Как работает координатная пробивка металла
Принцип действия оборудования
Механическая пробивка листового материала в заданных координатах — базовый принцип работы координатно-пробивных прессов. Технология получила широкое распространение в последние десятилетия. Скажу прямо: для листов толщиной 0,8–3,0 мм это один из самых эффективных способов раскроя.
Лист фиксируется на рабочем столе станка специальными захватами. Дальше происходит интересное: захваты перемещают материал по осям X и Y, позиционируя его под штамповую оснастку в любой точке. Возможна смена штампов в процессе работы. Что это даёт? Последовательную пробивку разными инструментами без переустановки листа.
Меняя оснастку, получают отверстия практически любой конфигурации. Современные системы ЧПУ и высокоскоростные оси превратили этот метод в универсальное, недорогое и быстрое решение. Звучит убедительно, правда?
Дополнительные возможности
Есть ещё один существенный момент. Помимо раскроя, на таких станках выполняют формовочные операции. Технологическая цепочка производства изделий сокращается. И это нормально.
Преимущества технологии раскроя
Универсальность применения
Координатная пробивка подразумевает использование разнообразного инструмента. Именно эта особенность обеспечивает универсальность технологии. Чаще всего применяют вырубной инструмент с различными формами. От его стоимости и стойкости зависит себестоимость раскроя. По сути, это ключевой фактор экономики процесса.
| Параметр | Значение | Влияние на процесс |
|---|---|---|
| Толщина листа | 0,8–3,0 мм | Оптимальный диапазон для пробивки |
| Точность позиционирования | 0,01 мм | Качество пробивки |
| Стойкость инструмента | Зависит от заточки | Себестоимость обработки |
| Скорость обработки | Высокая | Производительность |
Оснастка и инструмент для прессов
Конструктивные особенности
Конструкция инструмента зависит от типа пресса. Бывает по-разному. В станках барабанного типа (Thick Turret, Thin Turret, Murata) используют пружинные штампы. Система Trumpf применяет инструментальные картриджи (кассеты). Принцип действия схож во всех вариантах.
Во время пробивки съёмник локализует область обработки под воздействием бойка. Пуансон пробивает материал в матрицу. Основную нагрузку принимает пара пуансон-матрица. Тут всё ясно.
Факторы, влияющие на качество
Качество пробивки и стойкость инструмента зависят от множества факторов:
✓ Точность настройки станка
✓ Тип и толщина материала
✓ Точность позиционирования осей
✓ Выбор зазора на матрице
✓ Смазка места пробивки и инструмента
Не всё так просто, как кажется на первый взгляд.
Регламент технического обслуживания
Ежедневный контроль
Для поддержания инструмента в рабочем состоянии необходимо соблюдать технический регламент. Практика показывает: регулярность — залог успеха.
→ Производить ежедневный визуальный контроль инструмента
→ Следить за появлением заусенца на кромках деталей
→ При смене толщины или типа материала менять матрицу на соответствующую
→ Регулярно разбирать инструментальные станции для смазки и контроля
→ Осуществлять регламентную переточку
Наличие заусенца и его характер указывает на повышенный износ. Инструмент следует подтачивать или юстировать. Это факт.
Регулярная заточка: почему это критично
Влияние остроты кромок
В процессе пробивки основные рабочие области — кромки и углы пуансонов и матриц. Острая кромка обеспечивает мягкое врезание в материал, минимальную нагрузку и меньший износ. Логично?
Опытным путём доказано: регламентная заточка увеличивает стойкость и срок эксплуатации инструмента в 6–8 раз. Очевидна существенная экономия и снижение затрат на вырубку. Без вопросов.
Когда точить?
Для увеличения срока службы рекомендуется периодическая подточка на плоскошлифовальном станке. Как правило, точить необходимо при радиусе скругления кромки 0,13–0,15 мм. Требуется незначительная заточка в несколько проходов — по 0,03–0,05 мм за проход.
| Параметр износа | Действие | Результат |
|---|---|---|
| Радиус скругления 0,13–0,15 мм | Незначительная заточка | Восстановление остроты |
| Снятие за проход | 0,03–0,05 мм | Плавное восстановление |
| Количество проходов | Несколько | Качественная кромка |
Проблемы ручной заточки инструмента
Недостатки традиционных методов
Для регламентной заточки или переточки после сколов обычно используют плоскошлифовальные станки. Они бывают разных типов: ручные, универсальные, автоматические. Но чаще всего требуют квалифицированного оператора-заточника.
Не у всех предприятий есть возможность держать отдельную штатную единицу под такую задачу. Минус — временной простой пробивного пресса, пока инструмент на переточке. Это серьёзно.
А так как точить необходимо постоянно, вариант передачи инструмента в другой цех или на соседнее предприятие неудобен. Особенно при использовании нескольких координатно-пробивных прессов. Имеет смысл, правда?
Автоматические заточные станки
Решение проблемы
С целью минимизировать затраты на обслуживание были разработаны специализированные автоматические заточные станки. Пример — BARUS Grinder Evo-1 от российского производителя ООО «Барус».
BARUS Grinder Evo-1: технические возможности
Автоматический заточной станок мобилен благодаря транспортировочным роликам. Перемещается в требуемую зону цеха без спецтехники. Удобно.
Станок имеет закрытую рабочую зону с подсветкой и смотровым окном — безопасность и визуальный контроль обеспечены. Мощная станина с системой гашения вибраций гарантирует прецизионную точность шлифовки. Впечатляет.
Современное ЧПУ собственной разработки позволяет затачивать инструмент с высокой точностью (0,02–0,05 мм) в ручном и автоматическом режимах.
