Скажу прямо: плазменная закалка — это не просто очередная технология упрочнения. Это реальный прорыв для тех, кто устал менять детали каждые несколько месяцев. Вы наверняка сталкивались с ситуацией, когда после обычной закалки ТВЧ появляются трещины или остаточные напряжения. Здесь подход принципиально иной.
Зубчатые и шлицевые соединения: реальный опыт
Почему плазма лучше ТВЧ
Размеры закалочной горелки установки УДГЗ-200 позволяют закаливать зубья шестерен с модулем m ≥ 5. Закалка производится по боковой поверхности зуба. Впадины между зубьями не закаливаются, так как туда нет доступа плазменной дуге. При закалке ТВЧ это является недостатком, вызывающим поломки зубьев при эксплуатации. Но плазменная закалка боковых поверхностей к поломкам не приводит, так как производится последовательно, тогда как закалка ТВЧ — одновременно по всему профилю, с наведением высоких остаточных напряжений.
Что это даёт? Меньше напряжений — меньше риска разрушения. Всё просто.
| Деталь | Материал | Срок службы до | Срок службы после | Рост |
|---|---|---|---|---|
| Зубчатое колесо крана 225 т | Сталь 35Л, z=90, m=24 | 6 месяцев | 17 месяцев | в 2,8 раза |
| Приводные шестерни укладчика | m=10, z=16, НВ 250 | 1 неделя | 4 недели | в 4 раза |
| Шлицевые муфты прокатного стана | Сталь 45, НВ 190→480 | 3 месяца | 6+ месяцев | износ 10% |
| Эджерные валы | Сталь 5ХНМ, HRC 35→55 | — | в 2,7 раза лучше серийных | на 30% лучше импортных |
Закалка установкой УДГЗ-200 зубчатых колес (сталь 35Л, z=90, m=24) сталеразливочного крана грузоподъемностью 225 т увеличила срок службы с 6 до 17 месяцев, то есть в 2,8 раза. Эта технология применяется с 2004 года по настоящее время. Подобный результат получен также при плазменной закалке зубчатого венца (сталь 35ГЛ) рудо-усреднительной машины.
Из-за больших размеров венца (диаметр около 6 метров) закалка производилась на шихтовом дворе под открытым небом, что составляет важное преимущество установки УДГЗ-200. Мобильность — это серьёзно.
Конические шестерни и открытые передачи
Производилась плазменная закалка конических шестерен механизма привода смешивающих «бегунов», применяющихся в литейном производстве. Наблюдения показали, что при 4-кратной наработке износ шестерен не превысил 10–20%. Впечатляет?
Приводные шестерни (m=10, z=16) в открытой передаче укладчика, работающего с вагоноопрокидывателем в агломерационном производстве, изнашивались в течение одной недели. Плазменная закалка увеличила твердость с НВ 250 до НВ 520; наработка при этом возросла до 4 недель, то есть в 4 раза.
Шлицевые соединения: от муфт до валов
В приводе прокатного стана «300» крутящий момент передается валкам через шлицевые муфты (сталь 45), срок службы которых не превышал 3 месяцев. Упрочнение шлицов плазменной закалкой увеличило твердость с НВ 190 до НВ 480. Производственные испытания показали, что после 2-кратной наработки они сохранились в работоспособном состоянии с износом менее 10%.
Эджерные валы собственного производства для импортной колесопрокатной линии на металлургическом комбинате уступали по сроку службы валам зарубежной поставки. Для снижения износа шлицов выполнили плазменную закалку, что увеличило твердость (сталь 5ХНМ) с HRC 35 до HRC 55. В результате упрочненный вал превзошел стойкость серийных валов в 2,7 раза и на 30% — стойкость импортных валов.
Таким образом, плазменная закалка показала себя как импортозамещающая технология. Без вариантов.

Рис. 1. Крупногабаритные детали с плазменной закалкой: а — эджерные валы, б — валы-шестерни

Рис. 2. Шестерня поворотная патрона бурового станка с плазменной закалкой
Плазменная закалка удобна для упрочнения труднодоступных поверхностей и поверхностей сложной формы в единичном или мелкосерийном производстве.
Правильные валки: восстановление без трещин
Проблема повторной закалки ТВЧ
После годичной эксплуатации валки из стали 9Х машины для правки бесшовных труб ø245–530 перетачивают на ремонтный размер. При уменьшении твердости по мере обточки от HRC 48…58 (требования чертежа) до HRC 37…45 они становятся непригодными для эксплуатации. Попытки восстановить твердость повторной закалкой ТВЧ не привели к успеху; валки давали трещины.
Тогда в автоматическом режиме выполнили плазменную закалку. Закаленные плазменной дугой валки успешно выдерживают плановый (один год) срок эксплуатации.

