Почему традиционная сварка не даёт нужной прочности
Фундаментальная проблема всех методов
Скажу прямо — ни один существующий метод сварки (будь то электродуговая, лазерная или электронно-лучевая) не может похвастаться прочностью шва, равной прочности самого материала. Это факт. Причина кроется в структуре металла, которая формируется при затвердевании в сварочной ванне.
Зона шва получается крупнокристаллической. А такая структура — это всегда низкая пластичность, потеря технологической прочности, появление дефектов разного рода. Знакомо?
Возьмём пример для наглядности. Больше ста лет назад корпуса судов клепали. Потом появилась сварка стали — и клёпка ушла в прошлое. Но вот с авиационными алюминиевыми сплавами история другая. Полвека учёные бились над режимами сварки традиционными методами — безрезультатно. И сегодня пассажирские лайнеры по-прежнему собирают на заклёпках. Почему? Потому что только так можно обеспечить необходимую прочность и усталостную выносливость. Всё просто.
Проблема разнородных материалов
Отдельная головная боль — соединение разнородных материалов, которые вообще не варятся обычными способами. Скажем, титан с нержавейкой. В зоне расплава образуются интерметаллиды, делающие шв хрупким как стекло. Главная задача — подобрать такие материалы и режимы, чтобы подавить образование хрупких фаз типа FeTi и Fe2Ti. Или хотя бы резко снизить их количество.
Не всё так просто, как кажется.
Нанотехнологии меняют правила игры
Как работают нанопорошки
В последние годы исследователи активно изучают применение нанодисперсных тугоплавких материалов в качестве модифицирующих добавок. В ИТПМ СО РАН провели масштабный цикл экспериментов с нанопорошками размером около 50 нм. Результаты — более чем интересные.
Когда специально подготовленный нанопорошок попадает в расплав, происходит следующее: формируется дисперсная система, где ядром каждой частицы служит твёрдая фаза. Она гетерогенизирует жидкий металл по химсоставу, вызывая концентрационное переохлаждение в слое, адсорбированном на поверхности наночастиц.
Что это даёт? Каждая наночастица становится потенциальной затравкой для зарождения новой фазы — кристалла, интерметаллида или химического соединения. В итоге в расплаве при охлаждении формируется мелкодисперсная глобулярная структура. Совсем другое дело!
На основе теории и предыдущих экспериментов в качестве модификаторов выбрали:
- нитрид титана (TiN)
- оксид иттрия (Y2O3)
- другие соединения, полученные плазмохимическим синтезом
Все они плакировались различными металлами в центробежной планетарной мельнице при соотношении «металл — тугоплавкая частица» 1:3.
Оптимальные параметры лазерной сварки
Оборудование и режимы
В экспериментах использовали непрерывный электроразрядный CO2-лазер с самофильтрующимся резонатором. Мощность излучения — 5 кВт. Луч плоскополяризованный, угол наклона плоскости поляризации к горизонту — 45°.
Основные опыты проводили на пластинах толщиной до 6 мм. Угол падения луча — 80°. Почему именно так? При больших углах отражённое излучение попадает на центральное сопло, при меньших — расплавленный металл просто вытекает из зоны сварки. Всё логично.
Сварку вели в гелиевой защите. Расход гелия (приведённый к нормальной атмосфере) не превышал 60 л/мин.
Стальные соединения: реальные результаты
Малоуглеродистая сталь Ст20
Исследовали влияние нанодисперсного порошка TiC0,5N0,5 + Fe на качество швов листовой стали Ст20. Толщина пластин — 3 мм. Порошок наносили в виде суспензии на кромки перед сваркой. Заготовки соединяли встык. Мощность лазера — 3,05 кВт, скорость — 1,7 м/мин.
Результаты говорят сами за себя (рис. 1). Наноинокулятор изменил и морфологию шва, и микроструктуру. Размеры кристаллов видманштеттова феррита без инокулятора достигают 100-150 мкм в длину. С инокулятором — не более 30-40 мкм. Разница очевидна.
