Скажу прямо: выбор правильного покрытия для режущего инструмента — это не просто «нанести слой и забыть». Тут важнее понять, как именно покрытие поведет себя в реальных условиях. Вы наверняка сталкивались с ситуацией, когда дорогое покрытие не оправдывает ожиданий. Здесь подход принципиально иной — комплексный анализ свойств.
Нанопокрытия в промышленности: ключевые преимущества
Уникальность многокомпонентных систем
Свойства данных покрытий достаточно широко изучены, и они активно применяются в промышленности. Одновременно в мировой практике используются многокомпонентные и композитные нанопокрытия, уникальность которых заключается в высокой объемной доле границ раздела фаз и их прочности, отсутствии дислокаций внутри кристаллов, возможности изменения соотношения объемных долей кристаллической и аморфной фаз, взаимной растворимости металлических и неметаллических компонентов.
Это обеспечивает улучшенные физико-механические свойства покрытий, такие как твердость, упругость, усталостная прочность, жаро- и коррозионная стойкость. Кроме того, данные покрытия имеют повышенные трибологические характеристики. Без вариантов.
Твердость vs упругость: что важнее?
Исходя из основных принципов трения и износа, можно предположить, что повышенная твердость поверхностного слоя является основным критерием решения задач увеличения ресурса. В действительности же, при реальных условиях контакта деталей и инструмента минимизация износа зависит от упругости и стойкости к деформациям поверхностного слоя не меньше, чем от твердости.
Поэтому к износостойким покрытиям следует относить материалы с оптимальными значениями твердости и модуля упругости и имеющие повышенные трибологические свойства: низкий коэффициент трения, минимальную длительность приработки, минимальное тепловыделение при трении, минимальный износ трущихся поверхностей.
Дополнительно такие покрытия могут обеспечивать снижение уровня возникающих напряжений, предотвращать растрескивание, трибохимические эффекты, быть диэлектрическими. При этом использование современных износостойких покрытий должно основываться на обеспечении максимальных адгезионных характеристик с основным материалом.
Выбор оптимального износостойкого покрытия и технологии его нанесения с целью повышения долговечности конкретного инструмента является актуальной проблемой.
Технологии нанесения: CVD, PVD и ФПУ
Химическое осаждение из газовой фазы (CVD)
В качестве основных современных технологий нанесения износостойких покрытий для металлорежущего инструмента используются процессы химического (CVD — chemical vapor deposition) и физического осаждения из газовой фазы (PVD — physical vapor deposition). За рубежом более широко применяются CVD-процессы.
При CVD-процессах в качестве исходных материалов используются газы. Составы газовой фазы и покрытия существенно различаются. Покрытие образуется за счет прохождения химических реакций используемых реагентов. Сами процессы в большинстве случаев проводятся при атмосферном давлении в специальных камерах, в отдельных случаях — в вакуумных камерах.
Из анализа мировых достижений в области нанесения покрытий известно, что понизить температуру нагрева изделий в CVD процессах можно при использовании в качестве реагентов образования газовой фазы элементоорганических соединений и при помощи плазменной активации.