Кулачковый патрон зажимает пуансоны и матрицы от станций А, В, С, D, а также системы Trumpf. Для косой заточки используют специализированные оправки. Дополнительно можно установить магнитный стол.
| Характеристика | Значение |
|---|---|
| Диаметр шлифовального круга | 150 мм |
| Частота вращения круга | 2870 об/мин |
| Мощность привода | 1,1 кВт |
| Частота вращения патрона | 30 об/мин |
| Максимальный рабочий ход | 160 мм |
| Точность позиционирования | 0,01 мм |
| Объем бака СОЖ | 15 л |
Режимы работы станка
Ручная шлифовка предполагает управление всеми функциями вручную. Можно включать/выключать приводы патрона и шлифовального круга, освещение, подачу СОЖ. Доступна подача шлифовального круга с тремя скоростями: минимальной, средней и высокой.

Рис. 1. Панель управления станком в режиме ручной шлифовки
Автоматическая шлифовка позволяет осуществлять обработку с заданной скоростью на заданную величину снятия материала. Вероятность ошибок сокращается, производительность перезаточки растёт. Это работает.
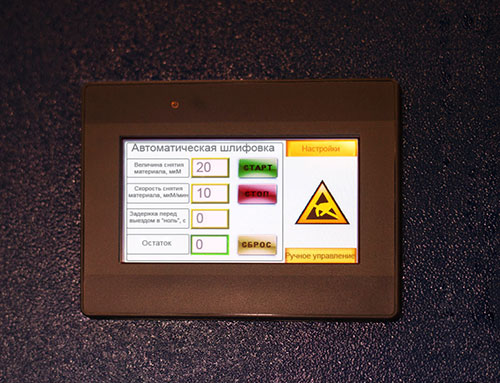
Рис. 2. Автоматический режим работы станка
В автоматическом режиме оператор только закрепляет пуансон или матрицу, задаёт величину переточки и скорость подачи. Всё.
Экономический эффект автоматизации
Выгоды для производства
Применение автоматического станка экономит время оператора на обслуживание инструмента. Дополнительные ресурсы не нужны. Освобождённое время оператор использует для работы на координатно-пробивном прессе. Выгода очевидна.
Получается, автоматизация заточки решает сразу несколько задач: повышает стойкость инструмента, сокращает простои оборудования, снижает затраты на персонал. И это только начало.

Рис. 3. Станок BARUS Grinder Evo-1 на выставке Blech Russia 2015
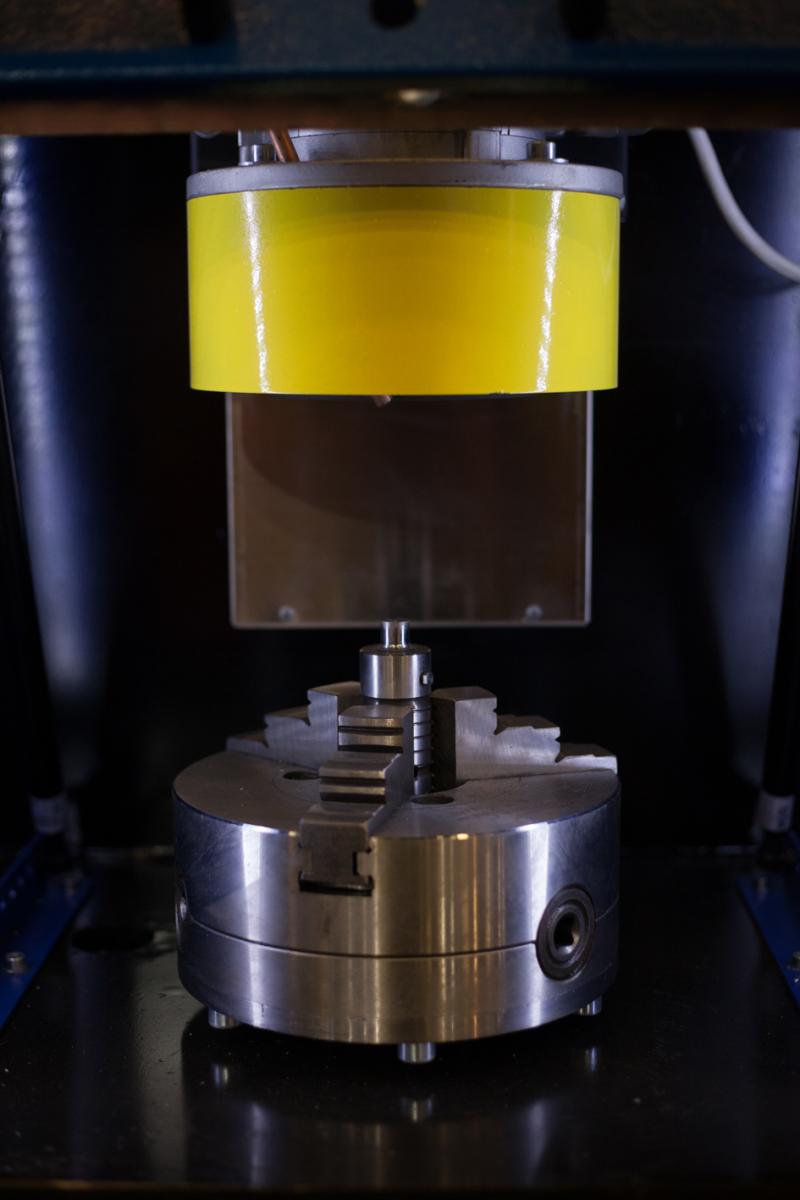
Рис. 4. Демонстрация возможностей станка
Генеральный директор ООО «Барус» Александр Усов
197198, г. Санкт-Петербург
Большой пр., П. С., д.29 А, оф. 110
тел. +7 812 449 39 38
commercial@barus-t.ru, www.barus-t.ru

