Традиционные методы очистки
Для очистки деталей в производственном цикле их изготовления традиционно применяют несколько подходов. Скажу прямо — ни один из них не идеален.
Механическая обработка
Механическая очистка изделий сложной формы — это трудоёмкий, сложный и малопроизводительный процесс. Используют обдувку дробью, сухую абразивную обработку, гидроабразивную обработку. Но после этого, как правило, всё равно требуется химическая доочистка. Получается двойная работа.
Химическое травление
Химическая очистка (травление в горячих кислотах при 80–90°C с последующей нейтрализацией и промывкой) имеет серьёзные недостатки:
- ✖ большие мощности для нагрева кислот
- ✖ тяжёлые условия труда
- ✖ сложность утилизации и регенерации отходов травильных растворов
- ✖ необходимость применения дорогостоящих кислотостойких материалов
- ✖ возможность загрязнения поверхности очищаемых деталей продуктами реакций и сторонними примесями
- ✖ опасность загрязнения окружающей среды
Впечатляет список проблем, правда? Неудивительно, что производители ищут альтернативы.
Преимущества технологии ЭДРО
Технология электродуговой разрядной очистки (ЭДРО) лишена практически всех отмеченных недостатков. И это серьёзное заявление.
Сравнительные достоинства:
| Преимущество | Что это даёт |
|---|---|
| Отказ от сложных систем позиционирования | Не нужны сложные системы, как при механической очистке |
| Полная автоматизация | Оператор только загружает/выгружает изделие и задаёт параметры |
| Экологичность | Нет кислотных и щелочных растворов — нет токсичных отходов |
| Высокое качество поверхности | Не нужно дополнительно промывать очищаемые поверхности |
Звучит убедительно, не так ли?
Установка УВО-700
На рисунке 1 показана промышленная установка УВО-700. Для реализации процесса ЭДРО разработаны два специальных технологических модуля: модуль поджига разряда и модуль дугоразрядной очистки.

Рис. 1. Специализированная установка УВО-700.
Модули оборудования
Поджиг осуществляется путём кратковременного контакта электрода и изделия и последующего их разведения. Ток, проходящий через микровыступы электрода в момент контакта, разогревает поверхность обрабатываемой детали, а поле, возникающее при разведении электродов, обеспечивает эмиссию электронов, достаточную для возбуждения дуги.
Модуль дугоразрядной очистки обеспечивает подвод отрицательного потенциала на обрабатываемое изделие. В модуле предусмотрено устройство аварийного гашения дуги, в частности, во избежание разрушения вакуумного ввода. Это важно.
Для загрузки изделий в зону очистки и жёсткого фиксирования их относительно модуля дугоразрядной очистки используется специальная оснастка внутрикамерного позиционирования изделия (рис. 2), монтируемая на откидной крышке установки.

Рис. 2. Модуль внутрикамерного позиционирования изделия.
Технология ЭДРО позволяет производить очистку заготовок и готовых деталей, сортового проката, металлической ленты и проволоки от окалины, ржавчины, окисных плёнок и различных органических и неорганических загрязнений.
Опыт работы показал: технология может быть использована не только для очистки деталей от механических загрязнений, но и для удаления альфированного слоя с поверхности ответственных деталей авиационной и ракетно-космической техники после операций, связанных с высокотемпературным воздействием.
Проблема альфированного слоя
Это отдельная история, которая заслуживает внимания.
Что такое альфированный слой
Альфированный слой (толщина его может достигать нескольких сотен микрометров) является твёрдым раствором внедрения, образующимся в процессе диффузии в металл α-стабилизаторов (кислорода, водорода и азота из атмосферы). Обладая твёрдостью до 1200 HV, α-слой существенно затрудняет механическую обработку титановых деталей.