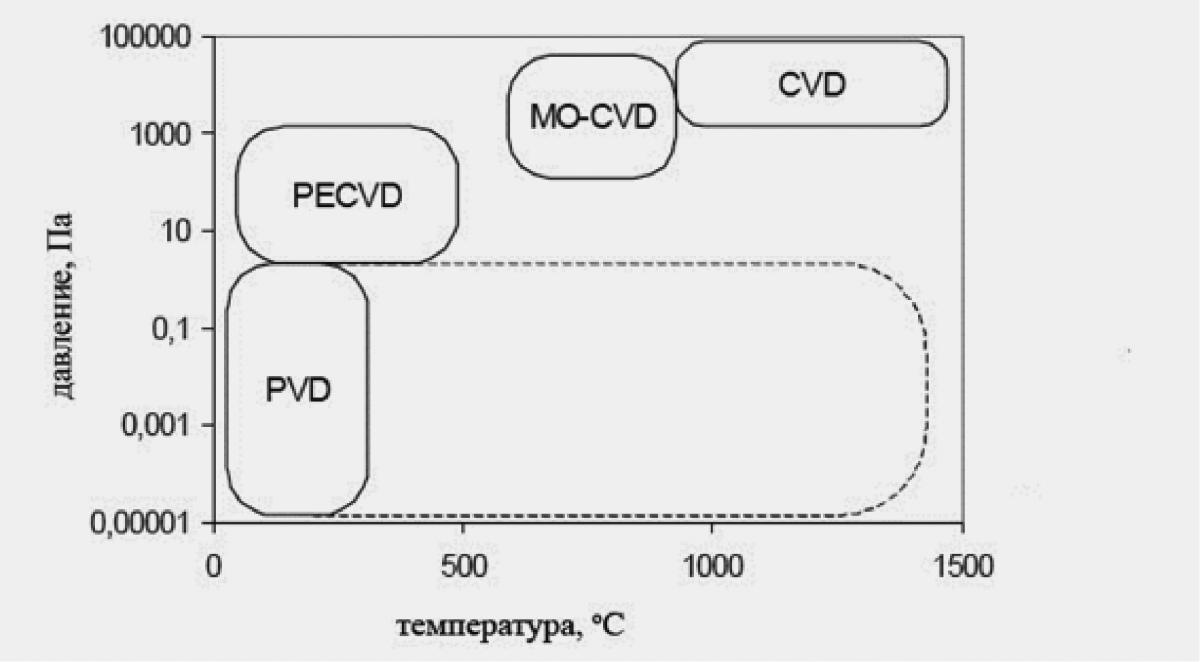
Рис. 1. Виды процессов осаждения покрытий: CVD, PVD, PECVD, MO-CVD
Это способствует исключению негативных явлений от термического воздействия и обеспечивает возможность более широкого использования различных материалов основы. Применение элементоорганических соединений для нанесения покрытий повышает уровень экологической безопасности, с учетом их нетоксичности (в отличие от широко применяемых для этих целей силанов, боранов или галогенидов при традиционных CVD процессах), а также понижает уровень взрывоопасности, с учетом их использования в жидком состоянии.
Кроме этого элементоорганические соединения могут содержать все необходимые компоненты для получения покрытий в единой субстанции, что повышает эффективность контроля за технологическим процессом и воспроизводимость свойств наносимых покрытий.
Физическое осаждение из газовой фазы (PVD)
Плазменная активация обеспечивает повышенное качество подготовки поверхности подложки, ведет к более быстрому прохождению химических реакций, а также к более высоким скоростям осаждения покрытия. Ограничение широкого использования методов PVD и CVD на отечественных предприятиях связано с применением сложного и дорогостоящего оборудования, требующего высокой квалификации обслуживания.
Для российского менталитета промышленных предприятий наиболее рационально для нанесения тонкопленочных износостойких покрытий использовать малогабаритное, безвакуумное, недорогое и простое в обслуживании оборудование, похожее на известные и широко применяемые сварочные установки.
Финишное плазменное упрочнение: принцип работы
Бескамерное осаждение при атмосферном давлении
В соответствии с этой концепцией разработана технология бескамерного химического осаждения тонкопленочных покрытий при атмосферном давлении с применением летучих жидких элементоорганических соединений и газовых сред с одновременной активацией поверхности электродуговой плазмой, объединяющая положительные эффекты процессов MO-CVD и PE-CVD.
При этом дополнительно ее новизна заключается в отсутствии использования закрытых камер, более низких температурах нагрева изделий в процессе осаждения покрытий и применении гибко управляемой электродуговой плазмы. В связи с тем, что нанесение тонкопленочных износостойких покрытий на изделия происходит на заключительной стадии их изготовления или непосредственно перед их использованием, данный процесс назван финишным плазменным упрочнением (ФПУ).
С применением этой технологии возможно нанесение различных упрочняющих покрытий, как на покупной инструмент, так и на самостоятельно изготавливаемый и перетачиваемый инструмент.
Оборудование и принцип действия
В качестве источника тепловой энергии для нанесения износостойкого покрытия при ФПУ используется плазменная струя, истекающая при атмосферном давлении из малогабаритного дугового плазмотрона, дополненного плазмохимическим реактором.

