Как работают пневматические и электромеханические системы Telesis
Американская компания Telesis Technologies Inc. выпускает программируемые системы маркировки двух типов: пневматические (серия PINSTAMP) и электромеханические (Benchmark). Принципиальное различие кроется в способе привода ударной иглы.
Пневматические маркеры используют запатентованную технологию «плавающей иглы». Система управляет двумя воздушными потоками через электромагнитный клапан — один выталкивает иглу, второй втягивает её обратно. Никакой смазки не требуется, ведь игла постоянно находится в воздушной подушке. Отсутствие трущихся механических деталей существенно продлевает ресурс узла. Кстати, такая конструкция позволяет создавать высокоскоростные многоигольные головки.

Рис. 1. Принцип работы пневматической системы с плавающей иглой
Меняя давление выталкивания, можно регулировать глубину маркировки от 0,1 до 1 мм. Система справляется даже с неровностями поверхности до 7 мм. Впечатляет, правда?
Для сравнения: большинство других производителей используют только один воздушный поток для выталкивания, а возврат осуществляется механической пружиной. Это сокращает ресурс, ухудшает работу на неровных поверхностях и не позволяет создавать многоигольные решения. Любая пневматическая система требует подключения к пневмомагистрали или компрессору.

Рис. 2. Отличия технологии Telesis от традиционных решений
Электромеханические маркеры работают иначе. Здесь используется воздействие магнитного поля на металлический стержень и упругость возвратной пружины. При подаче тока через соленоид игла выталкивается, после отключения тока пружина возвращает её обратно. Для работы нужно только электричество — это плюс.
Но есть и минусы. Соленоиды со временем теряют КПД из-за перегрева, возможны замыкания обмоток. Пружины постепенно теряют упругость, несвоевременно втягивают иглу, уменьшая силу удара. Регулировка тока позволяет получать глубину маркировки от 0,1 до 0,7 мм при неровностях до 3 мм. Не так много, как у пневматики.
DataMatrix против штрих-кода: полное сравнение
Давайте сразу посмотрим на ключевые различия в таблице:
| Параметр сравнения | DataMatrix | Штрих-код |
|---|---|---|
| Размер поля кода | Малый | Значительный |
| Объём кодируемой информации | До 3000 байт | До 100 байт |
| Защита от подделки | Существенно затруднена | Подделать легко |
| Нанесение ударно-точечным методом | Возможно | Невозможно |
| Считывание при повреждении | Возможно | Затруднено |
| Избыточные коды | Код Рида-Соломона | Вертикальная проверка |
| Идентификация движущихся объектов | Возможна | Затруднена |
| Стоимость оборудования | Средняя | Низкая |
DataMatrix код: устройство и ключевые преимущества
Штриховые коды создали для автоматизации идентификации изделий с помощью оптических сканеров. Обычный штрих-код содержит уникальный серийный номер в виде чёрно-белых полос. Со временем появилась потребность кодировать больше информации на меньшей площади и повысить надёжность считывания при повреждениях.
Так появились 2D-коды. DataMatrix изобрели в 1989 году. Теоретическая максимальная ёмкость достигает 500 миллионов символов на квадратный дюйм, но на практике всё зависит от разрешения оборудования и составляет до 3116 цифр или 2335 букв и цифр.
Схема кодирования использует высокий уровень избыточности по методу Рида-Соломона. Данные рассредоточены внутри кодового символа. Это позволяет сохранять читаемость даже при частичном повреждении или потере части кода. Звучит убедительно.
Каждый код имеет измерительные линейки: сплошная линия по одному краю и равномерно расположенные квадратные точки по другому. Они определяют ориентацию и плотность кода.