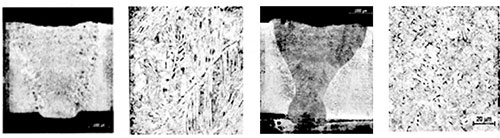
а) б) в) г)
Рис. 1. Морфология и структура сварного шва: (а, б) — без НПИ, (в, г) — с НПИ TiC0,5N0,5 + Fe.
Механические свойства тоже выросли. Испытания на статическое растяжение показали: относительное удлинение увеличилось в 1,5 раза. Предел прочности подрос на 3-4%. И это при наличии небольшой внутренней пористости (не более 5 об.%). Впечатляет, правда?
Вывод однозначен: введение наноинокуляторов измельчает литую структуру, образует мелкодисперсную ферритоперлитную смесь (троостит) и повышает прочностные характеристики.
Нержавеющая сталь 12Х18Н10Т
Основная трудность при сварке аустенитных сталей — горячие трещины (кристаллизационные и подсолидусные) в металле шва и околошовной зоне.
Исследования макро- и микроструктуры показали: лазерные швы на стали 12Х18Н10Т характеризуются равномерным распределением химических элементов и микротвёрдости по всем зонам (рис. 2).
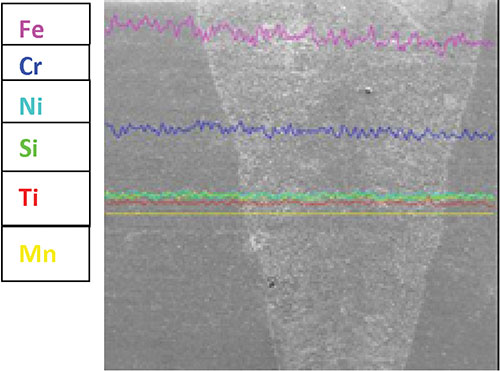
Рис. 2. Характер распределения химических элементов по ширине сварного шва.
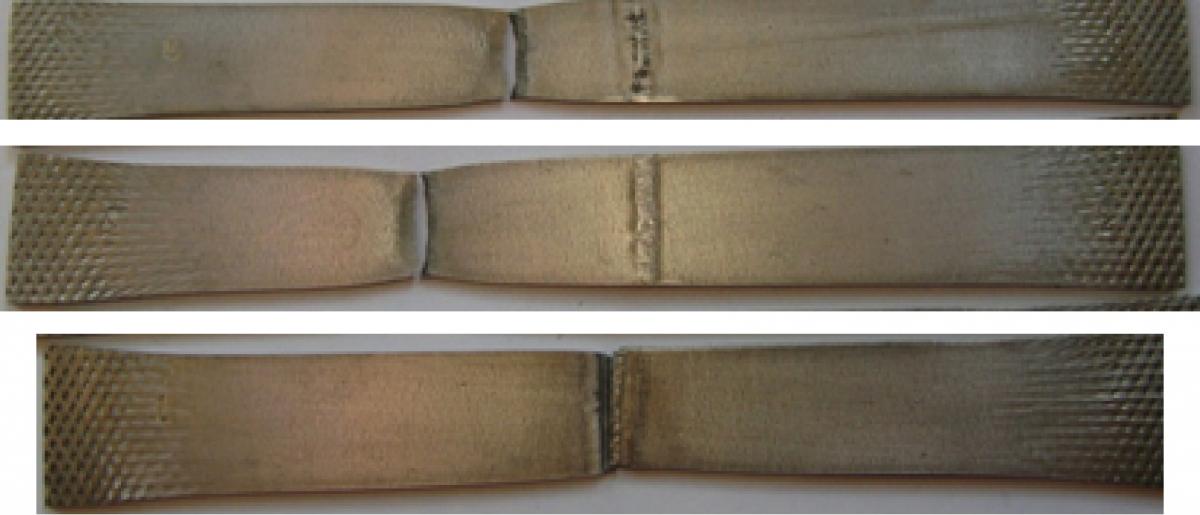
Рис. 3. Образцы сварных соединений стали 12Х18Н9Т после испытаний на разрыв; 1, 2 — модифицированные нанопорошками: 1 — TiN (0,02%) + Y2O3 (0,02%) + Ti + Fe; 2 — TiN (0,04%) + Y2O3 (0,04%) + Ti + Fe; 3 — без наномодификатора.