Рис. 2. Общий вид плазмотрона с плазмохимическим реактором
К основным достоинствам ФПУ относятся:
- ✓ Осуществление процесса без вакуума и камер
- ✓ Минимальный нагрев изделий, не превышающий 200°С
- ✓ Возможность нанесения покрытия локально, в труднодоступных зонах и на изделиях любых габаритов
- ✓ Использование малогабаритного, мобильного и экономичного оборудования
Основным принципом нанесения тонкопленочного износостойкого покрытия, например, на основе системы Si-O-C-N, B-O-C-N, B-Si-O-C-N и др., взятых за основу технологии ФПУ, является разложение паров в жидких элементоорганических препаратов, которые вводятся в плазмохимический реактор дугового плазмотрона, с последующим прохождением плазмохимических реакций и образованием покрытия на изделии.
Нанесение покрытия осуществляется локально на упрочняемую поверхность изделия при циклическом сканировании плазменной струи, которая касается обрабатываемой зоны. Важной отличительной особенностью процесса ФПУ является также то, что нанесение покрытия может осуществляться многослойно при толщине каждого слоя порядка 2–20 нм полосами шириной 8–15 мм (с учетом линейного перемещения плазменной струи). С целью минимального термического воздействия на материал основы при ФПУ плазменную струю перемещают со скоростью 3–150 мм/с.
Физико-механические характеристики: наноиндентирование
Методика измерений по ISO 14577
С целью повышения долговечности сверл, изготавливаемых из быстрорежущих сталей, наибольшее применение в качестве упрочняющих находят покрытия из TiN и TiAlN, осаждаемые с использованием PVD процессов. Проведем анализ физико-механических и трибологических свойств данных покрытий, а также нанокомпозитного покрытия системы Si-O-C-N, наносимого методом финишного плазменного упрочнения.
Покрытия TiN и TiAlN наносились на модернизированной установке ННВ-6,6-И1 с дополнительной сепарацией плазменного потока, нанокомпозитное покрытие системы Si-O-C-N — на установке финишного плазменного упрочнения ТЕСИС-115. В качестве образцов использовались диски диаметром 15 и 30 мм, толщиной 5 мм, изготовленные из стали Р18, прошедшей термическую обработку до твердости 60–62 HRC.
Для определения физико-механических свойств, в соответствии с ISO 14577–4:2007, применялся метод наноиндентирования. Измерение физико-механических свойств исследуемых покрытий производилось при использовании нанотвердомера TI750Ubi (Hysitron, США). Обработка результатов измерений проводилась по методу Оливера и Фара.
| Покрытие | Hplast, ГПа | E*, ГПа | Hplast/E* | Hplast³/E*² | We, % |
|---|---|---|---|---|---|
| TiN | 22-25 | 300-340 | 0,07-0,08 | 0,12-0,14 | 87-90 |
| TiAlN | 25-38 | 293-383 | 0,09-0,11 | 0,19-0,50 | 77-85 |
| Si-O-C-N | 17-20 | 112-128 | 0,14-0,16 | 0,41-0,54 | 76-93 |
Таблица 1. Физико-механические свойства покрытий
В соответствии с полученными значениями покрытие системы Si-O-C-N имеет примерно в 1,5–2,0 раза более высокую стойкость к упругой деформации разрушения (критерий Hplast/E*), в 1,2–3,0 раза более высокое сопротивление пластической деформации (критерий Hplast³/E*²) по сравнению с покрытиями TiN и TiAlN и более близкий модуль упругости к модулю упругости материала подложки — стали Р18 (200–220 ГПа), характеризующий минимизацию упругих напряжений на границе раздела покрытие-подложка и внутренних остаточных напряжений в системе.
Где Hplast, ГПа — нанотвердость| E* = E/(1 – ν²), ГПа — приведенный модуль упругости (где Е — модуль Юнга, ν = 0,25 — коэффициент Пуассона)| H/E* — стойкость покрытия к упругой деформации разрушения (индекс пластичности)| H³/E*² — сопротивление пластической деформации| We,% — доля работы упругой деформации (упругое восстановление).
Трибологические испытания: трение и износ
Испытания по международным стандартам
Трибологические испытания покрытий и материала основы — стали Р18 проводились с использованием трибометра TRB-S-DE (CSM, Швейцария) по схеме «шар-диск» в соответствии с международными стандартами: ASTM G99–05 (2010), ASTM G133–05 (2010), DIN 50324–1992, JIS R 1613:2010, ISO 20808:2004 с использованием контртела (шара ø3 мм), изготовленного из нитрида кремния Si₃N₄.
