Что такое дисперсионно твердеющие сплавы: наноматериалы с 1906 года
Дисперсионно твердеющие сплавы — это классические наноструктурные или нанофазные материалы, которые были открыты более сотни лет назад, в 1906 году. Задолго до того, как слово «нано» вошло в моду.
Фазовые выделения в этих сплавах до недавнего времени измеряли в ангстремах — величине, на порядок меньше нанометра. А другие структурные составляющие или толщину объектов (покрытий) — в микрометрах или их долях.
Правда, нанометр проще выговаривать, чем ангстрем. Это, наверное, так. Но суть от этого не меняется.
Важно другое:
- ✓ Имеется солидный опыт синтеза дисперсионно твердеющих сплавов, успешно эксплуатируемых на протяжении десятков лет вплоть до настоящего времени
- ✓ Разработаны новые материалы, свойства которых решительно опровергают мнение некоторых «специалистов» о бесперспективности синтеза новых металлических материалов
- ✓ Нельзя до бесконечности рассуждать о классификации наноматериалов, при этом путая принадлежность конструкционных материалов к различным группам
Как говорится в одном старом анекдоте: «...делом нужно, наконец, заниматься. Делом...!»
Классификация наноматериалов: структурный подход
Структурной классификации наноматериалов вполне достаточно для полного представления обо всех принципиальных их вариантах.
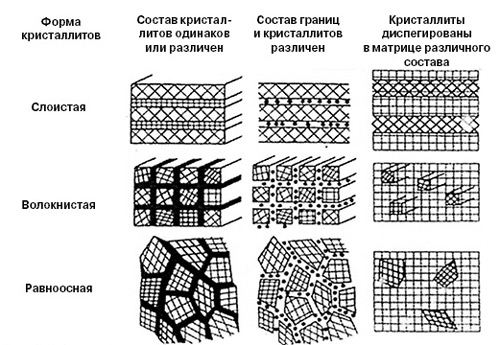
Рис. 1. Классификация наноматериалов по структуре: от порошков до слоистых материалов
Принятый в настоящее время критерий структурной наноразмерности металлических материалов связан с геометрическими параметрами. Это могут быть:
| Тип наноматериала | Характеристика | Примеры применения |
|---|---|---|
| Порошки | Одного или различных составов | Порошковая металлургия |
| Волокна | Основа или внедрены в основу композитов | Композиционные материалы |
| Слоистые материалы | Многослойная структура | Покрытия, фольга |
| Внутреннее окисление | Дисперсные оксиды в матрице | Жаропрочные сплавы |
| Равноосная зеренная структура | Высокоугловые границы | Ультрамелкозернистые материалы |
| Дисперсионно твердеющие сплавы | Частицы из распада твердого раствора | Конструкционные сплавы |
Важно, чтобы размер структурных элементов хотя бы в одном направлении не превышал 100 нм (1 нм = 10⁻⁹ м). Этот размер, естественно, условен. Его характерная величина может быть уменьшена или увеличена в зависимости от природы требуемых свойств (физических, механических, технологических и др.) или их сочетания.
Нанотехнологии в цветной металлургии: 4 основных направления
Естественно, что и технологии, обеспечивающие получение наноматериалов, стали тоже сопровождаться приставкой «нано». В настоящее время к основным нанотехнологиям, распространенным в цветной металлургии, следует отнести следующие:
- Доведение размеров порошков до наноразмеров и механическое легирование (исходных материалов основы, и особенно легирующих компонентов и фазовых композиций — порошковая металлургия)
- Получение фольги и лент с помощью контролируемой скорости охлаждения при их кристаллизации
- Использование методов интенсивной пластической деформации (ИПД) литых и порошковых (композитных) заготовок (равноканальное угловое прессование, кручение под гидростатическим давлением, знакопеременный изгиб и др.)
- Совершенствование микроструктуры и создание новых материалов на основе эффектов дисперсионного твердения и дисперсного упрочнения (нанофазность)
В цветной металлургии наиболее широко проводятся исследования и уже достигнуты ощутимые результаты в этой области в основном на меди, алюминии и композициях на их основе — будь то модельные материалы или реальные изделия.
Миниатюризация или даже возможность создания новых совершенных изделий, приборов, устройств с применением наноструктурных материалов, обладающих заданным сочетанием свойств — важнейшая решаемая проблема современной промышленности, но далеко не единственная.
Проблемы внедрения: почему нет спроса на новые материалы
В настоящее время практически ни одним из перечисленных выше «наноприемов», кроме дисперсионного твердения, нельзя решить проблему крупногабаритных или длинномерных изделий.
