Вот уже более 10 лет на российских заготовительных производствах широко применяются технологии плазменной резки. К сожалению, лучшее технологическое оборудование для промышленной плазменной резки представлено иностранными компаниями. Многим известны такие мировые лидеры, как Hypertherm (США), Kjellberg (Германия), Victor (США). Но мало кто обращает внимание на то, что качество вырезаемых заготовок в импортном оборудовании оценивается самими производителями не по ГОСТ 14792-80, а по ISO 9013:2002.
Как видно из названия, ГОСТ разработан в 1980 году, а ISO — в 2002 году. Такая разница в датах утверждения регламентов наводит на мысль, что более новое и есть более прогрессивное. Удивительно то, что государство не указывает явно (как это было ранее с ГОСТами), каким регламентом должно пользоваться предприятие, применяющее в своем производстве термическую резку. Выбор ГОСТ или ISO остается за конкретным производством.
Таблица 1. Области применения ГОСТ 14792-80 и ISO 9013:2002.
Вид технологии резкиГОСТISO1Кислородная резка (автогенная)5,0…100,0 мм3,0…300 мм2Плазменная резка5,0…60 мм1,0…150 мм3Лазерная резканет0,5…40 м
ГОСТ 14792–80 фактически устанавливает два основных показателя:
1.Точность вырезаемых деталей и заготовок.
2. Показатели качества поверхности реза.
2.1. Отклонение поверхности реза
от перпендикулярности.
2.2. Шероховатость поверхности реза.
2.3. Зона термического влияния.
Классы точности и предельные отклонения размеров вырезаемых деталей и заготовок от номинальных размеров приведены в табл. 2, причем отклонения вырезаемых деталей и заготовок от прямолинейности устанавливаются в половинном размере.
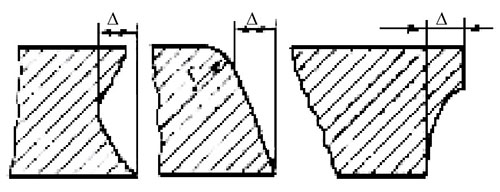
? — отклонение поверхности реза от перпендикулярности
Рис. 1
Таблица 2
Классы точностиСпособы резкиТолщина листа, ммПредельные отклонения при номинальных размерах детали или заготовки, мм До 500Св. 500 до 1500Св. 1500 до 2500Св. 2500 до 50001
Кислородная и плазменно-дуговая 5-30±1,0±1,5±2,0±2,531-60±1,0±1,5±2,0±2,5
Кислородная 61-100±1,5±2,0±2,5±3,02
Кислородная и плазменно-дуговая5-30±2,0±2,5±3,0±3,531-60±2,5±3,0±3,5±4,0
Кислородная61-100±3,0±3,5±4,0±4,53
Кислородная и плазменно-дуговая5-30±3,5±3,5±4,0±4,531-60±4,0±4,0±4,5±5,0
Кислородная61-100±4,5±4,5±5,0±5,0
Примечание. Детали и заготовки следует измерять с погрешностью не более 0,5 мм.
Наибольшие отклонения поверхности реза от перпендикулярности (рис.1) устанавливаются в зависимости от толщины разрезаемого металла и подразделяются на классы (табл. 2).
Таблица 3
КлассыСпособы резкиНормы при толщине разрезаемого металла, мм 5-1213-3031-6061-1001Кислородная0,20,30,40,5Плазменно-дуговая0,40,50,7-2Кислородная0,50,71,01,5Плазменно-дуговая1,01,21,6-3Кислородная1,01,52,02,5Плазменно-дуговая2,33,04,0-Примечание. Радиус оплавления r верхней кромки не должен превышать 2 мм.
Шероховатость поверхности реза определяют измерением высоты неровностей профиля Rz по 10 точкам на базовой длине 8 мм. Классы вырезаемых деталей и заготовок в зависимости от шероховатости поверхности реза и наибольшие значения высоты неровностей профиля Rz определяют по значениям из табл. 4.
Таблица 4
КлассыСпособы резкиНормы при толщине разрезаемого металла, мм 5-1213-3031-6061-1001
Кислородная
Плазменно-дуговая
0,050
0,0500,060
0,0600,070
0,0700,085–2
Кислородная
Плазменно-дуговая
0,080
0,1000,160
0,2000,250
0,3200,500–3
Кислородная
Плазменно-дуговая
1,160
0,2000,250
0,3200,500
0,6301,000
–
Зона термического влияния устанавливается только для плазменно-дуговой резки. Трещины в ней и в зоне оплавленного металла не допускаются. Классы вырезаемых деталей и заготовок в зависимости от наибольшего значения зоны термического влияния и наибольшие значения зоны определяются по таблице из ГОСТ 14792-90.