При каждом испытании использовался новый шарик, а его износ при оценке диаметра образующейся лунки не превышал 0,1–0,2 мкм. Нагрузка на контртело составляла 5Н. Линейная скорость — 10 см/с. Путь трения — 80 м. При испытаниях использовалась смазка SAE5 W40. Ширина следа износа после трибоиспытаний определялась с использованием микроскопа Olympus GX 51.
| Покрытие | Основа | Коэффициент трения | Износ по глубине, мкм | Износ по ширине, мкм |
|---|---|---|---|---|
| Без покрытия | Р18 (ø30) | 0,2 | 6,7 | 617 |
| TiN | Р18 (ø30) | 0,1 | 3,0 | 90,3 |
| TiAlN | Р18 (ø30) | 0,2 | 5,0 | 75,3 |
| Si-O-C-N | Р18 (ø30) | 0,04 | 1,5 | 45,2 |
Таблица 2. Значения параметров трибологических испытаний на трибометре TRB-S-DE
Результаты трибологических испытаний представлены в табл. 2. В качестве примера на рис. 3 приведен протокол испытаний покрытия Si-O-C-N с графиками изменения со временем коэффициента трения и глубины заглубления индентора в материал покрытия, а также вид полосы износа с замерами ее ширины на образце с покрытием.
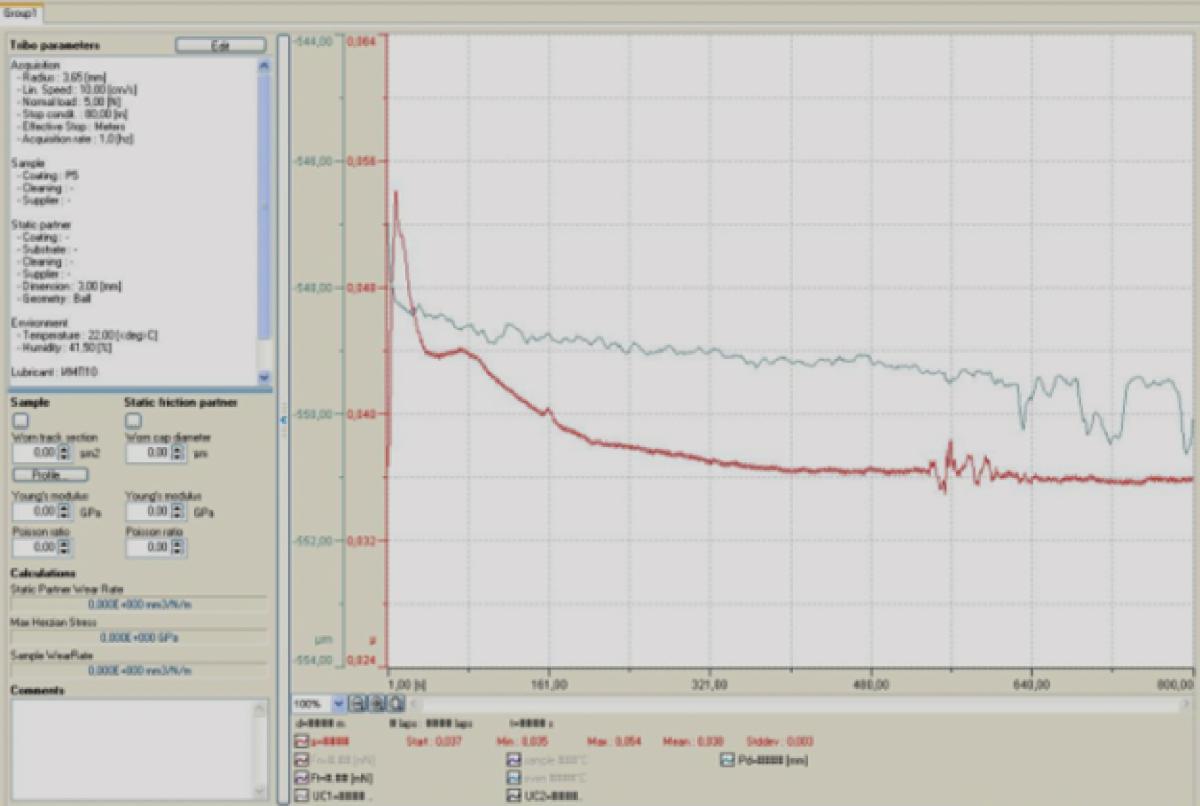
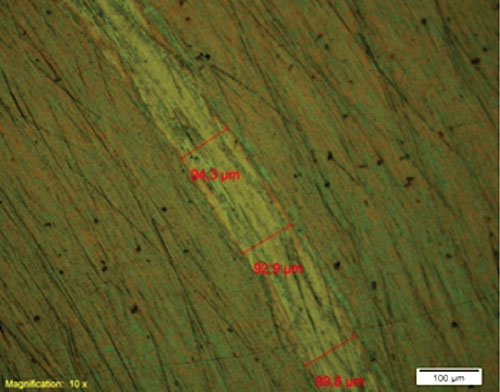
Рис. 3. Протокол испытания на трение и износ (а) и вид полосы износа покрытия Si-O-C-N (б)
Сравнительный анализ покрытий между собой показал, что минимальным коэффициентом трения обладает покрытие системы Si-O-C-N и он более чем в 2,5 раза меньше коэффициента трения ближайшего покрытия TiN и в 5 раз меньше материала основы. Наличие резких амплитудных изменений глубины износа может определяться образующимися продуктами износа, влияющими непосредственно на процесс трения.