К ним относятся:
- → кристаллизаторы непрерывного литья
- → бандажи для получения прутков и проволоки совмещенным методом литья и прокатки
- → электроды и контрэлектроды для контактной и стыковой сварки
- → радиаторы и составные теплообменные части реактивных двигателей
- → жаропрочные проводники электрического тока и кабели
- → износостойкие троллеи
Сюда же можно отнести и реставрацию изделий машиностроения с применением оплавления присадочных материалов и любую сварку плавлением. Дело в том, что наплавка или сварка сразу же меняют сформированную наноструктуру на литую, со всеми известными ее издержками.
Остаются за пределами многих из перечисленных «наноизысков» и проблемы повышения качества и рентабельности производства проката на заводах ОЦМ. Например, горячая прокатка высокооловянных бронз и холодная — алюминиевых.
Если проанализировать текущую ситуацию с внедрением наноматериалов в промышленности, можно выделить несколько серьезных проблем:
| Проблема | Суть | Последствия |
|---|---|---|
| Отсутствие спроса | Нет востребованности со стороны конструкторов и технологов | Низкая квалификация руководителей, сиюминутная выгода |
| Недостаток исследований | Слабо изучена корреляция структуры с эксплуатационными свойствами | Непонимание механизмов разупрочнения, жаропрочности, коррозионной стойкости |
| Нет промышленных технологий | Отсутствуют технологии получения массивных заготовок | Проблема равнопрочных соединений (сварка, пайка) |
| Скудные результаты | Однобокость достижений при больших затратах | Отсутствие сравнительной оценки стоимости и эффективности |
| Коммерческая тайна | Невозможность раскрыть детали технологий | Нельзя сделать необходимых технических обобщений |
Если довериться данным, опубликованным в статье, претендующей на некое этапное обобщение современных достижений в области отечественной «наноиндустрии» применительно к машиностроению, то можно убедиться в их однобокости и скудности — если учитывать затраченные время и очень немалые финансовые средства.
При этом еще нужно умудриться не обращать внимания на абракадабру типа «нанокристаллическая аморфная лента, полученная методом кристаллизации». Это ведь нонсенс, правда?
Практические примеры: жаропрочные сплавы для реактивных двигателей
В плане решения ряда насущных технологических и металловедческих проблем разработаны технологии, совмещающие горячую пластическую деформацию с закалкой и старение с тепловой деформацией или с кратковременным нагревом под пайку.
Рабочая температура пайки превышает таковую для обычного старения. Для низколегированных медных сплавов реализуется теория необходимости создания многофазных дисперсионно твердеющих сплавов, где каждая из образующихся при кристаллизации и распаде пересыщенного твердого раствора фаз «несет ответственность» за свою температурную область их упрочнения (эстафетное или каскадное упрочнение).
Отсюда — повышение жаропрочности, температурно-временных параметров эксплуатации и некоторых других физических и механических свойств.
Подобное касается как конструкционных, так и проводниковых сплавов:
- ★ Комплекс сплавов типа БрНХК – БрНХК(Ф), МН2,5КоКрХ, БрНХКМгЦр
- ★ Комплекс сплавов типа БрКоКрХ
- ★ Сплав БрХНбЦр и другие
Новый сплав вместо БрХ0,8: время до разрушения выше в 10 раз
В качестве еще одного примера эффективного решения сложной металловедческой и технологической проблемы можно привести следующий.
Хорошо известно, что огневые стенки камер сгорания реактивных двигателей во многих случаях изготавливаются из медного теплопроводного сплава — хромовой бронзы БрХ0,8. Которая, как показали испытания, не удовлетворяет требованиям, предъявляемым для нового, более совершенного двигателя.
Эта проблема решалась путем синтеза сложного по составу теплопроводного жаропрочного медного сплава.
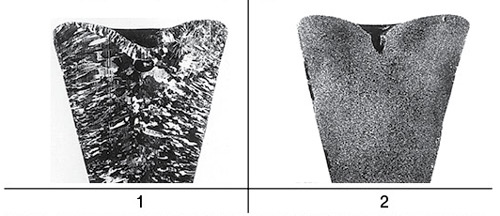
Рис. 2. Макроструктура слитков БрХ0,8 (1) и нового сплава (2), полученных в одинаковых условиях
Сравнительные определяющие свойства двух материалов приведены в таблице:
| Режим обработки | Время до разрушения, мин БрХ0,8 |
Время до разрушения, мин Новый сплав |
|---|---|---|
| Исходный: режим пайки 970°C + 510°C, 2 ч | 62-82 | 663-890 |
| Исходный + отжиг при 600°C в течение 1,25 ч | 35-49 | 540-590 |
| Исходный + отжиг при 600°C в течение 10 ч | 12-18 | 480-535 |
| Исходный + 25 термоциклов 600→100°C | разрушение | 365 |
| Циклы до разрушения от жесткости термоциклов | ||
| Исходный + термоциклирование 600→100°C | 4-12 | 134-210 |
Результаты впечатляют, не правда ли? Время до разрушения нового сплава при температуре 600°C и напряжении 60 МПа превышает показатели БрХ0,8 в 8-10 раз!
