Российское станкостроение столкнулось с серьезной проблемой. Большинство отечественных систем ЧПУ морально устарели. Архитектура повторяет решения 80-90-х годов прошлого века. Это факт.
Вычислительное ядро на базе Intel Pentium не справляется с высокоскоростной контурной обработкой. Программное обеспечение совместимо с MS DOS — о современном интерфейсе можно забыть. Аналоговое управление приводами ограничивает точность. Результат предсказуем: низкая производительность и качество обработки.
Что делать? Импортные системы дороги, сроки поставки и ремонта затягиваются на месяцы. К тому же экспортные версии имеют функциональные ограничения. Выход один — создавать собственную современную цифровую СЧПУ.
Почему отечественные СЧПУ уступают зарубежным аналогам
Архитектурное построение большинства отечественных СЧПУ в основном повторяет решения зарубежных образцов 80-90 гг. ХХ века. Вычислительное ядро базируется на компьютерных процессорах Intel Pentium или подобных, быстродействие которых часто оказывается недостаточным при высокоскоростной контурной обработке. ПО основано на 16-разрядной сетке, совместимой в основном с ОС MS DOS, что не отвечает требованиям современного пользовательского интерфейса. В большинстве случаев используется аналоговый вариант управления приводами, что ограничивает их точностные характеристики. В результате, существующие отечественные СЧПУ зачастую оказываются малоэффективными в условиях повышения требований к производительности, точности и скорости обработки.

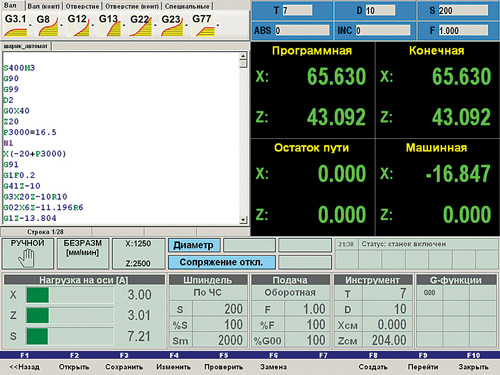
Пульт оператора IntNC
Зарубежные системы от Siemens, Bosch Rexroth, Heidenhain, Mitsubishi Electric имеют свои плюсы. Комплектность поставки, цифровое исполнение, современная архитектура — это работает. Но цена... Высокая стоимость, долгие сроки поставки и ремонта, функциональные ограничения для экспорта. Не всегда оправдано.
Таким образом, актуальной задачей является создание отечественной современной надежной и высокопроизводительной цифровой СЧПУ.
IntNC: интеграция трех задач управления на единой платформе
В научно-техническом центре «ИНЭЛСИ» (г. Иваново) разработана цифровая СЧПУ IntNC (Intellectual Numeric Control) – комплексная передовая отечественная система управления станком нового поколения, выполненная полностью по цифровой технологии, все компоненты которой (устройство ЧПУ, электроприводы, контроллер электроавтоматики, периферийные устройства и пульт оператора) являются продуктом одного производителя.
Основным принципом, положенным в основу IntNC, является интеграция на единой вычислительной платформе трех приоритетных задач управления станком: расчет траектории движения, управление приводами, контроль электроавтоматики. Все эти функции выполняются промышленным контроллером движения (КД), предназначенным для отработки процессов в реальном времени. В этом случае достигается максимальная компактность построения всей системы, существенно уменьшается число интерфейсных связей, появляются принципиально новые технологические возможности.
Промышленный компьютер: современный интерфейс и функционал
На терминальном уровне в IntNC используется промышленный компьютер, обеспечивающий современный пользовательский интерфейс, совместимый с ОС Windows, и возможность пользования развитыми инструментальными средствами. Это позволяет интегрировать в систему такие современные технологии, как удаленный доступ, техническое зрение, дистанционную диагностику и т.п.
Представьте: оператор работает в привычной среде Windows. Никаких архаичных интерфейсов. Плюс — интеграция с CAD/CAM системами, SCADA, сетевое окружение. Это уже другой уровень.