Отсутствие трибологического покрытия на материале основы — стали Р18 кардинально изменяет параметры трения и износа — кривая изменения коэффициента трения со временем имеет возрастающий характер, максимальную глубину и ширину износа.
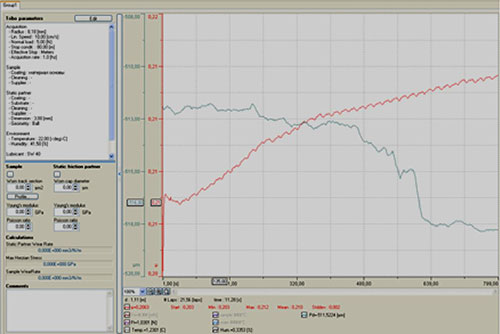
Рис. 4. Протокол испытания на трение и износ материала основы — стали Р18 (без покрытия) со смазкой SAE5 W40
Расчет параметров нанесения на сверла
Групповая обработка на планшайбе
Нанесение покрытия системы Si-O-C-N на сверла диаметром менее 10 мм возможно при их групповой обработке с расположением упрочняемых изделий по окружности в специализированной оснастке на диаметре планшайбы D. Поворот изделий вокруг собственной оси может быть периодический с учетом необходимого обеспечения воздействия плазмы на все стороны упрочняемых поверхностей (например, с шагом на 180 градусов при диаметре изделий менее 6 мм) или с постоянным вращением вокруг собственной оси, но с учетом того, чтобы относительное перемещение обрабатываемой поверхности и плазменной струи не превышало 150 мм/с, что обусловлено газодинамическими процессами взаимодействия обрабатываемой поверхности и плазменной струи.
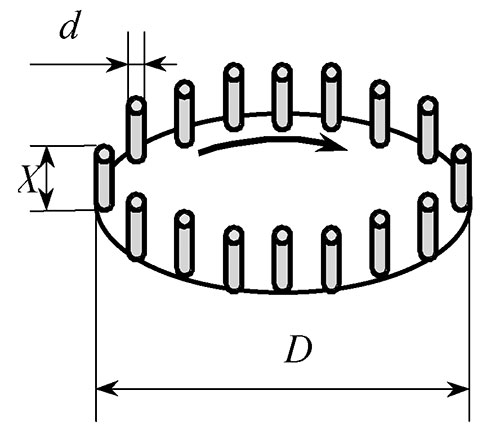
Рис. 5. Расположение сверл на специализированной оснастке
Для исключения перегрева обрабатываемых изделий рекомендуется назначать окружную скорость планшайбы 30…40 мм/с. При расчете задается: длина упрочняемой цилиндрической части изделий X, мм| диаметр планшайбы D, мм| осевая скорость вдоль оси изделия vx, мм/с (при шаговом смещении плазменной струи вдоль оси изделия на 8 мм vx = 0)| толщина покрытия F, мкм| окружная скорость v планшайбы на диаметре D, мм/с.
