Металлопористые катоды (МПК) давно заняли прочное место в производстве электровакуумных приборов. Практически все усилители на базе ламп бегущей волны (ЛБВ) или обратной волны (ЛОВ) используют именно их. Радиолокация, космическая связь, телевещание, сотовая связь — везде нужны надежные катоды.
Но есть проблема. Точнее, несколько проблем. И одна из них — равномерность эмиссии. Как оказалось, контролировать этот параметр не так просто.
Как обеспечить равномерную эмиссию электронов в ЛБВ и ЛОВ
Под МПК понимают катоды, эмитирующий слой которых представляет собой пористую губку из тугоплавкого металла, как правило, вольфрама. Через поры губки на эмитирующую поверхность поступают щелочноземельные металлы и их окислы, образующие на эмитирующей поверхности монослой типа Ba-O-W, обладающий низкой работой выхода. [6] Традиционные требования к улучшению эмиссионных характеристик катода – увеличение плотности тока эмиссии и долговечности. Однако в производстве мы столкнулись еще с одним, как оказалось, немаловажным фактором – равномерностью эмиссии. Так как методики контроля эмиссионных параметров имеют интегральный характер, контролировать эмиссионную равномерность затруднительно. В то же время все сложные оптические системы приборов рассчитываются с учетом равномерности формирования электронного пучка и, следовательно, равномерности эмиссии. В результате исследований поверхности МПК получены следующие эмиссионные картинки катодов (рис. 1).
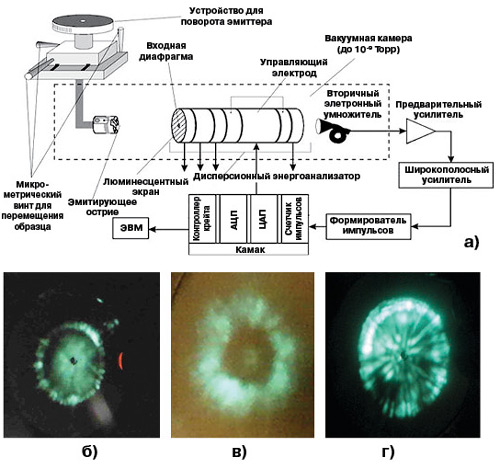
Рис. 1 Анализ эмиссионной картины МПК (совместно с Башкирским Государственным Университетом): а) схема установки по анализу эмиссионной структуры МПК; б) катод №1 Ø 2,0 мм, Uн=4,0 В; в) катод №2 Ø 2,8 мм, Uн=3,15 В (ионно-плазменное травление); г) катод №3 Ø 2,8 мм, Uн=3,15 В (с лазерной микрогравировкой).
На равномерность эмиссии МПК влияет множество факторов. Отравление катода остаточными газами при изготовлении приборов. Микроокисление, микрогидратация, неравномерное расположение открытых пор в технологических процессах производства МПК. Практически все факторы имеют случайный характер. Что делать?
Почему ионное травление не решает проблему завальцовки пор
Все МПК в процессе производства проходят операцию механической доработки, при которой пропитанную губку катода обрабатывают резцом для формирования заданной конфигурации узла. Вследствие обработки поверхности МПК происходит завальцовка поверхностных пор на глубину 5 – 10 мкм. По существующей технологии для развальцовки пор используют операцию ионного травления. [5] Проведенные исследования показали, что процесс ионного травления не обеспечивает равномерное стравливание по эмитирующей поверхности катода (рис.2б). Также было обнаружено влияние ионного травления на изменение конфигурации и расположение диска относительно кромки катода (рис. 2а), так как, например, молибден стравливается в два раза быстрее, чем вольфрам.
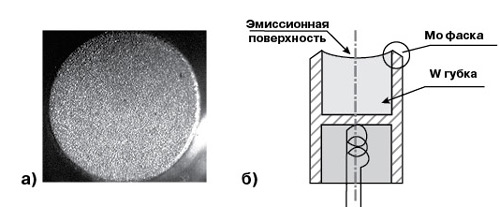
Рис. 2 а) изображение МПК, изготовленного по стандартной технологии, б) эскиз МПК
Вот она, проблема. Неравномерное травление. Деформация формы. Разная скорость стравливания материалов. Молибден уходит в два раза быстрее вольфрама. Результат? Искажение геометрии катода.
