Фторсодержащие защитные пленки: принцип работы
Среди новых эффективных средств технологического управления качеством интенсивно развиваются методы упрочнения поверхностей наноразмерного уровня — порядка 10⁻⁶–10⁻⁸ мм. Эти технологии используют эффекты самоорганизации и эволюции структурного состояния материалов, деформируемых трением.
Одной из таких технологий является способ образования фторсодержащих защитных пленок. Звучит сложно? На деле все довольно изящно.
Способ реализуют при обкатке изделий. В обкаточную жидкость вводят порошок фторированного графита (карбонофторида) со структурой (CFx)n. В результате на поверхности образуются защитные пленки фторидов железа.
Что происходит в зоне трения? Частицы расслаиваются, на поверхностях сдвига обнажаются радикалы с атомами фтора. Эти атомы реагируют с металлическими поверхностями и образуют эластичный слой фторидов железа. Этот слой принципиально отличается от обычной окисленной поверхности своими свойствами.
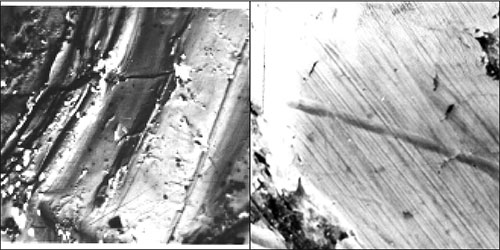
а) х 1000 б) х 1000
Рис. 1. Изменения поверхности трения под действием присадки: а – исходная поверхность; б – на поверхности трения образована пленка фторидов железа FeF3
По данным испытаний, результаты впечатляют:
✔️ Интенсивность износа уменьшается не менее чем на 25–30%
✔️ Число циклов нагружения до наступления выкрашивания в подшипниках возрастает до 30%
✔️ Повышается нагрузочная способность смазочного слоя
✔️ Нагрузка заедания увеличивается не менее чем в 1,5 раза
✔️ Демпфирование вибрации усиливается в 1,5–2 раза
Результаты практических испытаний
Разработанная в СамГТУ технология образования нано/микроразмерных пленок «металл-фтор» прошла не только лабораторные испытания, но и проверку в реальных условиях эксплуатации.
Где применяли технологию? Список впечатляет:
→ Авиационные газотурбинные двигатели
→ Двигатели внутреннего сгорания автомобилей и тракторов
→ Газомоторные поршневые и роторные компрессоры
→ Приводы и шпиндели металлорежущих станков
→ Гидрожидкость АМГ-10 шасси самолетов
→ Масляные СОТС при нарезании зубчатых колес и протягивании
Фторированный графит применяют в виде присадки к смазочным материалам. Она совместима с распространенной номенклатурой отечественных и зарубежных масел, гидравлических жидкостей, пластичных смазок и СОТС.
По полученным данным, российская разработка превосходит зарубежные аналоги. Результаты испытаний на машине трения МАСТ-1 по ГОСТ 23.221-84 это подтверждают.
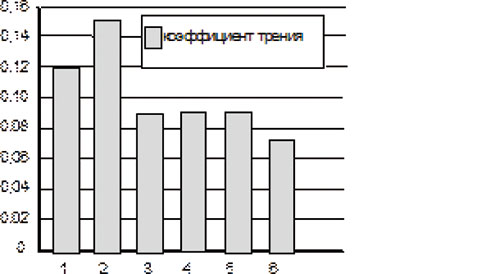
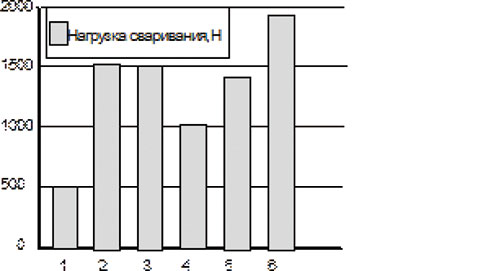
Рис. 2. Результаты испытания фторсодержащих присадок, введенных в масло М-5/10Г2: 1 - моторное масло без фторсодержащей присадки. Далее в масло введены: 2 - присадка LM фирмы Liqui Moly, 3 - присадка WM фирмы WYNN'S, 4 - SLA-1 фирмы Acheson, 5 - SLA-3 фирмы Acheson, 6 - присадка СамГТУ
При испытаниях технологии получены следующие результаты.