Двухпроцессорная архитектура: разделение задач реального времени
Двухпроцессорная архитектура СЧПУ позволяет наиболее эффективно разделить выполнение задач управления в «жестком» РВ и обработки терминальных задач, визуализации, снимая тем самым ограничения на скорость их выполнения. При этом надежность такой системы остается на высоком уровне, поскольку работоспособность КД не зависит от сбоев в работе ПК. Обмен информацией между КД и ПК производится на равноправном уровне через двухпортовую память. Следует отметить, что в настоящее время двухпроцессорная архитектура доминирует в СЧПУ Siemens, Bosch Rexroth, Heidenhain, Mitsubishi Electric.
| Компонент | Функции | Преимущество |
|---|---|---|
| Контроллер движения (КД) | Расчет траектории, управление приводами, контроль электроавтоматики | Работа в реальном времени, независимость от ПК |
| Промышленный ПК | Пользовательский интерфейс, визуализация, инструментальные средства | Совместимость с Windows, интеграция внешних технологий |
| Двухпортовая память | Обмен данными между КД и ПК | Равноправный уровень обмена, высокая скорость |
Надежность без компромиссов
Работоспособность контроллера движения не зависит от сбоев ПК. Это критически важно. Станок продолжает работать даже при проблемах с терминалом. Обмен через двухпортовую память происходит на равноправном уровне — никаких задержек.
Цифровые приводы на асинхронных двигателях: экономия без потери качества
Другим не менее важным элементом системы управления металлорежущим станком, во многом определяющим технические характеристики системы ЧПУ в целом, является электропривод. Поэтому следующий базовый принцип – это использование цифровых приводов подач и главного движения. Для его реализации создан специализированный быстродействующий цифровой интерфейс управления электроприводом, разработаны и программно реализованы алгоритмы управления асинхронными, вентильными, шаговыми, линейными двигателями и двигателями постоянного тока.
В настоящее время в приводе подач металлорежущих станков применяются в основном двигатели постоянного тока и вентильные. Однако их высокая стоимость, эксплуатационные и ремонтные трудности являются причиной того, что на протяжении последних 30 лет ведутся активные работы по созданию станочных приводов на основе асинхронного двигателя, как наиболее простого, дешевого и практически не требующего обслуживания. При этом наиболее надежным и качественным является цифровой вариант управления стандартными асинхронными двигателями.
Функциональное разделение: силовой преобразователь и система управления
Эффективным средством решения задачи управления электроприводами металлорежущих станков является функциональное и пространственное разделение электропривода подачи в рамках СУЭО на две составляющие: силовой преобразователь (СП) и систему управления, программно реализованную в КД и включающую алгоритмы координатных преобразований, расчет регуляторов, обработку сигналов датчиков, коммутацию силовых ключей. Это позволяет отказаться от автономных «интеллектуальных» преобразователей и использовать вместо них силовые модули, служащие только для усиления сигналов коммутации силовых ключей и реализации средств защиты, что увеличивает надежность работы всей системы и существенно снижает стоимость электропривода в целом.

Силовой преобразователь IntDRIVE-11D

Блок управления IntNC-800D
ПИД-регулирование и компенсация нелинейностей
В металлорежущих станках электропривод подачи обеспечивает два основных типа движения: позиционирование и движение по заданной траектории. В ряде отечественных систем ЧПУ в контуре положения реализуется простейший закон управления – пропорциональный, что требует компенсации возникающих ошибок дополнительными средствами. Однако задача управления движением в станках является достаточно сложной и требует более эффективных средств. Типовым вариантом в развитых СЧПУ является алгоритм на основе ПИД – регулирования координат с компенсацией сухого трения и каналами упреждения по скорости и ускорению. Кроме того, целесообразно использовать программно реализованные частотные фильтры для демпфирования резонансных колебаний, возникающих при определенных значениях собственных частот механических компонентов кинематической схемы станка. Необходимо предусмотреть возможность построения и использования регуляторов, для управления механизмами, в кинематической цепи которых содержатся нелинейные элементы, упругие звенья и зазоры. Для сложных объектов управления требуется предоставить возможность использования регуляторов высокого порядка (например, полиномиальных), а в ряде случаев и регуляторов, создаваемых пользователем. Только при наличии таких вариантов исполнения можно рассчитывать на получение требуемого качества управления в современном металлорежущем оборудовании.
Точность 4 мкм: результаты испытаний при высоких скоростях
Следует отметить, что разработанные решения позволяют сохранить высокую точность обработки при существенном повышении рабочих скоростей. В качестве интегральной оценки качества работы приводов была выбрана ошибка отклонения от круговой траектории при скоростях подач близких к быстрым перемещениям. В результате при отработке кругового движения (D = 150 мм) с асинхронными двигателями АИР100L4 на рабочей подаче F = 6 м/мин максимальное отклонение от заданной траектории составило 4 мкм. Достигнутые в результате настроек высокие жесткость и динамические показатели приводов позволяют на одном станке совмещать черновую и финишную операции, вести обработку закаленных и конструкционных сталей.
| Параметр испытания | Значение | Результат |
|---|---|---|
| Диаметр круговой траектории | 150 мм | — |
| Тип двигателя | АИР100L4 (асинхронный) | — |
| Рабочая подача | 6 м/мин | — |
| Максимальное отклонение | — | 4 мкм |
| Возможности обработки | — | Черновая + финишная, закаленные стали |
Универсальность обработки
4 микрона отклонения при скорости 6 м/мин — это серьезно. Такие жесткость и динамика позволяют совмещать черновую и чистовую обработку на одном станке. Закаленные стали? Конструкционные материалы? Без проблем.