Рис. 3. Автоматическая закалка правильного валка установкой УДГЗ-200
Звучит убедительно? Практика показывает: да. Особенно когда альтернативы просто не работают.
Крупногабаритные обоймы подшипников
Закалка без деформаций
Это обоймы крупногабаритного опорного шарикового подшипника, изготовленные из коррозионностойкой стали 20Х13. Их диаметр составлял от ø608 до 2354 мм. Поскольку «погоны» представляют собой кольца с невысокой жесткостью, был разработан порядок закалки, не допускающий перегрева. Закаленные «погоны» после макетной сборки были испытаны обкаткой под нагрузкой 14 тонн.

Рис. 4. Плазменная закалка «погонов»
Штампы: от чугунных до разрезных
Рост износостойкости в 1,5-5,3 раза
На вагоностроительном заводе в связи с переходом на более прочную категорию металлопроката увеличился расход вырубных штампов (стали У8А, 5ХНМ, 5ХВ2С, Х12, 7Х3). В связи с этим применена плазменная закалка установкой УДГЗ-200. Это обеспечило рост износостойкости в 1,5…5,3 раза.
Производилась плазменная закалка чугунных штампов (вкладышей) формовки труб большого диаметра. В литом состоянии их твердость составляет HRC 30. Применение плазменной закалки увеличило твердость до HRC 60, а стойкость — в 3 раза. При этом уменьшился износ вкладышей; с применением плазменной закалки вкладыши перестали быть причиной брака.
Разрезные штампы: экономия 30% себестоимости
Многие штампы имеют длительный цикл изготовления с разрезанием на небольшие фрагменты для объемной закалки в печах и последующей трудоемкой подгонкой закаленных фрагментов в единое целое. Чтобы исключить трудоемкую подгонку, фрагменты штампа выполнили по чертежным размерам, а объемную закалку заменили плазменной.

Рис. 5. Фрагмент разрезного штампа после плазменной закалки
Плазменная закалка не вызвала искажений размеров, поэтому фрагменты собрались в единое целое без слесарной подгонки, что дало снижение себестоимости изготовления на 30%. Эксплуатация штампа показала, что его работоспособность улучшилась, так как трудоемкость ремонтных «зачисток» уменьшилась приблизительно в 10 раз.
Не всё так просто, как кажется, но результат говорит сам за себя.
Восстановление матриц
На Заводе монтажных заготовок три комплекта матриц для изготовления штампосварных трубных тройников ø530, 720, 820 мм (сталь 30ГСЛ) из-за низкой твердости катастрофически быстро, после приблизительно 50 штамповок, пришли в негодность. Плазменная закалка позволила восстановить работоспособность матриц: выдержав втрое большее количество штамповок, они остаются в исправности.
Рельсы и колеса: с 3 месяцев до 5 лет
Рекордное увеличение ресурса
При передаче труб большого диаметра ø530–820 с участка сварки на участок отделки используются скоростные передаточные тележки, передвигающиеся по рельсам типа А55, поставляемым из Германии. Их срок службы составлял 3–4 месяца, а на наиболее нагруженных участках ускорения и торможения — 2…6 недель.
После того как произвели плазменную закалку рельсов и тележечных колес, срок службы рельсов возрос до 4–5 лет, то есть в 12–20 раз. Представьте себе.



Рис. 6. Тормозной шкив, крановые колеса, ролики рольганга с плазменной закалкой
На рис. 6 представлены ролики рольгангов, крановые колеса, тормозной шкив, закаленные установкой УДГЗ-200 в автоматическом режиме. Рост их срока службы, как и в предыдущих случаях, вполне ощутимый, при этом достигнуто существенное снижение трудоемкости и себестоимости упрочняющей обработки.
Канатные барабаны экскаваторов
Упрочнение наиболее изнашиваемых участков
Приводная шестерня и ручьи канатных барабанов механизма «напора» карьерного экскаватора ЭКГ-8А относятся к наиболее изнашиваемым. Причем у барабана изнашивается всего 1,5 витка, чаще всего участвующих в работе «навивки». По мере износа шестерни заменяются, а ручьи канатного барабана протачиваются на ремонтный размер.
Применение плазменной закалки канатных ручьев и зубьев шестерни в 3 раза увеличило межремонтный ресурс ответственного узла и одновременно уменьшило износ канатов.
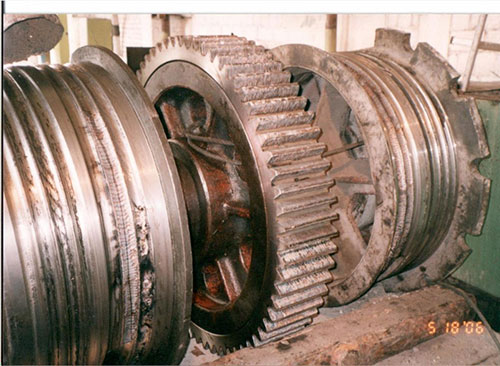
Рис. 7. Канатные барабаны и приводная шестерня редуктора «напора» экскаватора ЭКГ-8А, упрочненные плазменной закалкой
Детали вагонных тележек
Снижение износа на порядок
На экспериментальном железнодорожном кольце ОАО «ВНИИЖТ» проведены испытания вагонов с деталями (сталь 20ГЛ) вагонной тележки 18-100, упрочненными плазменной закалкой. Установлено, что плазменная закалка примерно на порядок снизила износ контактных мест, поэтому была рекомендована к серийному применению в производстве.