Лазерная микрогравировка: точность 15 мкм за 20 секунд
Предлагаемый авторами способ лазерной модификации поверхности МПК имеет ряд преимуществ перед ионным травлением: равномерность и единообразие поверхностных пор, отсутствие деформации формы МПК, возможность задать необходимые размеры пор и расстояние между ними (рис. 3), быстрота проведения процесса.
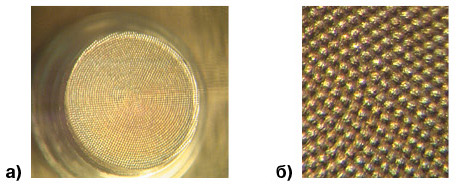
Рис. 3 Изображения МПК, обработанного лазером: а) увеличение 8-кратное, б) увеличение 56-кратное
Лазерное структурирование поверхности катода проводилось методом лазерной микрогравировки. Полученная структура представляет собой поле микроотверстий глубиной 5 – 6 мкм диаметром 15 мкм с межцентровым расстоянием 20 мкм. Сравнение недокальных характеристик катодов и распределение характеристических температур с лазерной микрогравировкой и катодов по традиционной технологии показало практическую их идентичность.
| Параметр | Значение | Преимущество |
|---|---|---|
| Глубина микроотверстий | 5-6 мкм | Точное вскрытие пор без повреждения |
| Диаметр отверстий | 15 мкм | Оптимальный размер для эмиссии |
| Межцентровое расстояние | 20 мкм | Равномерное распределение |
| Время обработки одного катода | 20 сек | Высокая производительность |
| Длина волны лазера | 1,06 мкм | Прозрачность стекла колбы |
Идентичность характеристик при новой технологии
Практическая идентичность характеристик — это важно. Не нужно пересчитывать параметры приборов. Не нужно менять конструкцию. Просто берете и используете. Лазерная обработка дает те же результаты, что и традиционная технология. Но с дополнительными преимуществами.
Структура поверхности: микроотверстия глубиной 5-6 мкм
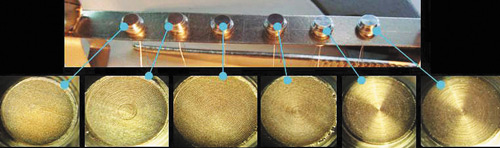
Рис. 4 Катоды в откаченной колбе, обработанные с разными режимами излучения при отладке техпроцесса лазерного структурирования
Используемое оригинальное оборудование собственного производства представляет блочно-модульную конструкцию с применением как приобретенных блоков и комплектующих, так и изготовленных по спецзаказу. Отработка технологических режимов изготовления МПК проводилась на твердотельных лазерах на Nd:YAG с длиной волны 1,06 мкм.[2] Исследования осуществлялись на установке, возможности которой во многом были ограничены возможностями используемого источника лазерного излучения.
Обработка через стеклянную колбу
Представьте: катоды уже в откачанной колбе. И их можно обрабатывать! Техпроцесс лазерного структурирования проводится через стенки стеклянной колбы, прозрачной для данной длины волны излучения. Не нужно вскрывать, не нужно перепаивать. Просто и эффективно.
Волоконные лазеры: замена Nd:YAG без юстировки и охлаждения
Предполагаемое использование современных лазерных систем, работающих в ультрафиолетовом диапазоне и с пикосекундной длительностью импульсов, позволит поднять плотность регулярной структуры не менее чем на порядок с одновременным увеличением ее качества. В настоящее время с целью повышения качества изготавливаемых МПК, получения эмитирующих структур с плотностью упаковки микрозаглублений более 5-10⁶ см² и увеличения тока с одного заглубления проводятся работы с применением волоконных лазеров. Также осуществляются комплексные исследования возможности замены твердотельных источников лазерного излучения на основе Nd:YAG, используемых в технологических процессах и лазерном оборудовании при производстве компонентов и электронных узлов, на волоконные лазеры, не требующие в процессе эксплуатации юстировки излучения, принудительного охлаждения излучателя, специального помещения, оборудованного промышленной системой энергопитания и водяного охлаждения, и потребляющие минимум электроэнергии.
| Параметр | Nd:YAG лазер | Волоконный лазер |
|---|---|---|
| Юстировка излучения | Требуется | Не требуется |
| Охлаждение | Принудительное, водяное | Минимальное |
| Специальное помещение | Необходимо | Не требуется |
| Потребление электроэнергии | Высокое | Минимум |
| Плотность структуры | Базовая | На порядок выше (перспектива) |
Переход на УФ-диапазон и пикосекундные импульсы
Ультрафиолетовый диапазон. Пикосекундные импульсы. Это следующий шаг. Плотность структуры вырастет на порядок. Качество тоже. Но даже сейчас, с Nd:YAG, результаты впечатляют.