Рис. 3. Структура DataMatrix кода с измерительными линейками
Нанесение DataMatrix на металл: технические нюансы
Все системы игло-ударной маркировки производства Telesis наносят DataMatrix в виде квадратной или прямоугольной матрицы точек как стандартную функцию. У других производителей это обычно опция.
Игло-ударная маркировка металл позволяет создавать достаточную глубину элементов, но точки получаются круглыми (кратерами), а не квадратными. Это порождает определённые условия для сохранения и считывания.
За время жизни металлического изделия возникают разные явления: абразивные воздействия, коррозия, гальваническая обработка, окраска. Всё это влияет на считываемость. Правильно настроенная игло-ударная маркировка обеспечивает работу DataMatrix даже в сложных условиях.
Физическая деформация верхнего слоя металла в виде углубления отражает свет иначе, чем однородный фон. Это даёт нужное контрастное отражение для сканера. Поверхностные способы нанесения, включая лазерную маркировку, не обеспечивают считывание при покрытии или удалении верхнего слоя. Есть над чем подумать.
Типичные сложности при работе с DataMatrix кодами
Проблемы делятся на две группы.
Ограничения при нанесении кодов
- Минимальный размер матрицы ограничен объёмом информации и типом игл
- Скорость нанесения влияет на качество кода
- Время маркировки растёт с увеличением объёма данных
Отдельные точки создаются иглой с рабочим диаметром 9,5; 5; 2,5; 1 или 0,5 мм и углом заточки 22°, 30°, 45° или 60°. Размер точки зависит от глубины вдавливания. Иглой диаметром 9,5 мм с углом 22° получается точка 1-1,5 мм. Чёткий DataMatrix 3×3 мм с таким инструментом сделать невозможно — элементы будут перекрывать друг друга.
Нужно учитывать доступную площадь, объём данных, возможную глубину кратера при данной твёрдости материала и выбирать подходящую иглу. Всё взаимосвязано.
Качество нанесения зависит от скорости: чем медленнее, тем лучше получаются элементы. Иногда это противоречит необходимому объёму выпуска, делая DataMatrix неприемлемым. Бывает и так.
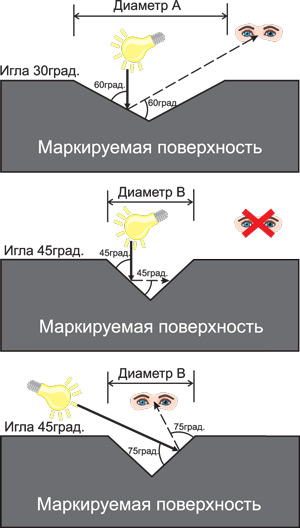
Рис. 4. Зависимость качества кода от скорости маркировки
Больший объём информации увеличивает время маркировки — растёт количество элементов и площадь кода.
Проблемы считывания и способы решения
- Требования к качеству поверхности металла
- Низкая контрастность кода
- Блики на зеркальных поверхностях
- Деформация элементов кода
Оптический принцип считывания требует однородности светоотражения. Сильно неоднородная поверхность неравномерно отражает свет, сканер не распознаёт точки. DataMatrix можно использовать только на ровном плоском участке. Это факт.
Коррозия — отдельная проблема. Ржавчина неоднородна и сильно ухудшает чтение. Требуется предварительная зачистка.
Зеркальные поверхности с высоким классом чистоты бликуют. Использование DataMatrix возможно при достижении нужной глубины маркировки и площади кода, которая предотвратит блики между точками. Помогают сканеры с диффузионной подсветкой.
Чёрное покрытие снижает контрастность. Решает правильный выбор глубины маркировки и дополнительная направленная подсветка.
Деформация элементов возникает при использовании игл с большим углом конусности. Кратер имеет наплывы на кромках, образующиеся при резком раздвигании металла. Наплывы бывают рваными и формируют неоднородность отражения, что усложняет распознавание. Важен правильный выбор типа иглы.
Результаты практических испытаний на различных поверхностях
Проводились исследования маркировки металлических пластин с гальваническим покрытием (хромирование, оксидирование, фосфатирование, цинкование), лакокрасочным покрытием и коррозионной поверхностью. Глубина маркировки составляла 0,3-0,5 мм.
Нанесение на поверхность с покрытием в несколько десятков микрон нецелесообразно — игла пробивает защитный слой. Поэтому применялась маркировка DataMatrix перед нанесением покрытий. Считывание производилось сканером Cognex DataMan7500 до и после обработки.
Что получили?
DataMatrix считывались до и после гальванической обработки, но для тёмных поверхностей потребовалось изменить режимы подсветки сканера. Окрашенная поверхность (4 слоя грунта ГФ-021, красно-коричневый) давала удовлетворительное считывание, но при нарушении целостности покрытия чтение становилось невозможным. Пришлось полностью удалять краску.
Считывание с коррозионной поверхности не зависит от глубины коррозии. Для уверенного чтения потребовалась зачистка абразивом до полного удаления следов ржавчины.
Проверка с масляной плёнкой показала удовлетворительное считывание. Неожиданно, но факт.
Надеемся, этот материал поможет оценить возможности игло-ударных систем маркировки и правильно использовать DataMatrix код. Спасибо!
ООО «МИКСИС»
www.micsys.ru
Тел./факс +7(495) 660-84-60
+7(495) 660-84-61
inbox@micsys.ru

