Как зародилось прецизионное точение в Швейцарии
1880 год. Швейцария. Город Мутье в кантоне Берн переживает настоящий бум часовой промышленности. Местным мастерам требуются сложнейшие высокоточные компоненты крошечных размеров. Именно здесь родилась технология, перевернувшая представление о точении.
Инженеры Мутье предложили гениальное решение: передавать продольное движение не инструменту, как было принято, а самой заготовке — прутку. Это казалось простым, но на деле открыло новую эру в обработке металлов.
Первые токарные станки того времени соревновались в производительности. Да, инструменты были примитивными по современным меркам, но инженеры уже тогда понимали: главное — оптимизация процессов. Они соединяли в конструкциях один и даже два кулачковых вала для ускорения операций.
Знаете, что интересно? Именно эта гонка производительности дала мощный импульс развитию всего местного машиностроения. Мутье стал не просто городом, а настоящей колыбелью прецизионной токарной индустрии.
Объединение трех легенд машиностроения
Слава Мутье неразрывно связана с тремя компаниями, которые определили лицо отрасли:
✔️ «Торнос» (TORNOS)
✔️ «Бехлер» (BECHLER)
✔️ «Петерман» (PETERMANN)
Конкуренция между ними творила чудеса. Каждая компания толкала другие к совершенству, создавая синергетический эффект. В итоге к 1981 году три гиганта слились воедино, а с 2001 года под брендом осталось только имя «Торнос» (TORNOS).
Не все знают: такое слияние было редкостью для швейцарского машиностроения. Обычно компании сохраняли независимость. Но здесь амбиции уступили место здравому смыслу — объединение дало доступ к общим технологиям и рынкам сбыта.
TORNOS в СССР: феномен надежности
В Советский Союз было поставлено более 4000 токарных автоматов TORNOS кулачкового типа. Цифра внушительная, правда?
Популярность объяснялась просто: надежность, простота, производительность и превосходная точность. Советские инженеры ценили качество, и швейцарское оборудование его обеспечивало сполна.
Вот что поражает: до сих пор на многих предприятиях России можно встретить оборудование компании TORNOS, которое продолжает работать и выпускать продукцию. А на некоторых заводах сохранились станки 1930-х годов!
Подумайте сами: почти сто лет эксплуатации в условиях интенсивного производства. Это ли не показатель качества?
| Характеристика | Значение |
|---|---|
| Поставлено в СССР | Более 4000 единиц |
| Тип станков | Кулачковые автоматы |
| Срок службы | До 90+ лет (отдельные экземпляры) |
| Основные преимущества | Надежность, точность, простота |
Революция 1996 года: переход на ЧПУ
В крови сотрудников TORNOS всегда было стремление к инновациям. Когда появились современные компьютерные технологии, компания не стала цепляться за старое. Производство станков с кулачковым приводом уступило место оборудованию с числовым программным управлением.
1996 год вошел в историю как год выпуска модели DECO. Эффект сравним с разорвавшейся бомбой — станки мгновенно завоевали мировой рынок. Продано более 6000 единиц!
Почему DECO изменила рынок
Удобная система управления станка PNC 16i-TD с интегрированным ПО TB-DECO решила сразу несколько проблем:
→ Повышение темпа обработки
→ Устранение рисков ошибок в программах
→ Предварительный расчет всех траекторий
→ Возможность получения полностью готовых деталей сложной конфигурации
Развитая кинематика позволяла выполнять операции, которые раньше требовали нескольких станков. Это экономило время, площадь цеха и деньги.
Рис. 1. Токарный станок TORNOS (1925 г.)

Рис. 2. Токарный автомат BECHLER (1950 г.)
EvoDECO: синхронные приводы нового поколения
Несколько лет спустя перед TORNOS встала новая задача: еще больше увеличить производительность. В 2009 году эволюция DECO воплотилась в серии EvoDECO.
Инновация заключалась в синхронных приводах обоих шпинделей. Что это дало?
✓ Большая динамика разгона и торможения
✓ Постоянно высокий крутящий момент
✓ Рост производительности обработки
Держатели инструмента получили новую конструкцию с увеличенным количеством позиций. Теперь четыре режущих режущего инструмента способны одновременно вести обработку в зонах главного шпинделя и противошпинделя.