Четыре преимущества лазерного метода перед традиционным
В области производства вакуумных СВЧ приборов ведутся многочисленные работы по формированию равномерной эмитирующей поверхности катода [1], но предлагаемый метод выигрывает по экономическим, технологическим параметрам при незначительной стоимости используемой установки.
Основными положительными факторами являются:
✓ 1. Простота метода. Для обеспечения процесса достаточно обрабатываемые катоды поместить внутрь отпаянной после откачки стеклянной колбы, причем их количество ограничивается только размерами самой колбы. Техпроцесс лазерного структурирования проводится через стенки стеклянной колбы, прозрачной для данной длины волны излучения.
✓ 2. Производительность техпроцесса. Обработка одного катода продолжается менее 20 секунд.
✓ 3. Воспроизводимость результата. Вся партия катодов обрабатывается по единой программе. Специальная методика позволяет получить структуры с высокой регулярностью на всех обрабатываемых катодах.
✓ 4. Возможность формировать и контролировать программно структуру поверхности МПК.
Патентная защита и государственная поддержка
Работа защищена несколькими патентами.
Работа поддержана Госконтрактом № П488 от 13.05.2010 г. и Госконтрактом № П2498 от 20.11.2009г. по ФЦП «Научные и научно-педагогические кадры инновационной России на 2009-2013 годы».
The work is supported by State Contract NP2498 from 20 November 2009, FTP «Scientific and Pedagogical Staff of Innovative Russia on 2009 – 2013».
Внедрение на предприятиях СВЧ-приборостроения
Результаты исследований уже нашли применение. НПФ «Прибор-Т» СГТУ, ФГУП НПП «Алмаз» — это не просто научные организации. Это реальные производства, которые используют лазерную микрогравировку для улучшения характеристик металлопористых катодов.
Экономические преимущества очевидны. Технологические тоже. При незначительной стоимости установки вы получаете:
- Равномерную эмиссию
- Отсутствие деформации катода
- Высокую производительность
- Программный контроль структуры
И это только начало. Переход на волоконные лазеры откроет новые возможности. Плотность упаковки микрозаглублений более 5×10⁶ см⁻². Увеличение тока с одного заглубления. Качество на другом уровне.
А.В. Конюшин, Г.В. Сахаджи
НПФ «Прибор-Т» СГТУ, ФГУП НПП «Алмаз»
Литература:
- Новости СВЧ-техники, 2006, №94 – «Катоды с регулируемой плотностью».
- А.В. Конюшин, Т.Н. Соколова, Е.Л. Сурменко «Лазерные технологии и современное оборудование при изготовлении многоострийных автоэмиссионных катодов из монолитного стеклоуглерода для вакуумных СВЧ-приборов». Вакуумная наука и техника. Материалы XIV научно-технической конференции. /МИЕМ. –М. 2007. –С268-271
- Б.Ч. Дюбуа, А.Г. Михальченков, О.В. Поливникова, М.П. Тимирязева «Влияние структуры поверхности металлопористых катодов на их эмиссионные свойства». Электронная техника, сер.1, СВЧ-техника, вып.1 (504), 2010, стр.25 – 34.
- Б.Ч. Дюбуа, О.К. Култашев, О.В. Поливникова «Эмиссионная электроника, нанотехнология, синергетика». Электронная техника, сер.1, СВЧ-техника, вып.4 (497), 2008.
- Г.В. Сахаджи, А.Я. Зоркин «Осмирование импрегнированных катодов и ионно-плазменные методы модификации их поверхностей». «МАТИ» – РГТУ им. К.Э. Циолковского: сб. трудов М.: МАТИ, 2009, стр.173-178 ISBN 978-5-93271-516-1
- О.Ю. Масленников, А.Б. Ушаков «Эффективные термокатоды (конструкции и технологии)», ч.2. Учебное пособие. – МФТИ, 2003. – 129 с. ISBN5-7417-0208-2.

