«У нас очень велика себестоимость каждого этапа обработки, притом, что допуски, напротив, очень малы. Отклонения от допуска или брак крайне дорого обходятся», – объясняет Клаус Геркен (Klaus Gerken), руководитель производстваDeharde Maschinenbau.
Представьте: допуски на готовые изделия составляют до ±0,015 мм для контуров, ±0,01° для углов и ±0,02 мм для деталей длиной 2500 мм. Это не просто цифры. Это реальные требования авиастроения.
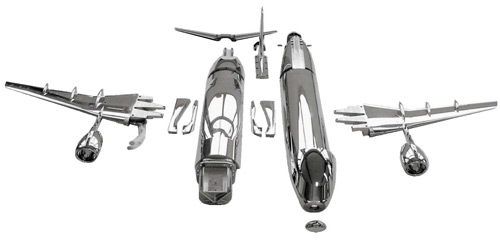
«Стоимость одного дня работы в аэродинамической трубе, в которой на масштабных моделях исследуются характеристики потока и динамические нагрузки на отдельные детали самолета, может достигать пятизначных сумм. При этом каждое из филигранных отверстий, посредством которых измеряются воздушные потоки, должно быть на 100% точным. В том числе и замена узлов на моделях, например, различных вариантов контура приводных механизмов, элементов облицовки корпуса или разных фасонных деталей для регулировки посадочных закрылков, должна производиться с минимальными затратами времени», – так описывает Тобиас Шварц (Tobias Schwarz), руководитель конструкторского отдела в компании Deharde, крайне высокие требования к производимым деталям.
Высокоточное исполнение деталей обеспечивается за счет прецизионной работы системы ЧПУ компании HEIDENHAIN.
Как достичь точности ±0,015 мм при высокой себестоимости обработки
Deharde Maschinenbau работает с деталями для аэродинамических труб. Это не массовое производство. Каждая деталь уникальна. Каждая ошибка стоит дорого.
Пятизначные суммы за день аренды аэродинамической трубы — это реальность. Поэтому точность отверстий для измерения воздушных потоков должна быть абсолютной. 100%. Без компромиссов.
Требования к точности в авиастроении
| Параметр | Допуск | Применение |
|---|---|---|
| Контуры деталей | ±0,015 мм | Облицовка корпуса, закрылки |
| Углы | ±0,01° | Приводные механизмы |
| Длинные детали (2500 мм) | ±0,02 мм | Элементы крыла, фюзеляжа |
| Отверстия для измерений | 100% точность | Датчики воздушного потока |
Замена узлов на моделях должна происходить быстро. Различные варианты контуров, элементы облицовки, фасонные детали для регулировки посадочных закрылков — все это требует минимальных затрат времени на монтаж.
Программирование в Catia V5 и Edgecam: от идеи до станка

Программирование на основе Catia V5 и Edgecam
Прежде чем начинать производство на 20-и фрезерных и 6-и токарных станках с ЧПУ, необходимо выполнить ряд подготовительных работ. «Каждый проект начинается с интенсивного обмена информацией между заказчиком и ведущим конструктором проекта, независимо от того, идет ли речь о первоначальной идее или уже имеются эскизы», – рассказывает Тобиас Шварц (Tobias Schwarz), руководитель конструкторского отдела в компании Deharde Maschinenbau.
От эскиза до трехмерной модели
На основании индивидуальных требований заказчика коллектив из 10 конструкторов создает на базе Catia V5 трехмерные модели и согласовывает их с заказчиком. На следующем этапе один из пяти программистов создает с помощью ПО Catia V5 или Edgecam управляющие программы, которые затем переносятся в системы управления HEIDENHAIN металлообрабатывающих станков.
Особенность компании Deharde Maschinenbau: по соображениям безопасности в случае «летающих» деталей, т.е. таких, которые непосредственно участвуют в полетах, изменение программы на станке блокируется. Все изменения производятся исключительно сотрудниками отдела подготовки производства и программирования.
Гибкость для менее ответственных деталей
Для менее ответственных деталей оператор имеет возможность корректировать программы непосредственно на станке. Также возможно составлять программы прямо на станке. «Особенно полезным я считаю то, что в iTNC 530 уже заложены основные циклы обработки. Такие циклы часто востребованы и при необходимости могут быть вставлены в программу за пару секунд», – сообщает Штефан Кокилле (Stephan Coquille), сотрудник производственного подразделения компании Deharde Maschinenbau.