Повышение производительности групповой обработки при массовом производстве может быть достигнуто использованием не одного, а нескольких плазменных модулей.
| d, мм | Число изделий | Вращение | Модулей | Производительность, изд./час |
|---|---|---|---|---|
| 10 | 260 | Постоянное | 1 | 68 |
| 10 | 260 | Постоянное | 4 | 272 |
| 6 | 390 | Постоянное | 1 | 102 |
| 6 | 390 | Постоянное | 4 | 408 |
| 6 | 390 | Периодическое 180° | 1 | 160 |
| 6 | 390 | Периодическое 180° | 4 | 640 |
Таблица 3. Групповая обработка цилиндрического инструмента на планшайбе диаметром 1000 мм методом ФПУ (покрытие 150 нм)
Из табл. 3 видно, что производительность нанесения покрытия для изделий диаметром 10 мм может достигать 272 изделия в час при постоянном вращении изделий и при использовании 4 плазменных модулей, а для изделий диаметром 6 мм может достигать 640 изделий в час при периодическом повороте изделий на 180 градусов и при использовании 4 плазменных модулей.
Таким образом, автоматизация технологии нанесения покрытия методом ФПУ с использованием соответствующего механического оборудования при массовом производстве дает возможность повысить производительность по сравнению, например, с PVD процессами.
Модельные испытания: сравнение стойкости
Условия испытаний и критерии износа
Модельные испытания сверл из различных материалов и покрытий проводились на кафедре конструкционных материалов и материаловедения СПбГПУ под руководством проф. М. Т. Коротких. Объектом испытаний были выбраны спиральные сверла диаметром 6 мм из порошковой быстрорежущей стали Р6 М5 ФЗ-МП (Vanadis-23), стандартной стали Р6 М5, из стали HSS-PM с покрытием TiAlN Garant (114620 6), из стали HSS-Co с покрытием TiAlN Garant (114600 6), из стали N HSS с покрытием TiN Holex (114360 6), а также сверла из порошковой быстрорежущей стали Р6 М5 ФЗ-МП (Vanadis-23) с износостойким покрытием системы Si-O-C-N, наносимых методом финишного плазменного упрочнения.
В качестве обрабатываемого материала применялась пластина, изготовленная из нержавеющей стали 12Х18 Н9 Т толщиной 15 мм. Режим резания — отверстия сквозные, скорость резания — 18,8 м/мин| подача 0,05 мм/об, охлаждение — 10% раствором водного эмульсола KUTWELL 42, при подаче в зону резания свободным поливом. В качестве критерия износа выбрано достижение величины фаски износа на периферии режущей кромки сверла, равной 0,4 мм. Стойкость сверл определялась количеством обработанных отверстий до достижения предельного износа.
| Характеристика сверл | Стойкость (кол-во отверстий) |
|---|---|
| Из порошковой стали Р6М5ФЗ-МП (Vanadis-23) | 4 |
| Из порошковой стали Р6М5ФЗ-МП с покрытием Si-O-C-N | 12 |
| HSS-PM с покрытием TiAlN Garant | 2 |
| HSS-Co с покрытием TiAlN Garant | 6 |
| N HSS с покрытием TiN Holex | 7 |
| Р6М5 (без покрытия) | 0 |
Таблица 4. Результаты модельных испытаний сверл
На основании данных модельных испытаний выявлено, что наиболее высокой стойкостью обладают сверла из порошковой быстрорежущей стали Р6 М5 ФЗ-МП (Vanadis-23) с покрытием системы Si-O-C-N. При данных условиях испытаний они в 3 раза более долговечны по сравнению с такими же сверлами, но без данного покрытия и в 2–6 раз имеют более высокую стойкость, чем сверла из быстрорежущей стали с покрытиями TiN и TiAlN.
Промышленные испытания: реальные результаты
Перфорация сэндвичевых конструкций
Промышленные испытания сверл из порошковой быстрорежущей стали Р6 М5 К5-МП с покрытием системы Si-O-C-N проводились на ОАО «Пермский завод «Машиностроитель» на роботизированном технологическом комплексе на базе робота KUKA KR60 НА при перфорации заготовки — звукопоглощающей сэндвичевой конструкции авиационного двигателя 94–05–8006 (материал — стеклопластик ВПС-33).
Сверление полимерных композиционных материалов (стеклопластиков, углепластиков) обычно связано с образованием большого количества сколов, разлохмачиванием материала, со сложностью получения необходимой шероховатости поверхности, плохим отводом тепла из зоны резания, абразивным воздействием наполнителя материала, деструкции полимерного связующего, низкой производительностью и др. факторами.