Программа CuproBraze: экологичные радиаторы с прочностью в 2 раза выше
Также эффективно была решена проблема экологически чистых автомобильных медно-латунных радиаторов по программе «CuproBraze».
Когда синтез новой марки латуни и теплопроводного медного сплава после обработки по режиму пайки бессвинцовым сравнительно высокотемпературным припоем позволил достигнуть механических свойств, превышающих в 1,5-2 раза заданные техническим заданием.
Это серьезный результат для автомобильной промышленности, где требования к экологичности и надежности постоянно растут.
Механизм упрочнения: когерентные выделения размером 5-10 нм
Дисперсионно твердеющие сплавы — это особая группа сплавов, обладающая уникальной способностью упрочняться в результате термической обработки.
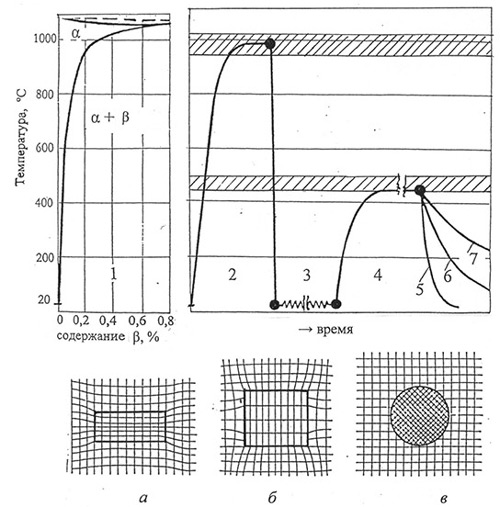
Рис. 3. Структура и технологические параметры производства дисперсионно твердеющих сплавов:
1 – политермический разрез одной из характерных диаграмм|
2 – нагрев под закалку и закалка|
3 – холодная деформация|
4 – нагрев на старение и старение|
5, 6, 7 – охлаждение после старения в воде, на воздухе или с печью.
Схема структуры: а – полностью когерентное выделение| б – частично когерентное выделение| в – некогерентное выделение.
Процесс включает:
- → Закалку от высоких (предплавильных) температур с возможно быстрым охлаждением
- → Образование пересыщенного твердого раствора
- → Его распад в результате старения при температуре, составляющей примерно 0,5 от температуры закалки
Первым обязательным и принципиальным условием, необходимым для проявления эффекта изменения свойств сплавов при дисперсионном твердении, является уменьшение растворимости одной фазовой составляющей в другой с понижением температуры (положение линии сольвус на диаграмме состояния).
В принципе старение применимо к любому сплаву, в котором может быть получен пересыщенный твердый раствор. Такой раствор стремится к самопроизвольному распаду — выделению из него избытка растворенного компонента.
Процесс выделения является типичным диффузионным процессом, ускоряющимся с ростом температуры. Структурные изменения при старении проходят в несколько стадий:
- ✓ Вначале это кластеры
- ✓ Затем зоны Гинье-Престона (ГП), которые еще называют предвыделениями
- ✓ Гомогенно зарождающиеся и равномерно распределенные в зеренной структуре твердого раствора
Запись процесса распада пересыщенного твердого раствора в виде схемы: ГП → β'' → β' → β указывает лишь на временную (при постоянной температуре) или температурную (при постоянной временной выдержке) последовательность появления разного типа выделений.
Другое более важное в практическом отношении условие — когерентная связь между кристаллическими решетками выделений и матрицы, обеспечивающая высокие механические свойства сплава при старении.
К сожалению, это условие выполняется лишь для ограниченного числа сплавов на медной основе и, следовательно, только у этих сплавов изменения свойств при старении достаточно велики для того, чтобы материалы имели практическое применение.
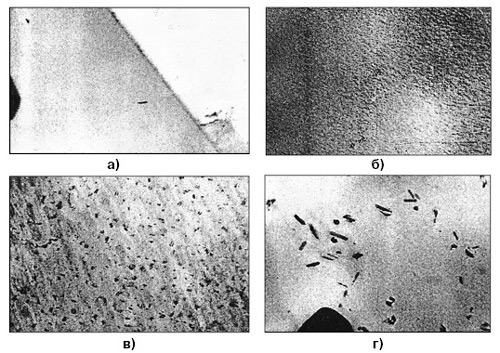
Рис. 4. Характерные электронные микрофотографии фольг на просвет из медных низколегированных дисперсионно твердеющих сплавов:
а – закалка|
б – контраст от предвыделений после старения, размерно неразрешаемые|
в – контраст от упругих искажений, возникающих вокруг когерентных выделений (оптимальная температура старения)|
г – потеря когерентности и рост частиц при перестаривании.
