да, в 3D можно представить как целое изделие, так и отдельную деталь — гибкость, которая экономит недели работы.
Некоторые системы (например, PS-Draft в Power Solution) умеют автоматически генерировать 2D-чертежи из 3D-моделей: виды, разрезы, штриховка, размеры, технические требования — всё ассоциировано с исходной моделью. Изменил 3D — обновился чертёж. Просто? Да. Эффективно? Безусловно.
А для рекламы и презентаций? Модули вроде PS-Render (Delcam) создают фотореалистичные изображения: настраиваемые материалы, освещение, сцены. В системе есть обширная библиотека материалов — дизайнер получает инструмент, а заказчик — понятный визуал без лишних объяснений.
2D и 3D-форматы: в чём реальная выгода?
3D-модель — это не только картинка. Это основа для быстрого прототипирования. Машины читают STL-файлы, экспортированные из CAD или обработанные модулями вроде TRIFIX (Power Solution). Такие инструменты чистят модель: убирают дубли, зазоры, нахлёсты — и готовят к печати или анализу.
А если нужно воспроизвести существующую деталь? Здесь в игру вступает реверсивный инжиниринг. Пакеты типа CopyCAD (Delcam) преобразуют данные сканирования в компьютерную модель: удаляют шумы, учитывают геометрию щупов, строят поверхности с заданной точностью. Гладкое сопряжение? Пожалуйста. Погрешность в допуске? Контролируется.
Проектирование оснастки: специальные модули
Для штампов, пресс-форм, электродов есть специализированные модули: MoldBase 3D (Cimatron), Power Shape + PS-Moldmaker (Delcam), PS-Electrode для электродов, T-FLEX/Штампы, «Компас-штамп». За основу берут 3D-модель изделия — и на её базе создают полости, сложные поверхности, припуски, уклоны, каналы охлаждения. Итог? Оснастка готова в 2D и 3D, а элементы для ЧПУ — обязательно в объёме.
САПР ТП: как технолог работает быстрее
Российские САПР ТП — Adem CAPP, SprutTP, TECHCARD, TechnologiesCS, T-FLEX Технология, «Вертикаль», ТехноПро — позволяют в автоматизированном режиме создавать операционные, маршрутные карты, ведомости, титульные листы. Методы? Типовой, групповой, по аналогу — технолог выбирает сам: автоматика, диалог или полуавтомат. Сборку — в диалоге, корпусные детали — полуавтоматически, тела вращения — полностью автоматически. Гибкость, которая экономит часы.
Проектирование ведётся прямо в бланках типовых документов — привычная среда, минимальное время на освоение. Но возможности шире: управление данными, процессами, структурой изделия, доступом, архивами, отчётами, правами пользователей. Вот почему внедрение САПР ТП — это не просто «ещё одна программа», а перестройка рабочего процесса.
- ✔️ Управление хранением документов и данных
- ✔️ Контроль процессов и сроков исполнения
- ✔️ Работа со структурой изделия и спецификациями
- ✔️ Авторизация, поиск, целостность, архивирование
- ✔️ Резервное копирование и восстановление
Разработанные техпроцессы помогают выделить операции для ЧПУ и задачи по изготовлению инструмента и оснастки. Чёткое разделение — залог эффективного планирования.
САМ-системы: программирование ЧПУ без ошибок
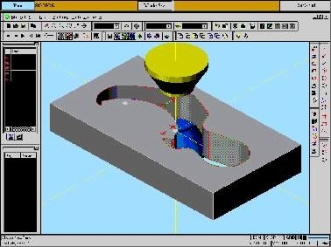
Оборудование с ЧПУ требует точных управляющих программ (УП). САМ-системы (EdgeCAM, FeatureCAM, Mastercam, PowerMILL, SprutCAM, T-FLEX/ЧПУ, ГеММа-3D, Компас-ЧПУ) позволяют на основе 3D-модели выбрать стратегию обработки, траектории, инструмент, точность, шероховатость — и сразу оценить время выполнения.
Визуализация обработки, проверка на коллизии, анализ пригодности инструмента — всё до отправки УП на станок. А если САМ-модуль встроен прямо в стойку ЧПУ? Программировать можно на рабочем месте, в фоновом режиме — пока станок работает по другой программе. Экономия времени? Ощутимая.
После генерации УП — визуальная проверка, корректировка, отправка в стойку. Затем — изготовление опытного образца, макета, сложного элемента. Только после подтверждения качества — запуск в серию. Такой подход минимизирует риски и затраты.
Контроль качества: от КИМ до коррекции УП
Контроль на координатно-измерительной машине (КИМ) — финальный штрих начального цикла. Модули вроде PowerINSPECT или CopyCAD позволяют по результатам измерений построить 3D-модель обработанной детали. Точки сканирования → линии или сетка → STL-модель. Редактирование, масштабирование, объединение сканов с разных сторон — специальные алгоритмы делают это почти автоматически.
| Этап контроля | Инструмент | Результат |
| Сканирование детали | КИМ, 3D-сканер | Набор точек в различных форматах |
| Построение модели | PowerINSPECT, CopyCAD | 3D-модель в формате STL |
| Сравнение с исходником | CAD-система | Карта отклонений по нормали |
| Коррекция УП | САМ-модуль | Обновлённая управляющая программа |
Компьютерно-интегрированное производство: итог
Как корректировать 3D-модель по результатам контроля? Привязка систем координат — через геометрические элементы или автоматическую подгонку. Измерения в произвольных точках или сечениях. Расчёт отклонений по нормали. Для листовых деталей — специальные алгоритмы контроля кромок. При штамповке — контроль матрицы и пуансона по одной модели. Результаты идут на доработку УП, схемы изготовления — и только потом в серию.
Что в сухом остатке? CAD/САМ/САЕ-системы выстраивают цикл компьютерно-интегрированного производства. Автоматизация охватывает конструирование, техпроцессы, программирование ЧПУ, контроль — от идеи до готового изделия сложной конструкции. И да, это не будущее. Это уже работает. Заметьте — там, где внедряют грамотно.
| Задача | Инструмент | Эффект |
| Проектирование изделия | CAD-модули (SolidWorks, Компас, CATIA) | Сокращение сроков, рост точности |
| Разработка техпроцесса | САПР ТП (T-FLEX, SprutTP, Вертикаль) | Автоматизация документации, гибкость методов |
| Программирование ЧПУ | САМ-системы (PowerMILL, Mastercam, SprutCAM) | Минимизация ошибок, визуальная проверка |
| Контроль и коррекция | КИМ + модули (PowerINSPECT, CopyCAD) | Обратная связь, быстрая доработка УП |