Рис. 3. TORNOS EvoDECO 16/10
| Параметр | Значение |
|---|---|
| Диаметр прутка | ø2–16 мм |
| Макс. длина деталей (с направляющей втулкой) | 180 мм |
| Скорость вращения шпинделей | 12 000 об/мин |
| Макс. количество инструмента | 28 (18/10) |
Многошпиндельные станки: от кулачков к цифре
Для массового производства, особенно в автомобильной промышленности, TORNOS предложила мультишпиндельные решения.
Кулачковые автоматы работали безостановочно, не теряя точности. Модель SAS-16.6, запущенная в 1969 году, после некоторых модернизаций остается востребованной до сих пор. Представьте: более 50 лет на рынке!
В 1990-е годы появилась линейка MULTI-DECO. Эти станки получили систему PNC-DECO с ПО TB-DECO — все органы управления стали цифровыми.
Мультишпиндельная компоновка увеличила производительность в 4–6 раз по сравнению с моношпиндельными автоматами DECO. Гибкость переналадки привлекла еще больше покупателей.
Позже разработали и другие модели: Multi-Alpha и Multi-Sigma.

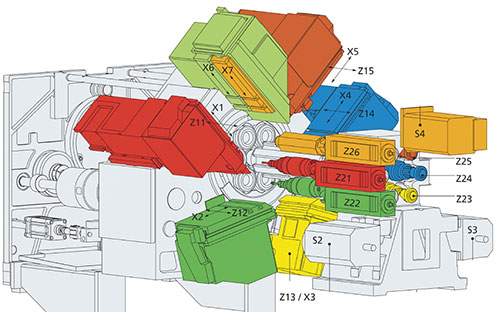
Рис. 4. TORNOS MULTI-DECO 20/6b
MultiSwiss — прорыв 2011 года
Моношпиндельные станки с подвижной передней бабкой отлично обрабатывают длинные детали. Мультишпиндельные, наоборот, имеют жесткие ограничения по длине.
Логичным стало появление станка, объединяющего преимущества обеих технологий. В 2011 году на выставке EMO в Ганновере показали революционный MultiSwiss.
6 шпинделей, каждый с продольными перемещениями. Противошпиндель для доработки с тыльной стороны. Система ЧПУ контролирует 14 линейных осей и 7 осей С.
Для наладчиков предусмотрели:
→ Расширенный доступ в рабочую зону
→ ПО TB-DECO для быстрого программирования
→ Проверку траекторий в виртуальном режиме
Компактность MultiSwiss восхищает. Все периферийные устройства (податчик прутка, бак для Сож, станция охлаждения и фильтрации, гидростанция) размещены внутри единого корпуса с удобным доступом.
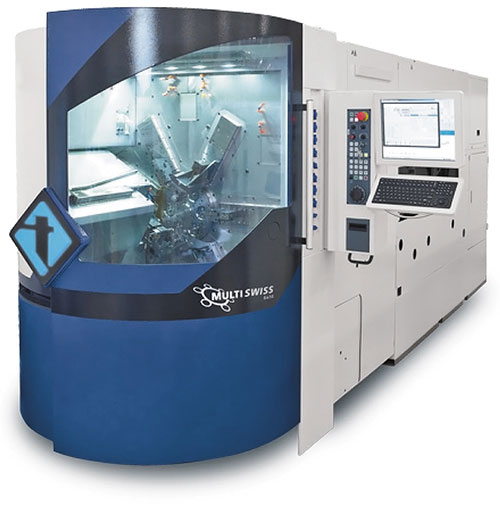
Рис. 5. TORNOS MultiSwiss 6x14
| Характеристика | Значение |
|---|---|
| Производительность | До 30 деталей/мин |
| Диапазон прутков | ø4–14 мм |
| Макс. длина обработки | 70 мм |
| Скорость вращения | 8 000 об/мин |
| Количество инструмента | 20 (18/2) |
Современный холдинг TORNOS SA
Сегодня в состав холдинга TORNOS SA входят не только легендарные токарные станки. Компания расширила портфель:
ALMAC — производство компактных 3- и 5-осевых обрабатывающих центров. Эти машины дополняют токарное оборудование, позволяя выполнять фрезерные операции высокой точности.
CYCLOS — оборудование для нанесения защитных поверхностей и поверхностного упрочнения деталей из алюминия, титана и сталей. Технология увеличивает срок службы изделий в разы.
В общем, TORNOS превратился из производителя токарных станков в полноценного поставщика решений для прецизионной обработки. От заготовки до готовой детали с защитным покрытием — один холдинг.
История продолжается. И судя по темпу инноваций, впереди еще много интересного.
Tornos SA
Rue Industrielle 111
CH – 2740 Moutier
Tel. +41 (0)32 494 44 44
Fax +41 (0)32 494 49 03
www.tornos.com, contact@tornos.com
Координатор продаж TORNOS в РФ:
Олеся Валерьевна Загоскина
zagoskina.o@tornos.com