Система iTNC 530 оснащена быстрым и удобным редактором для программирования непосредственно на станке. Кроме всего прочего, он позволяет разделять блоки программ при помощи комментариев. Эти примечания можно использовать в качестве закладок, что обеспечивает быструю навигацию по программе.
KinematicsOpt: компенсация термических отклонений за минуты
Для оптимального использования возможностей станков в компании Deharde Maschinenbau используют дополнительные функции KinematicsOpt и адаптивное управление подачей AFC. KinematicsOpt – это дополнительная опция программного обеспечения системы iTNC 530. Она устраняет отклонения круговых осей в результате нагрева и компенсирует их дрейф.
Калибровка станка оператором
Посредством KinematicsOpt оператор может самостоятельно подстроить калибровку круговой оси на своем фрезерном станке. При этом соответствующий процесс измерения продолжается всего лишь несколько минут. «Мы калибруем некоторые из наших станков таким образом в среднем один раз в неделю. Для деталей с особо малыми допусками мы используем эту функцию дополнительно перед каждой рабочей операцией», – поясняет Дитмар Варнс (Dietmar Warns), руководитель участка механической обработки компании Deharde Maschinenbau.
| Функция | Время выполнения | Частота применения | Результат |
|---|---|---|---|
| KinematicsOpt | Несколько минут | Раз в неделю / перед операцией | Компенсация термического дрейфа |
| AFC | Автоматически | Постоянно при обработке | Регулировка подачи, защита инструмента |
AFC: сокращение времени черновой обработки на 5%
Адаптивное управление подачей AFC также является опциональной функцией и после активации может использоваться при каждой рабочей операции. AFC автоматически регулирует подачу по траектории в зависимости от нагрузки шпинделя и определенных пользователем граничных значений. Таким образом, продолжительность обработки может ощутимо сократиться, в частности, на отливках, на которых имеются характерные сильные отклонения припуска.
Защита от поломки инструмента
Адаптивное управление подачей «следит» за тем, чтобы рабочие параметры шпинделя постоянно оставались на заданном уровне на протяжении всего цикла обработки. В компании Deharde Maschinenbau функцию AFC используют при обработке деталей из титана и алюминия. Таким образом, продолжительность черновой обработки сократилась приблизительно на 5%.
«Особенно важным преимуществом этой функции для нас является то, что станок автоматически останавливается, когда скорость подачи падает ниже минимально установленного значения. Как правило, это говорит о том, что инструмент затупился. Это позволяет нам избегать дорогостоящих повреждений заготовки и станка из-за поломки инструмента», – комментирует руководитель производства Клаус Геркен (Klaus Gerken).
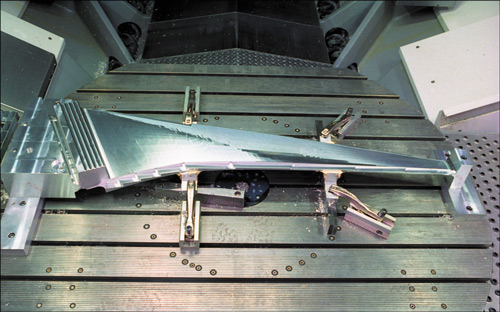
Обработка титана и алюминия
Титан и алюминий — основные материалы в авиастроении. Каждый требует своего подхода. AFC адаптируется автоматически. Не нужно вручную подбирать режимы. Система сама контролирует нагрузку на шпиндель.
Универсальность персонала: работа на любом станке предприятия
Уже в 2000 году ответственные лица в фирме Deharde Maschinenbau приняли стратегическое решение по последовательному оснащению всех станков, за немногим исключением, системой управления компании HEIDENHAIN. Таким образом была обеспечена возможность для всех сотрудников работать на любом станке из парка предприятия.
Центр обучения TTC: подготовка с 2003 года
С 2003 г. наряду с собственными сотрудниками в центре обучения компании (TTC) подготовку по системам управления HEIDENHAIN проходят также и сотрудники сторонних организаций. С 2004 г. TTC является официальным партнером компании HEIDENHAIN по обучению.