При проведении испытаний стойкости сверл, за критерий затупления принимался технологический фактор — появление первых признаков нарушения нормальной работы и требующей замены инструмента из-за резкого падения качества обработанных отверстий: появления вырывов, разлохмачивания материала вокруг отверстия, а также возникновения ощутимых колебаний заготовки. Стойкость сверл определялась количеством обработанных отверстий.
| Тип инструмента | Материал | Подача, мм/мин | Частота, об/мин | Количество отверстий |
|---|---|---|---|---|
| Сверло ø2 мм, IZAR (Испания) | HSS-Co с TiN | 4 | 12000 | 3000 |
| Сверло ø2 мм, ФПУ | Р6М5К5-МП с Si-O-C-N | 4 | 12000 | 5500 |
Таблица 5. Результаты промышленных испытаний сверл
На основании проведенных промышленных испытаний сверла с покрытием Si-O-C-N имели практически в 2 раза более высокую стойкость, чем серийно используемые на производстве сверла фирмы IZAR Cutting Tools S. A. L. (Испания) с покрытием нитрида титана.
Внедрение на производствах: статистика
Результаты на различных предприятиях
На рис. 6 показан процесс нанесения покрытия системы Si-O-C-N методом финишного плазменного упрочнения на сверла, а в табл. 6 результаты его промышленного внедрения.

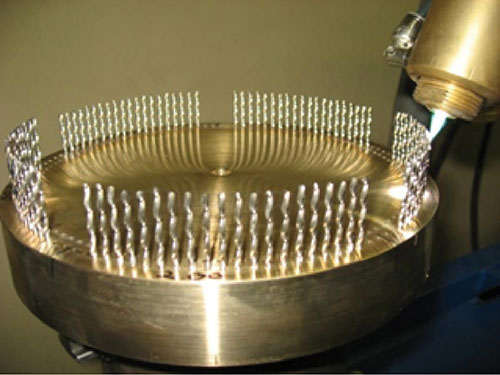
Рис. 6. Нанесение износостойкого покрытия системы Si-O-C-N методом финишного плазменного упрочнения
| № | Диаметр | Материал заготовки | Повышение стойкости | Организация |
|---|---|---|---|---|
| 1 | ø2,1 | 30ХГСА | 3,0 | «Электромашиностроительный завод «Лепсе», Киров |
| 2 | ø3,0 | ВЧ 70 | 5,75 | «Моторостроительный завод», Харьков |
| 3 | ø3,0 | Стеклотекстолит | 3,5 | «Мотор Сич», Запорожье |
| 4 | ø4,0 | 65Г | 2,0 | Снежнянский машиностроительный завод |
| 5 | ø4,2 | 12ХН3А | 5,0 | «Завод технологической оснастки», Николаев |
| 6 | ø5 | АК7 | 13,6 | «Топливные системы», Санкт-Петербург |
| 7 | ø8,9 | Ст45 | 4,0 | «Турбомеханический завод», Полтава |
| 8 | ø23 | Ст45 | 2,5 | Инструментальный завод ПО «Уралвагонзавод» |
Таблица 6. Производственные испытания сверл из стали Р6М5
Перспективы технологии ФПУ
Широкомасштабное внедрение
На основании сравнительного анализа физико-механических и трибологических свойств различных покрытий для упрочнения сверл, модельных и промышленных испытаний технология финишного плазменного упрочнения путем нанесения композитных нанопокрытий может рассматриваться как перспективная для широкомасштабного внедрения на предприятиях крупного, среднего и малого бизнеса, как при массовом выпуске инструмента, так и при использовании покупного и изготавливаемого собственными силами специализированного инструмента.
Вот такая история. Без пафоса. С фактами. И с реальными результатами. Зависит от ситуации? Да. Но потенциал — очевиден.
Павел Абрамович Тополянский
ООО «Научно-производственная фирма «Плазмацентр»
www.plasmacentre.ru
Литература
- Соснин Н. А., Ермаков С. А., Тополянский П. А. Плазменные технологии. Руководство для инженеров. Изд-во Политехнического ун-та. СПб.: 2008. — 406 с.
- Гиршов В. Л., Тополянский П. А. Металлорежущий инструмент из порошковой стали с дисперсной структурой и алмазоподобным нанопокрытием. Металлообработка. — № 1 (49). — 2009. С. 43–49.