Рис. 8. Узлы вагонной тележки с плазменной закалкой: пятник-подпятник (слева), буксовый проем (справа)
Защитные накладки и футеровка
Доступное упрочнение защитных элементов
Поверхности корпусных частей машин и оборудования, подвергающиеся износу, защищают различного рода накладками. Их объединяет то, что ранее они употреблялись без упрочнения или их упрочнение обходилось слишком дорого, но плазменная закалка установкой УДГЗ-200 сделала упрочнение этих деталей доступным.
Плазменная закалка лицевых планок (3270×400×60 мм, сталь 45) пильгерстанов и мест под планками на клетях (сталь 35Л) увеличила наработку в 4 раза. При этом за счет снижения износа и, как следствие, зазоров уменьшились динамические (ударные) нагрузки при работе стана.


Рис. 9. Защитные листы с плазменной закалкой
Футеровка бункеров: экономия 30%
Стенки приемного бункера пресс-ножниц для резки металлолома на мерные отрезки облицовывают защитными листами из стали 65Г. Перед установкой в бункере их закаливают для придания износостойкости. Поскольку при закалке листы получают не только высокую твердость (HRC 55), но и деформации, то их фрезеруют. Чтобы сделать фрезеровку возможной, предварительно отпуском снижают твердость до HRC 35, чем лишают их части износостойкости.
Плазменная закалка по месту закрепления листов увеличила износостойкость и срок службы футеровки. При этом приобретались листы меньшей толщины, без припуска на фрезеровку, что на 30% сократило закупочные расходы.
Рис. 10. Бункер пресс-ножниц, футерованный листами с плазменной закалкой
Конуса дробилок: отказ от наплавки
Наплавка vs плазменная закалка
Конуса дробилок среднего дробления КСМД-2200, Sandvik H7800, FKB-2100 и т. п. быстро изнашиваются по поясу прилегания дробящей брони. Для восстановления износа их наплавляют. На Качканарском ГОКе ежегодно наплавлялось около 20 штук конусов.
В 2011–12 годах как новые, так и восстановленные наплавкой конуса подвергали плазменной закалке. Снижение износа в результате закалки оказалось столь существенным, что в 2013 году конуса на наплавку не подавали.
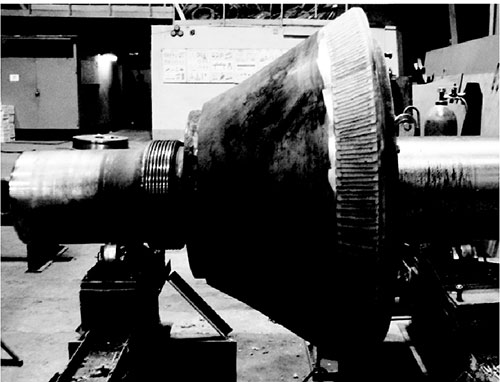

Рис. 11. Конуса среднего дробления: слева — с наплавкой, справа — с плазменной закалкой
Вот такая история. Без пафоса. С фактами. И с реальными результатами.
Преимущества установки УДГЗ-200
Почему это работает
Закалка как наиболее эффективное средство снижения износа в 80–90-х годах XX века получила новые возможности с разработкой способов ее выполнения плазменной дугой.
Значительным событием в развитии плазменной закалки стала разработка установки УДГЗ-200. Это единственная, выпускающаяся серийно, специализированная установка для плазменной закалки. Она впервые сделала плазменную закалку доступной для ручного применения, чем существенно расширила область ее применения. Теперь закаливается то, что было недоступно.
| Применение | Рост срока службы | Дополнительные выгоды |
|---|---|---|
| Зубчатые колеса | в 2,8-4 раза | Отсутствие поломок |
| Шлицевые соединения | в 2,7 раза | Импортозамещение |
| Рельсы | в 12-20 раз | С 3 месяцев до 5 лет |
| Штампы | в 1,5-5,3 раза | Снижение брака |
| Защитная футеровка | в 4 раза | Экономия 30% затрат |
| Конуса дробилок | Отказ от наплавки | Снижение трудоемкости |
Зависит от ситуации? Да. Но потенциал — очевиден.
Коротков Владимир Александрович
Профессор Нижнетагильского технологического института (филиал) Уральского федерального университета им. первого Президента России Б. Н. Ельцина
Тел. +7 (950) 656-25-75
vk@udgz.ru
Литература
- Коротков В. А. Плазменная закалка зубчатых и шлицевых соединений // Вестник машиностроения. — 2009. — № 8. — С. 87–89.
- Андронов В. А., Коротков В. А. О работе Бюро триботехники на Уралвагонзаводе // Вестник машиностроения. — 2009. — № 4. — С. 49–52.
- Коротков В. А., Шекуров А. В., Бабайлов Д. С., Зотов А. С. Плазменная закалка чугунных штампов // Ремонт. Восстановление. Модернизация. — 2007. — № 1. — С. 31–34.