1. Газотурбинный двигатель НК-16 СТ наземного применения отработал 6 лет до капитального ремонта на газоперекачивающей станции «Карпинская» «Тюменьтрансгаза». Использовали масло М8 с фторсодержащей присадкой СамГТУ вместо штатного масла МС-8П. Многие узлы трения двигателя – подшипники, уплотнения и другие – при ремонте износа практически не имели и были установлены на Казанском моторном заводе на следующий межремонтный срок. Обычно при капитальном ремонте замена подшипников производится в 90% случаев. Почувствуйте разницу!
2. Трехлетняя эксплуатация газомоторных компрессоров 10 ГКН на станции «Северная» «Лентрансгаза» показала: введение фторсодержащей присадки в штатное масло МС-20 увеличивает износостойкость цилиндровых пар и других деталей компрессоров не менее чем на 30%.
3. При введении карбонофторидов в пластичную смазку получено почти двукратное увеличение долговечности электрошпинделей.
На варианты смазочных материалов и фторсодержащей присадки получены авторские свидетельства и патенты РФ 1011676, 1030401, 1498052, 2017802, 2027745 и другие. В 1994 году фторсодержащая присадка награждена серебряной медалью на Брюссельской международной ярмарке.
Кстати, по данным японской монографии «Новое в технологии соединений фтора» (Под ред. И. Исикавы. М.: Мир. 1984), фторированный графит используют в НАСА как добавку к маслам и пластичным смазкам. Так что российские ученые работают на мировом уровне.
В настоящее время отрабатывается технология образования фторсодержащих пленок на деталях пускового турбостартера ТС-12М, используемого для запуска газотурбинных авиадвигателей. Его узлы трения смазываются реактивным топливом. Отработаны технологии обкатки подшипников стартера (5 наименований) и зубчатых колес планетарной передачи.
Диффузионное молекулярное армирование поверхностей
Вторым примером наноразмерного упрочнения поверхностей является способ диффузионного молекулярного армирования поверхностей деталей машин по патенту РФ №2 198954.
Суть метода: диффузионное внедрение наночастиц или активных органических молекул вглубь металла по выходам на поверхность дефектов кристаллической решетки материала.
В результате армирования на поверхности образуется модифицированный (пассивированный) слой, «прошитый» прочными цепочками химически связанных атомов. Эти цепочки выполняют роль арматуры в металлической решетке.
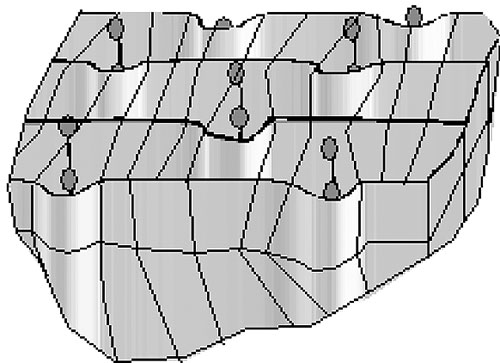
Рис. 3. Схема пассивации поверхностных дефектов
Технология и эффективность метода
Диффундировавшие по линейным дефектам вглубь материала наночастицы производят два действия одновременно:
→ Закрепляют дефекты, не давая атомам металла смещаться относительно друг друга под действием напряжений и генерировать новые дефекты
→ Инактивируют поверхность, препятствуя взаимодействию активных ядер, выходящих на поверхность дислокаций, с активными частицами окружающей среды
Именно это и обусловливает ресурсоповышающий эффект и коррозионную стойкость способа.
Технология молекулярного армирования содержит два этапа:
Первый этап — подготовка поверхностей к молекулярному армированию: мойка и слабое травление.
Второй этап — операция молекулярного армирования. Детали погружают в технологическую термоактивируемую (порядка 80–90°С) органическую жидкость, например, масло индустриальное, с внесенными частицами фторированного графита (CFx)n и возбуждают вибрацию f≈120 Гц, А≈1 мм.
Нагрев и вибрация вызывают разрушение органических молекул, образующих смазку. В местах разрыва образуются активные реакционные связи. Эти связи и активные частицы (CFx)n взаимодействуют с активными центрами на поверхностях, проникают вглубь металла по линейным дефектам кристаллической решетки и армируют дефекты на поверхности обрабатываемой детали.
