Как фотография стала инструментом точных измерений
Оптическое измерение как отдельная технология ведет свою историю еще с XIX века — с момента появления самой фотографии. Долгое время фотограмметрия служила исключительно картографическим целям: аэрофотосъемка, аэрогеодезия и тому подобное. Тогда требовалось специализированное оборудование, способное ориентировать фотографии относительно друг друга.
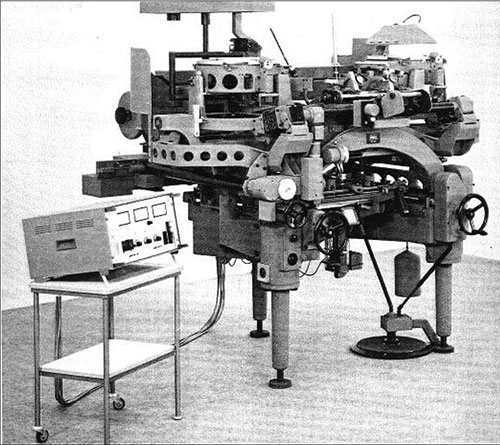
Рис. 1. Устройства для фотограмметрии Autograph A7 и A8
Предприятия автомобильной и аэрокосмической отраслей используют различные методы проверки трубопроводов. При этом метод с применением оптической измерительной системы, созданной на базе технологии фотограмметрии, обладает рядом преимуществ, что повышает перспективы его дальнейшего развития.
Знаете, что интересно? Те принципы, которые заложили основу аэрофотосъемки сто лет назад, сегодня работают в самых современных системах контроля качества.
Почему оптические измерения завоевывают промышленность
В современном мире важность и эффективность оптических измерений чрезвычайно высока. Развитие фотографии и компьютерной техники повысило точность самих измерений до недостижимых ранее значений. Методика фиксации объекта стала предпосылкой для появления машинного зрения, которое сейчас повсеместно распространено в автоматизированном производстве.

Рис. 2. Анализ поврежденного автомобиля
Фактически фотограмметрия присутствует везде, где используется фото- или видеофиксация объекта для получения данных. Примеров масса:
✔️ Страховые компании анализируют повреждения автомобилей по фотографии, определяя динамику движения, направление удара и так далее, используя сравнение геометрии целых автомобилей
✔️ Диагностическое медицинское зондирование позволяет получить размеры внутренних органов и образований
✔️ Все ответственные реконструкции исторических зданий, как правило, выполняются с предварительной фиксацией размеров и подготовкой трехмерной модели
Такое широкое применение фотограмметрии обусловлено следующими ее достоинствами:
✓ Высокая точность, поскольку снимки объектов получают прецизионными камерами, а обработку выполняют строгими методами с использованием утвержденных алгоритмов
✓ Высокая производительность — измеряют не сами объекты, а их изображения, что позволяет автоматизировать процессы и последующую обработку на компьютере
✓ Объективность и достоверность информации
✓ Возможность повторения измерений в случае получения спорных результатов
✓ Получение в короткий срок информации о состоянии как всего объекта, так и отдельных его частей
✓ Безопасность работ — измерения выполняются неконтактным методом, что особенно важно, когда объект недоступен или пребывание в его зоне опасно
✓ Возможность изучения неподвижных, а также медленно и быстро движущихся объектов, скоротечных и медленно протекающих процессов
Поверочные стапели: проверенная временем классика
В связи со сложностью измерения геометрии трубопровода предприятия автомобилестроительной и авиастроительной отрасли, как правило, применяют поверочные стапели, изготовленные самостоятельно.

Рис. 3. Пример поверочного стапеля
Основной причиной их применения было отсутствие трехмерных моделей и оборудования для работы с ними, ручной метод изготовления и возможность быстрой догибки в случае несоответствия. В стапеле фиксируются наиболее ответственные участки, и при проверке трубопровод должен жестко закрепляться с предусмотренной изготовителем точностью.
Фактически сам стапель имитирует расположение ответственных систем и положение трубопровода относительно них.
Измерение трубопровода в стапельной оснастке широко распространено и в настоящее время. Из достоинств можно отметить, что это наиболее точная и быстрая технология измерения трубопроводов.
Ограничения стапельной технологии
Но есть и серьезные недостатки:
✖️ Технология осложняется при необходимости применения стапелей для крупногабаритных трубопроводов
✖️ Большая номенклатура изделий требует множества стапелей — на каждый трубопровод свой
✖️ Сложность в изготовлении
✖️ Точность и объективность измерения могут значительно падать, если используется не цельная конструкция стапеля, а наборная оснастка, которая должна быть зафиксирована по условному положению трубопровода
Стапельная система не дает никакой обратной связи. Оператор исключительно на основе собственного опыта может определить область для догибки, если размеры изделия не совпадают.