На рис. 3 — опытные и контрольные образцы после разрыва. У опытных (модифицированных) разрыв произошёл по основному металлу. У контрольного — в зоне термического влияния. Это указывает на высокую прочность лазерного соединения.
| Номер образца на рис. 3 |
σВ, МПа | σТ, МПа | δ, % | ψ, % |
|---|---|---|---|---|
| 1 | 593 | 259,7 | 60,0 | 59,02 |
| 2 | 606,7 | 265,7 | 58,0 | 51,89 |
| 3 | 510 | 261 | 56,0 | 53,5 |
Приведены средние значения по трём испытаниям. Разброс — не более 5%. Что и требовалось доказать.
Титановые сплавы — прорыв в авиации
Сплав ВТ1-0: прочность на высоте
На рис. 4 — фотографии образцов из титанового сплава ВТ1-0 после испытаний на разрыв по ГОСТ 1497-84.

Рис. 4. Образцы сварных соединений титанового сплава после испытаний на разрыв.
Толщина пластин — 3 мм. Модифицирующая добавка: TiN (0,03%) + Y2O3 (0,03%) + Ti + Fe в соотношении 1:1:3. Разрыв произошёл не в области шва, а по основному металлу. Это серьёзный аргумент в пользу технологии.
| № Образца | Временное сопротивление σВ, МПа |
Предел текучести σТ, МПа | Относительное удлинение δ, % |
Относительное сужение ψ, % |
|---|---|---|---|---|
| 1 | 481,7 | 427 | 24,5 | 58,3 |
| 2 | 472,7 | 422 | 25,4 | 54,44 |
Сплав ВТ5: влияние разных модификаторов
Исследовали влияние НМ-добавок разного химсостава на механические свойства швов сплава ВТ5 (толщина пластин — 2 мм). Концентрация добавки — не более 0,05% по массе (в расчёте на нитридосодержащую тугоплавкую составляющую).
Из рис. 5 видно: применение НМ положительно сказывается на всех характеристиках. Относительное удлинение выросло в 2-4,9 раза, предел прочности — в 1,23-1,35 раза, предел текучести — в 1,8-2,0 раза.
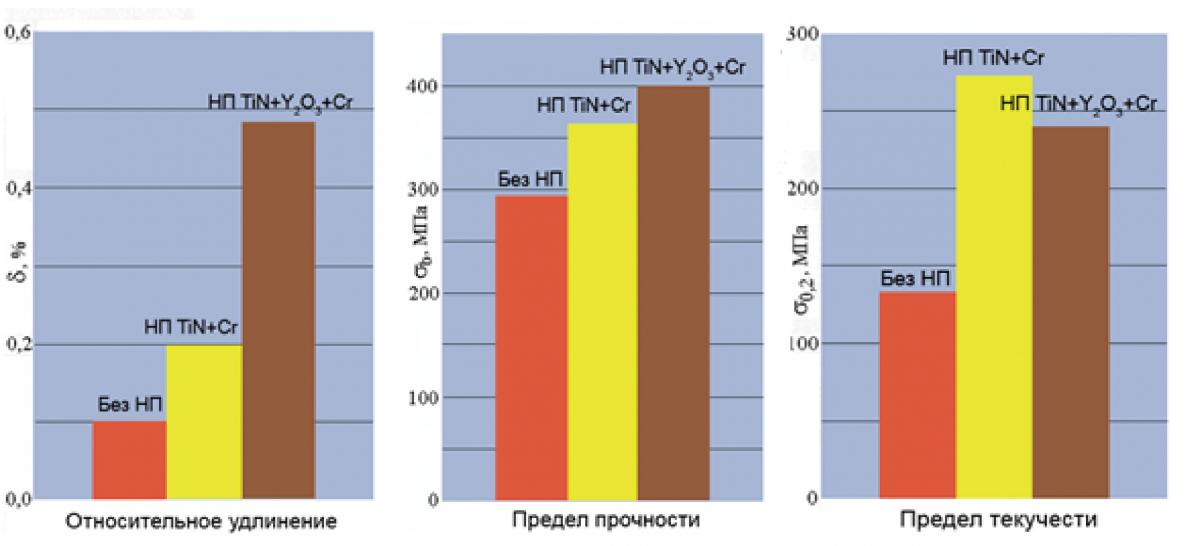
а б в
Рис. 5. Механические характеристики сварного соединения сплава ВТ5 без добавок НП и с добавками НП тугоплавких соединений. Относительное удлинение δ (а); предел прочности σb (б), предел текучести σ0,2 (в).