Пример условного обозначения классов детали или заготовки П 1202 ГОСТ 14792-80 обозначает деталь, вырезанную плазменно-дуговой резкой, 1-го класса точности, 2-го класса в зависимости от отклонения поверхности реза от перпендикулярности, при отсутствии требований к шероховатости реза «0», 2-го класса в зависимости от значения зоны термического влияния.
SO 9013:2002 в отличие от ГОСТ 14792-80 более подробно описывает не только процесс термической резки, но и методики выполнения замеров для различных типов реза и толщин (рис. 2, табл. 5).
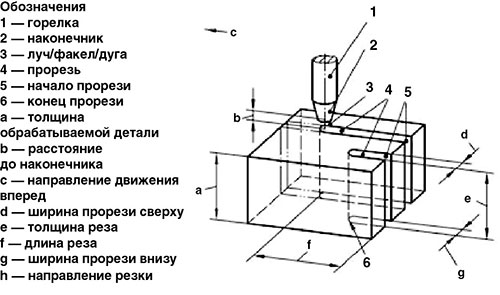
Рис. 2. Термины к обрабатываемому изделию по ISO 9013:2002.
Таблица 5
СимволТерминСимволТерминaтолщина резаRz5средняя высота профиляAaуменьшение толщиныtтолщина обрабатываемой деталиBгдопуск не машинную обработкуt0допуск на прямолинейностьcглубина канавкиtpдопуск на параллелизмIнаклон линии сопротивления резанию%допуск на перпендикулярность
G0верхнее предельное отклонениеидопуск на перпендикулярность или угловатостьGuнижнее предельное отклонениеZtвысота элемента
профиляInоценочная длина?угол скоса срезаIrодиночная длина выборки<Jугол (установочный) насадкиrплавление верхнего края
ISO 9013:2002 применяет более широкий перечень терминов для описания оценки качества заготовок и их взаимного влияния друг на друга.
Вот некоторые отличия.

Как мы видим из рис. 1, 3 и 4 Стандарт ISO подходит более детально к оценке геометрии реза, вводит новые понятия, предоставляет гибкую методику расчета и определения мест замеров. Благодаря этому оценка перпендикулярности реза из 3-х классов в ГОСТе превращается в расчетную таблицу с 5-ю классами точности, в каждом из которых можно получить точное значение для конкретной толщины материала.
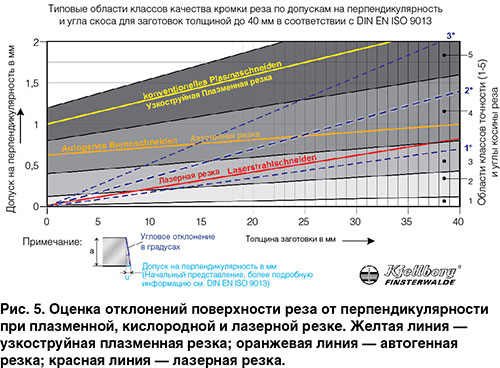
Один из вариантов оценки технологий термической резки компании Kjellberg (Германия) представлен на рис. 5.
Эта простая схема позволяет потребителям оценить требуемое качество заготовок и технологические возможности оборудования более наглядно, чем в ГОСТ 14792-80.
Так что же все-таки лучше в работе: ГОСТ или ISO? С одной стороны, ISO является международным и более современным стандартом оценки качества, но его применение не может быть единичным. ISO 9013:2002 является частью целой системы международной стандартизации, и его использование должно быть связано со стандартами технологий: от последующей обработки заготовок до выпуска конечного изделия. Кроме того, ISO 9013 применяется для оценки возможностей технологического оборудования. В случае, если предприятие намерено использовать отечественные плазменные системы, то добиться выдающихся показателей по качеству заготовок будет затруднительно, значит использование ГОСТа вполне допустимо.
Таблица 6. Допуск на перпендикулярность или угловатость, и.
ДиапазонДопуск на перпендикулярность или угловатость, и ,мм10,05 + 0,003а20,15 + 0,007а30,4 + 0,01а40,8 + 0,02а51,2 + 0,035а
Если же предприятие ставит перед собой амбициозную задачу — перестроить свое производство и продукцию с принятыми международными стандартами, то без внедрения стандартов ISO не обойтись. Как сказал Аристотель: «Начало — это уже больше половины дела!»
В. А. Кольченко
Директор ООО «АВТОГЕНМАШ»
www.autogenmash.ru