Кроме того, стапель нуждается в периодической поверке, и подобная процедура достаточно осложнена при наличии широкой номенклатуры изделий. В случае изменения любого элемента конструкции трубопровода стапель требует доработки и не может быть использован.
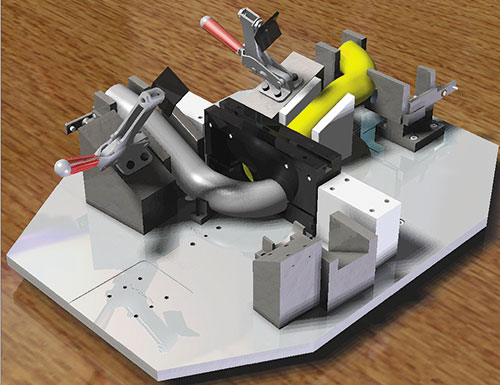
Рис. 4. CAD-моделирование поверочного стапеля трубопровода с отводами
В современном производстве стапели создаются на основании трехмерной модели, где конструктор размещает фиксирующие элементы непосредственно на базе детали. Также создание стапелей необходимо для тех изделий, которые представляют сложные геометрические формы, трубопроводы с несколькими отводами, переходом диаметров и размеров и так далее, поскольку современного оборудования для быстрых измерений таких изделий не существует.
Наиболее оправданно применение стапельной оснастки в производстве автомобильных изделий в связи с высокой производительностью в сочетании с низкой номенклатурой.
Измерительные руки: автоматизация контроля
Современные компании, изготовляющие трубогибочное оборудование, предлагают своим клиентам также и измерительные руки для поверки трубопроводов. Оборудование представляет собой шарнирный манипулятор с контактным сенсором или лазерным датчиком на конце — оператор подводит его к измеряемой области и далее переводит на область следующего измерения.
В результате оператор получает расхождения между измерением и трехмерной моделью референтного изделия. В сочетании с трубогибочным станком программное обеспечение измерительной руки может переслать данные коррекции для программы станка и изготовления еще одного изделия.

Рис. 5. Измерительная рука для измерения трубопроводов
Измерительные руки — самые распространенные промышленные системы для измерения участков трубопроводов.
Одним из главных минусов подобных систем считается влияние оператора на процесс измерения — каждый раз он измеряет разные участки и тем самым вводит дополнительную погрешность в технологию измерения. Фактически рука измеряет положение одного прямолинейного участка по отношению к другому, таким образом выстраивая в программном обеспечении перекрестные линии примерного расположения гиба.
Вместе с тем, участки «гиба в гибе» или очень маленькие прямолинейные участки измерить крайне затруднительно.
Дополнительно трубопровод требует оснастки для его фиксации перед измерительной рукой. Обратный инжиниринг, то есть построение модели на основании изделия, имеет ограниченные возможности для применения.
Плюсы измерительной руки по сравнению с поверочным стапелем очевидны:
☑️ Оборудование работает с трехмерной моделью
☑️ Имеет связь с трубогибочными станками для коррекции программ машинной гибки
☑️ Простое управление
☑️ Достаточно быстрая работа в сравнении с традиционными координатно-измерительными системами
AICON TubeInspect: фотограмметрия в действии
В начале 1990-х годов компания AICON 3D SYSTEMS (Германия) разработала свою систему AICON TubeInspect на базе оптического измерения с использованием цифровых камер.
Система представляет собой стальной кожух с установленными CCD-камерами, которые фотографируют рабочую зону с нескольких позиций и тем самым определяют контур трубопровода для последующей обработки. Программное обеспечение моделирует трехмерную модель трубопровода, которая может использоваться для сравнения с референтной моделью или в качестве эталона для последующих измерений. Система также взаимодействует с наиболее распространенными марками трубогибочных станков.
Как работает цифровая фотограмметрия
В соответствии с технологией цифровой фотограмметрии, оборудование и программное обеспечение использует попиксельную обработку изображений, выделяя контуры объекта на контрастном фоне и определяя таким образом геометрические параметры изделия.