Модернизация старых станков
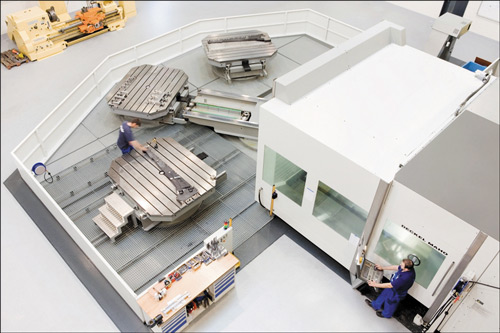
Ремонт имеющихся в наличии старых станков с оснащением их системой iTNC 530 осуществляется в рамках мероприятий по продлению срока службы оборудования. В том числе и для недавнего приобретения – нового пятиосевого фрезерного центра-гиганта DMC 340U с четырьмя устройствами автоматической смены паллет от DeckelMaho-Gildemeister, который в стандартном исполнении поставляется с системой управления другого поставщика – компания Deharde заказала систему управления HEIDENHAIN. «Это гарантирует нам, а вместе с тем, естественно, и нашим заказчикам, максимальную гибкость», – подчеркивает Клаус Геркен (Klaus Gerken), руководитель производства.
Интеграция измерительного ПО
На станке DMC 340U система управления HEIDENHAIN сопрягается с измерительным программным обеспечением стороннего поставщика, которое полностью автоматически с помощью зондов обмеряет детали и составляет протоколы измерений. «Привязка программного обеспечения к iTNC 530 без проблем реализовалась с помощью стандартных интерфейсов», – объясняет Томас Ольтманнс (Thomas Oltmanns), руководитель отдела подготовки производства и программирования.
На следующем этапе компания Deharde Maschinenbau планирует настроить измерительную программу таким образом, чтобы она могла делать автоматические корректировки управляющей программы. Цель компании Deharde Maschinenbau заключается в организации производства на этом фрезерном центре при минимальной численности обслуживающего персонала.
Результаты внедрения iTNC 530: точность и надежность
В результате применения системы управления iTNC 530 компании HEIDENHAIN фирма Deharde Maschinenbau получила следующие преимущества:
- ✓ Высочайшая точность с допусками до ±0,015 мм для контуров, ±0,01° для углов и ±0,02 мм для деталей длиной 2500 мм.
- ✓ Минимизация брака, который был бы в высшей степени затратным по причине высокой себестоимости обработки.
- ✓ Быстрая и надежная передача управляющих программ на металлообрабатывающие станки через Ethernet.
- ✓ Опциональная функция KinematicsOpt устраняет отклонения по осям вращения в результате нагрева и компенсирует их дрейф.
- ✓ Опциональная функция адаптивного управления подачей AFC автоматически регулирует подачу по траектории в зависимости от нагрузки шпинделя и определенных пользователем граничных значений. Таким образом компания Deharde Maschinenbau уменьшила время рабочей операции по черновой обработке на 5%.
| Преимущество | Количественный результат | Экономический эффект |
|---|---|---|
| Точность обработки | ±0,015 мм (контуры), ±0,01° (углы) | Исключение брака, экономия на переделках |
| Время черновой обработки | Сокращение на 5% | Повышение производительности |
| Калибровка осей | Несколько минут | Минимальные простои |
| Защита инструмента | Автоматическая остановка | Предотвращение повреждения заготовки и станка |
| Универсальность персонала | Работа на любом станке | Гибкость производства |
Сервис HEIDENHAIN в России: поддержка и модернизация
Интересы компании HEIDENHAIN в России с 2007 года представляет ООО «ХАЙДЕНХАЙН», которое занимается не только реализацией, но и сервисным обслуживанием оборудования HEIDENHAIN. ООО «ХАЙДЕНХАЙН» осуществляет помощь при подборе необходимых для модернизации компонентов, техническую поддержку и сервисное обслуживание продукции HEIDENHAIN как для конечных пользователей, так и для организаций, занимающихся производством и модернизацией станков.
Посетите наш стенд в павильоне 2.1 на выставке Металлообработка-2011 (23-27 мая 2011 г., Москва, выставочный центр «Экспоцентр» на Красной Пресне).
ООО «ХАЙДЕНХАЙН»
+7 (495) 931 96 46
www.heidenhain.ru
info@heidenhain.ru