Размер когерентных выделений примерно оценивается в 5-10 нм.
Размер частиц после потери когерентности – 40-60 нм.
Кроме того, из-за сложных структурных соотношений, возникающих при когерентной связи выделений и матрицы, предсказать поведение сплавов при дисперсионном твердении очень трудно.
Считается, что основной причиной упрочнения при дисперсионном твердении являются упругие напряжения, создаваемые выделениями второй фазы. Заключительная стадия структурных изменений при старении — коагуляция выделений с потерей когерентности (образование частиц фаз-упрочнителей).
В настоящее время точно установлено существование в начальной стадии выделения определенной ориентировки частиц и даже скоплений атомов растворенного элемента по отношению к матрице.
Если эти выделения и скопления атомов, определенным образом ориентированные по отношению к матричной фазе, вызывают заметные изменения механических свойств в процессе выделения, то значит, они сохраняют когерентную связь с кристаллической решеткой матрицы.
Однако одного только присутствия второй фазы, имеющей другой удельный объем, недостаточно для упрочнения. Оно в основном связано с развитием микроскопических внутренних напряжений, обусловленных локальной заменой атомов элемента-растворителя в кристаллической решетке атомами растворенного вещества, имеющими другой объем.
С точки зрения теории дислокаций процесс можно представить как повышение сопротивления движению дислокаций в кристалле.
Дислокации, перемещаясь в кристалле, встречают области кристалла, структура которых искажена за счет внутренних напряжений. Поэтому вместо того, чтобы проходить через такие области, дислокации при движении огибают районы с искаженной структурой и перемещаются по траектории, энергетически более выгодной.
Таким образом, процесс упрочнения связан с дополнительной силой, необходимой для изгиба дислокаций.
Выводы: дисперсионное твердение — проверенная нанотехнология
Если проанализировать работы, претендующие на некую классификацию конструкционных наноматериалов, то дисперсионно твердеющие сплавы в ней почему-то не учитываются вообще или «маскируются» названием группы — «наноструктурированные».
Причина подобного положения в этой «классификации», на мой взгляд, связана с ориентацией классификаторов либо на материалы, упрочняемые деформацией (в том числе и порошковых композиций), либо на сплавы, не имеющие отношения к цветной металлургии или к металловедению вообще.
Практика показывает: дисперсионно твердеющие сплавы — это реальные наноматериалы с когерентными выделениями размером 5-10 нм. Они успешно применяются уже более ста лет.
Для них практически нет ограничений в объемах, габаритах изделий и полуфабрикатов. В отличие от всех видов интенсивной пластической деформации (ИПД), которые пока не вышли за рамки лабораторных экспериментов или имеют небольшие размеры.
Если, конечно, назвав свой знаменитый доклад «Там внизу еще много места» (в нем Р. Фейнман указал на заманчивость конструирования в перспективе материалов на атомно-молекулярном уровне), он предсказательно не намекал на положение современной российской науки о материалах.
До наноматериалов, предсказанных лауреатом Нобелевской премии Р. Фейнманом, нам еще довольно далеко. Если, конечно, не считать дисперсионно твердеющие сплавы.
А они — самые что ни на есть настоящие наноматериалы. Проверенные временем, надежные, эффективные.
А.К. Николаев, профессор, д.т.н.
ОАО «Институт Цветметобработка»
Тел/факс (495) 951-10-14
e-mail: 9511014@gmail.com
Список литературы:
- Быков Ю.А. Конструкционные наноматериалы. // Металлургия машиностроения. 2011. №1. С. 9-19.
- Gleiter H. Nanostructured materials: Basic concepts and microstructure. // Acta mater. 2000. V.48. P.1-29.
- Николаев А.К., Костин С.А. О наноструктурных материалах в цветной металлургии. // Цветная металлургия. 2006. № 11. С. 6-7.
- Николаев А.К., Райков Ю.Н., Ашихмин Г.В., Ревина Н.И. Нанотехнологии в металлургии (Обзорная информация). — М., ОАО «Институт Цветметобработка». 2007. 112 с.
- Глушко В.П. Ракетные двигатели ГДЛ-ОКБ. М.: АПН. 1975. 56 с.
- Николаев А.К. Жаропрочные (низколегированные) сплавы на основе меди. // В Сб. «Медь. Латунь. Бронза» под общей редакцией Ю.Н.Райкова. — М.: ОАО «Институт Цветметобработка», 2006. С. 21-52.
- Кочанов Д.И. Наноматериалы и нанотехнологии для машиностроения: состояние и перспективы применения. // РИТМ. 2010. № 8. С. 16-21.