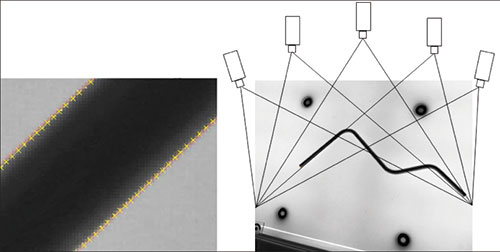
Рис. 6. Съемка трубопроводов и выделение контура объекта
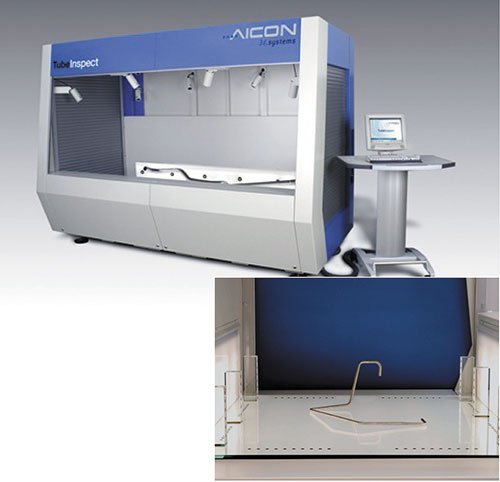
Рис. 7. Общий вид системы AICON TubeInspect и расположение трубы для измерения
Возможности установленных современных цифровых камер в сочетании с алгоритмами программного обеспечения обеспечивают погрешность до 0,1 мм на отклонение оболочки.
Оптическая система измерений трубопроводов является третьим и самым прогрессивным методом.
Основными преимуществами являются:
★ Работа по трехмерной модели изделия
★ Возможность выполнения обратного инжиниринга
★ Безусловная скорость измерения, которая представляет собой скорость получения моментального фотоснимка изделия
Вместе с тем, возможности фотограмметрии в измерении трубопроводов базируются на возможностях алгоритмов программного обеспечения, и в ряде случаев стандартная стапельная оснастка остается необходимой для использования при проверке.
Одним из дополнительных плюсов системы и метода фотограмметрии является возможность съемки объекта «как есть» — не требуется каких-либо приспособлений фиксации или переустановок.
К минусам можно отнести:
⚠️ Экономические затраты, которые могут быть несопоставимы при малой номенклатуре и простоте изделий
⚠️ Низкая производственная программа самого предприятия
⚠️ Гораздо более высокие требования к операторам оборудования по сравнению с использованием стандартной стапельной оснастки
Системы с возможностью обратного инжиниринга принципиально интересны для предприятий авиационно-космической отрасли, которые изготовляют и проверяют трубопроводы с помощью плазово-шаблонного метода.
На предприятии присутствуют эталоны изделий, на основании которых выставляется или изготавливается стапельная оснастка для последующей проверки. В настоящее время происходит сложный процесс внедрения технологий цифровой обработки и изготовления изделий по трехмерным моделям.
В таких случаях система с прогрессивными возможностями обратного инжиниринга — перевод шаблонов и эталонов в цифровые модели с объективными данными измерений — представляется востребованной и необходимой.
Сравнение методов и выбор оптимального решения
Давайте сравним три основных метода измерения трубопроводов:
| Критерий | Поверочный стапель | Измерительная рука | AICON TubeInspect |
|---|---|---|---|
| Точность | Высокая | Средняя (зависит от оператора) | Высокая (до 0,1 мм) |
| Скорость измерения | Быстро | Средняя | Мгновенно |
| Стоимость | Низкая (на одно изделие) | Средняя | Высокая |
| Гибкость | Низкая (нужен стапель на каждое изделие) | Высокая | Высокая |
| Обратная связь | Нет | Есть | Есть |
| Обратный инжиниринг | Невозможен | Ограничен | Полноценный |
| Требования к оператору | Низкие | Средние | Высокие |
Роль технологии фотограмметрии при измерении трубопроводов будет только возрастать.
В настоящее время изучается возможность:
→ Измерения геометрических размеров законцовок труб
→ Работы с гибкими шлангами
→ Полнофункционального измерения труб с участками «гиб в гибе»
→ Измерения переходных диаметров
→ Оценки овальности трубопровода после процесса гибки
Что выбрать? Зависит от конкретных условий производства.
Если у вас массовое производство с низкой номенклатурой — стапели остаются оптимальным решением. Для средней серии с разнообразием изделий подойдут измерительные руки. А для высокотехнологичного производства с постоянной сменой моделей и необходимостью обратного инжиниринга — фотограмметрические системы типа AICON TubeInspect.
В общем, идеального решения нет. Есть оптимальное для вашей конкретной ситуации.
Игорь Проценко
ООО «Нью Лайн Инжиниринг»
e-mail: info@nleng.ru