Об эффективности нового способа свидетельствуют результаты испытаний.
| № п/п | Виды обработки | Микротвердость Н?, кг/мм² | Удельная энергия активации пластической деформации, Дж/мм³ |
|---|---|---|---|
| 1 | Обработка притиркой на чугунной плите | 250 | 20,8 |
| 2 | ППД (накатка) | 430 | 21,2 |
| 3 | Упрочнение по технологии СВС | 825 | 21,5 |
| 4 | Упрочнение взрывом | 465 | 21,7 |
| 5 | Новый способ | 795 | 22,2 |
Наблюдаемое повышение износостойкости достигает 30%. Снижение и стабилизация силы трения на деталях клапанных систем космических аппаратов составило от 14 до 28%.
Мультисмазка: повышение нагрузочной способности
Наномикроразмерный уровень имеет также разработанный в НТЦ «Надежность» способ мультисмазки.
Известно: в тяжелонагруженных узлах трения всегда имеет место недостаточная нагрузочная способность смазочного слоя. При интенсивном динамическом нагружении в подшипниках качения, скольжения, кулачковых, зубчатых и других парах, особенно при ударном или вибрационном характере нагрузки, контактные усилия кратковременно возрастают.
Что происходит дальше? Смазочный слой частично или полностью разрушается, происходит взаимодействие металлических поверхностей, их изнашивание и контактная усталость.
Рис. 4. Пример пары трения, где при динамическом нагружении разрушается слой смазки
В связи с отмеченным для тяжелых режимов нагружения большое значение приобретает неучитываемый фактор — адгезия (липкость) смазки к металлическим поверхностям пары.
Однако достаточно высокую адгезию смазки к поверхностям трения в современной триботехнике получить известными методами (введение ПАВ) не удается.
В НТЦ «Надежность» СамГТУ по патенту РФ № 2334909 предложено новое техническое решение, повышающее прочность смазочного слоя узлов трения различных машин и приборов под нагрузкой.
Промежуточный подслой для подшипников
Повышение нагрузочной способности смазочного слоя получают путем введения промежуточного подслоя высоковязкой жидкости между металлической поверхностью и смазкой.
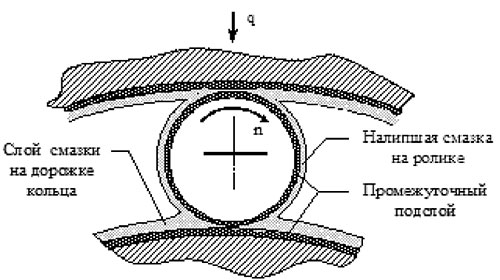
Рис. 5. Структура промежуточного подслоя в роликовом подшипнике качения
В качестве материала подслоя подобран ряд жидкостей, обладающих высокой адгезией к металлическим поверхностям и одновременно к смазочным материалам. Например, кремнийорганическая жидкость олигометилсилоксана от ПМС-500 по ТУ 6-02-737-78 до ПМС-60000.
Выбор оптимальной жидкости для подслоя производят для каждой совокупности деталей пар трения путем оценки угла смачивания. Также выбирают и смазочную среду по оценке ее угла смачивания на поверхностях, покрытых слоем кремнийорганической жидкости. Это позволяет достигать наилучшей смазывающей способности при всех реально доступных сочетаниях материалов.
Так, например, для повышения работоспособности роликовых подшипников переднеприводных автомобилей ВАЗ № 6-77054 была выбрана жидкость марки ПМС-60000. Затем подобным образом на поверхность кольца, покрытую слоем ПМС-60000, наносили штатную смазку. Для испытания было выбрано масло марки ТАД-17.
Перед испытаниями тщательно промытый и просушенный подшипник разбирали. На поверхности наружного кольца и роликов тампоном наносили слой жидкости марки ПМС-60000 (толщиной порядка 10 мкм). Затем подшипник собирали, производили прокрутку внутреннего кольца (30 сек.), для того чтобы ПМС-60000 равномерно распределилась на поверхности роликов, внутреннего кольца и сепаратора. После устанавливали на испытательный стенд, подавали смазочное масло и проводили испытания.