Почему его нужно удалять
В связи с этим актуальны работы по очистке поверхности и созданию условий, препятствующих образованию α-слоя в процессе обработки. Его неполное удаление, а также участки, не подвергшиеся очистке, могут стать причиной появления концентраторов напряжения в процессе дальнейшей обработки и эксплуатации.
Кроме того, при сварке поковок из титановых сплавов не полностью удалённый альфированный слой растрескивается в околошовной зоне, что может привести к нарушению герметичности шва. Это серьёзная проблема для аэрокосмической отрасли.
Принцип работы электродуговой очистки
Сущность технологии электродуговой очистки альфированного слоя заключается в том, что при низком вакууме в камере между очищаемой поверхностью и электродом зажигается вакуумно-дуговой разряд, образуя катодные пятна на поверхности изделия. Перемещаясь с высокой скоростью, они испаряют поверхностный слой, очищая изделие от поверхностных плёнок.
Скорость испарения зависит от средней плотности теплового потока в катодном пятне, которая определяется соотношением:
q = k·i·U / s
где:
- → q — плотность теплового потока
- → i — ток электрической дуги
- → U — напряжение электрической дуги
- → s — площадь одного катодного пятна
Отношение подводимой к катоду мощности к общей мощности, подводимой к дуге, показывается коэффициентом k. Путём измерения температуры охлаждающей воды на входе и выходе охлаждающего канала было установлено, что коэффициент k приблизительно равен 1/3.
Изменяя параметры технологического процесса, можно варьировать скорость очистки и их анизотропию в соответствии с требованиями, предъявляемыми к размерам и характеристикам изделий.
| Параметр | Рекомендуемое значение |
|---|---|
| Рабочий ток | 80 А |
| Номинальное напряжение инверторного аппарата | 22 В |
| Рабочее давление в камере | 2×10⁻⁴ мм.рт.ст. |
Разработанные технология и оборудование обеспечивают стабильное качество очистки при обработке сложных поверхностей и предназначены в первую очередь для снятия альфированного слоя с полусфер титановых шаробаллонов после их термообработки.
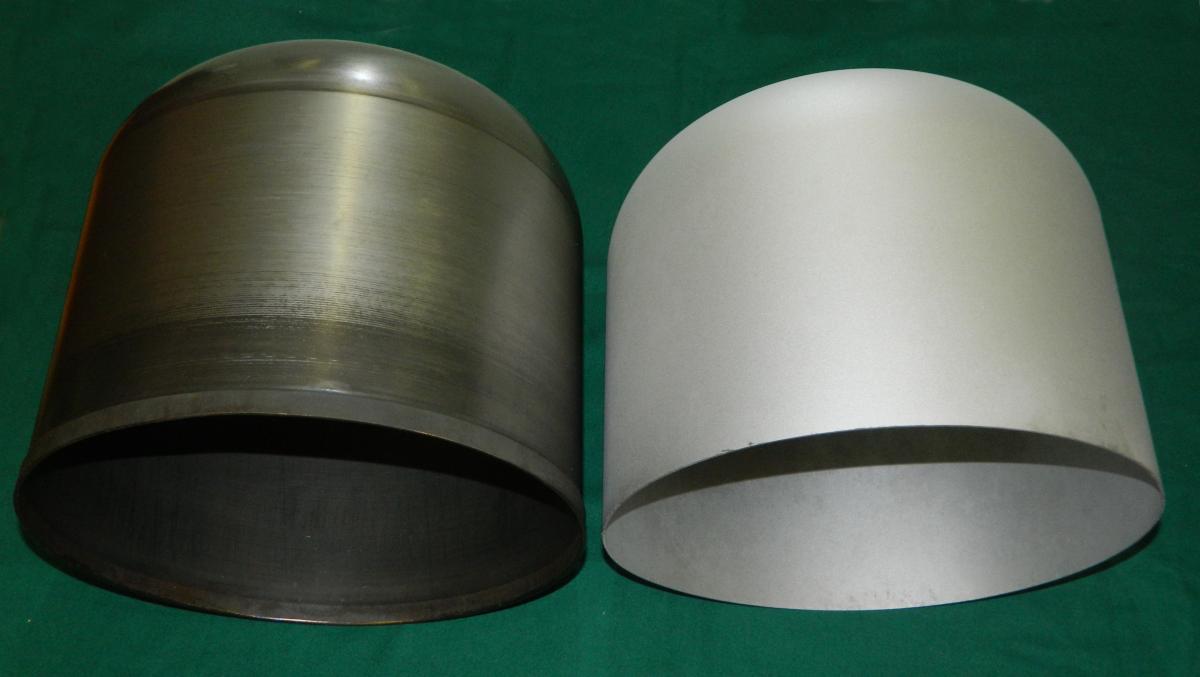
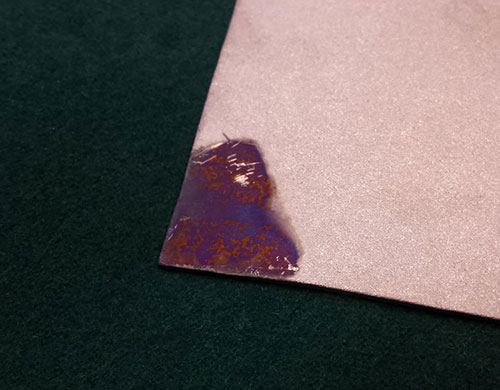