Открытая архитектура: независимость от производителя
Ключевой особенностью СЧПУ IntNC является принцип открытой архитектуры, эффективность применения которого доказана в компьютерных технологиях. Традиционно СЧПУ строились как закрытые системы. Это объяснялось желанием производителей сохранить потенциального заказчика, обеспечить продажи комплектующих, ПО, услуг и т.п. Однако сегодня такой подход находит все меньше поддержки среди потребителей. Поэтому при разработке системы ЧПУ учитывалась максимально возможная независимость пользователя от монополии конкретного производителя.
В аппаратной части СЧПУ IntNC предоставляется возможность подключения к системе управления любого типа двигателя по выбору пользователя без каких-либо дополнительных затрат. В этом случае потребуется изменить только программные настройки в системе. В зависимости от производственных потребностей возможен как цифровой, так и аналоговый варианты управления электроприводом, что позволяет в ряде случаев сохранить существующие силовые преобразователи. Применение промышленного компьютера с ОС Windows XP Professional для встраиваемых систем дает возможность интегрировать в состав системы стандартные компьютерные компоненты, а использование интерфейсов USB, Ethernet, PCI, RS-232/422 позволяет подключать к ней оборудование других производителей, включая разработанное пользователем.
Гибкость программного обеспечения
В программной части СЧПУ IntNC реализована возможность выбора структуры регуляторов, их модификации и даже написания собственного алгоритма. Предусмотрен доступ к информации любого модуля. Разработан алгоритм, позволяющий пользователю создавать собственные G-функции. Использование ОС Windows допускает применение приложений пользователя, различных CAD/CAM систем, поддерживает внешнее сетевое окружение. СЧПУ производит сбор, первичную обработку и накопление информации о параметрах и состоянии технологического процесса и может быть достаточно легко интегрирована в различные SCADA-системы. Для случаев, когда оператору приходится брать на себя функции технолога-программиста, предусмотрены готовые шаблоны.
Программные утилиты IntSET, IntPLC, IntTUNE, IntDIAG
Набор программных утилит СЧПУ IntNC:
IntSET – конфигурирование аппаратно-программных параметров и пользовательских переменных
IntPLC – разработка и отладка программ управления и контроля электроавтоматики станка
IntTUNE – автоматическая и ручная настройки электроприводов
IntDIAG – диагностика входов/выходов, состояния приводов, сбор и отображение информации в реальном времени.
Конфигурации системы
Система ЧПУ IntNC выпускается в двух исполнениях: IntNC-400D – 4 оси и IntNC-800D – 8 осей (опционально до 12 осей).
| Модель | Количество осей | Применение |
|---|---|---|
| IntNC-400D | 4 оси | Токарные станки, простые фрезерные |
| IntNC-800D | 8 осей (до 12 опционально) | Многокоординатная обработка, сложные контуры |
Внедрение на ведущих предприятиях России
Система ЧПУ IntNC устанавливалась на металлорежущие станки моделей 16А20Ф3, 16К30Ф3, DFS-400, 6Р13Ф3, 6Т13Ф3, ГФ2171Ф3, МА655А8, ОС1000, 2550ПМФ4, 2E450АМФ4, 1П732РФ3, 2А622Ф4, ИР1250, ИС500ПМФ4 и др.
Среди активных пользователей IntNC ОАО «Ивановский завод тяжелого станкостроения», ОАО «Автомобильный завод «Урал», ОАО «Ковровский механический завод», ОАО «Автодизель», ПТОО АВТОВАЗ, ОАО «Красмаш», ОАО «Орелтекмаш», ООО «Вати-Авто», ЗАО «Череповецкий завод металлоконструкций», Ивановский государственный энергетический университет и ряд других организаций.
География применения
От Иванова до Тольятти, от Коврова до Красноярска. IntNC работает на десятках предприятий. Автомобилестроение, тяжелое станкостроение, металлоконструкции — спектр применения широк.
Это не просто система ЧПУ. Это комплексное решение для современного производства. Цифровая архитектура, открытость, точность, надежность — все, что нужно для конкурентоспособности.
Е.В. Красильникъянц
Г.А. Булдукян, В.В. Ельниковский
А.Н. Дербенев, Ю.С. Тарарыкин
Р.Ю. Наумов
НТЦ «ИНЭЛСИ»
Тел. (4932) 26-97-77, 26-97-03
E-mail: info@inelsy.com
Http://www.inelsy.com