При испытаниях оценивали: температуру саморазогрева, изменение момента трения, изменение уровня шума и изменение уровня вибрации. Эффективность способа по износостойкости оценивали на четырехшариковой машине трения по ГОСТ 9490-75.
Испытания подтвердили эффективность предложенного способа:
☑️ За время испытания (60 мин.) подшипник практически не нагревался; температура оставалась на уровне комнатной (Т≈+25°C)
☑️ Момент трения снижался на 17,6%; уровень шума снижался до 2,0 дБ
☑️ Уровень вибрации снижался на 1,5–2 дБ
☑️ Пятно износа при испытаниях на 4-шариковой машине трения уменьшилось на 30 и более процентов
Дополнительно испытания мультисмазки были проведены на подшипниковых узлах ряда металлорежущих станков.
| Описание оборудования (наименование, модель) | Узел | Тип подшипника | Кремнийорганическая жидкость |
|---|---|---|---|
| Внутришлифовальный автомат 3485 | Шпиндель | Радиально-упорный 436210 | ПМС-60000 |
| Торцешлифовальный станок 4340 | Бабка изделия | Радиально-упорный 36205Е | ПМС-60000 |
| Бесцентровосферошлифовальный станок БСШ-300 | Шпиндель 7311А480 | Радиально-упорный 4-46220Л | ПМС-60000 |
| Бесцентровошлифовальный станок САСЛ-200х500 | Шпиндель | Радиально-упорный 4162920 | ПМС-60000 |
Все приведенные в таблице подшипниковые узлы при введении мультисмазки отработали в цехах ОАО «СПЗ» не менее 1,5–2,0 ресурсов.
Сравнение с зарубежными аналогами
При испытаниях мультисмазки (подслой ПМС-60000, смазка «Томфлон СК-250») в опорах скольжения шарошек буровых долот (консольный радиально-упорный подшипник скольжения с промежуточной свободносидящей втулкой n=270 мин⁻¹) получены результаты, превзошедшие показатели наиболее эффективной антифрикционной смазки США, применяемой фирмой Smit.
| Smit | Томфлон СК-250 | ||
|---|---|---|---|
| 1 | Скорость износа, мкм/час | 1,5 | 1,0 |
| 2 | Максимальная контактная нагрузка (при серебряном покрытии), кгс/см² | 40–45 | 65–67 |
| 3 | Температура саморазогрева (при максимальной нагрузке), Т°С | 160 | 97–115 |
| 4 | Демпфирующая способность, ψ | 0,4 | 0,8 |
Как видите, российская разработка превосходит американский аналог по всем ключевым параметрам. Скорость износа ниже на 33%, нагрузочная способность выше на 50%, температура саморазогрева ниже на 40%, а демпфирующая способность выше в 2 раза. Впечатляет, не правда ли?
Применение в промышленности и перспективы
Приведенные способы при их применении в конкретных изделиях могут быть модифицированы и оптимизированы с учетом свойств применяемых материалов и режимов нагружения. И это важно — как при производстве новых изделий, так и при ремонте и восстановлении деталей узлов трения.
В настоящее время указанные в статье способы проходят дополнительную проверку в ряде изделий:
→ Аэрокосмическая техника
→ Шпиндели металлообрабатывающего оборудования
→ Судовые дизели
→ Другие машины
При положительных результатах это позволит начать их широкое использование в машиностроении, системе технического обслуживания и ремонта машин.
Что имеем в итоге? Три перспективные технологии наноразмерного упрочнения, каждая из которых решает свои задачи. Фторсодержащие пленки — для снижения износа и повышения нагрузочной способности. Молекулярное армирование — для пассивации поверхностных дефектов и повышения коррозионной стойкости. Мультисмазка — для тяжелых режимов нагружения с динамическими нагрузками.
Выбор конкретной технологии зависит от условий эксплуатации, материалов деталей и требуемых характеристик. Но одно ясно: наноразмерные технологии упрочнения — это не будущее, а настоящее современного машиностроения.
Д.Г. Громаковский
НТЦ «Надежность» Самарского государственного технического университета
443100, г. Самара, ул. Молодогвардейская, 244
Тел./факс 8(846)3321931
E-mail:pnms3@mail.ru
www.ntcnad.samgtu.ru