Рис. 3. Заготовки шаробаллонов (а) и плоская пластина (б) из титанового сплава, подвергнутые ЭДРО.
Результаты и эффективность
Как показывают исследования, проведённые с применением сканирующего электронного микроскопа, до проведения электродуговой очистки содержание кислорода в альфированном слое титанового образца достигало 25%. После удаления альфированного слоя по разработанной технологии следы кислорода в поверхностном слое титанового образца не обнаруживаются.
Впечатляет, правда?
Применение технологии электродуговой разрядной очистки для удаления альфированного слоя, в частности, с использованием установок типа УВО-700, дооснащённых специализированными модулями, позволяет:
- ★ исключить необходимость применения механических и химических методов удаления α-слоя
- ★ снизить трудоёмкость примерно в 5 раз по сравнению с механической обработкой
- ★ снизить трудоёмкость в 2 раза по сравнению с химической очисткой
- ★ гарантированно обеспечить полное удаление альфированного слоя
Получается, технология решает сразу несколько задач: экологичность, эффективность и качество. Тут всё ясно.
| Критерий | Механическая очистка | Химическая очистка | ЭДРО |
|---|---|---|---|
| Трудоёмкость | Высокая (база) | Средняя (в 2,5 раза ниже) | Низкая (в 5 раз ниже) |
| Экологичность | Средняя | Низкая (токсичные отходы) | Высокая |
| Качество поверхности | Требует доочистки | Требует промывки | Высокое без дообработки |
| Автоматизация | Сложная | Ограниченная | Полная |
| Удаление α-слоя | Частичное | Неполное | Полное |
Вот такие результаты. Практика показывает: технология ЭДРО — это не просто альтернатива, а качественный скачок в очистке титановых деталей. Имеет смысл внедрять.
А. Ю. Перевозников, М. С. Зеленов
ФГУП "НПО "Техномаш"
axirus@yandex.ru
Литература
- Е. С. Сенокосов, А. Е. Сенокосов, «Плазменная электродуговая очистка металлопроката, катанки, проволоки, труб и штучных металлических изделий от окалины, ржавчины и др. загрязнений». Металлические страницы. 2005. № 10. с. 2.
- Горынин И. В., Чечулин Б. Б. Титан в машиностроении. М. Машиностроение 1990. 400 с.
- Koichi Takeda, Sunao Takeuchi. Removal Oxide Layer on Metal Surface by Vacuum Arc. Materials transactions, JIM, Vol. 38, No. 7. 1997. Р. 639.