Сплав ВТ-20: усталостная прочность
Для сплава ВТ-20 исследовали не только прочностные, но и усталостные характеристики. Образцы — пластины толщиной 5 мм, шириной 50±2 мм, длиной 100±2 мм.
Сварку проводили при мощности P = 1,5-2,4 кВт и скорости V = 0,8-1,2 м/мин. Уровень прочности составил не менее 92% от прочности основного металла (предел прочности — 1050 МПа).
На рис. 6 — шлифы, показывающие морфологию и макроструктуру швов при обычной сварке и с НМ TiN + Cr. Применение модификатора заметно меняет морфологию и измельчает макроструктуру затвердевшего металла.

а) б) в) г)
Рис. 6. Морфология и структура шва сплава титана ВТ-20 толщиной 5 мм. Без применения НПИ (а, б) и с применением НПИ TiN + Cr (в, г).
Усталостные испытания проводили на сервогидравлическом комплексе Instron 8810 (Великобритания, 2008 г.) с программным модулем Wavematrix. Режим — пульсирующий мягкий цикл с частотой 5 Гц. Нагрузка — от 0 до 1500 Н. Амплитуда деформации — 0,2-0,25 мм.
| № образца | вид материала и режим сварки | ресурс работы τ до разрушения, мин |
|---|---|---|
| 1 | Сплав ВТ-20 без сварного шва | τ = 220,5 |
| 2 | Сплав ВТ-20 без инокулятора P = 3кВт, V = 1 м/мин, Q = 65 л/мин |
τ = 48±15 |
| 3 | Сплав ВТ-20 с добавкой TiN+Cr P = 3кВт, V = 1 м/мин, Q = 65 л/мин |
τ = 130 |
Данные таблицы показывают: усталостная прочность швов с НПИ в 1,5-2 раза выше, чем без наномодификатора. При этом разрушение модифицированных образцов происходило не по шву, а по основному металлу. Это важный момент.
Алюминиевые сплавы: решение старой проблемы
Специфика сварки алюминия
Особые физико-химические свойства алюминиевых сплавов (высокая химическая активность, теплопроводность, отражающая способность) предъявляют специфические требования к сварке. Особенно сложно с лазерной сваркой.
Проблемы:
- локальность термического нагрева
- быстрое образование окислов
- поглощение газов из среды
- высокая отражающая способность
Эти факторы ограничивают применение лазерной сварки для алюминиевых сплавов. Особенно мало изучены сверхлёгкие сплавы системы «алюминий-литий».
Сплав 01420Т: экспериментальные данные
Исследовали механические и структурные характеристики швов сплава 01420Т. Прочностные и пластические характеристики определяли при одноосном квазистатическом растяжении плоских образцов типа «двойная лопатка» (рабочая часть 1,2×5,5×35 мм). Шов располагался посередине рабочей части нормально к продольной оси.
Испытания — на машине Instron-1185 при скорости деформирования 5·10⁻⁴ с⁻¹ (скорость движения захвата 1 мм/мин). Разрушение происходило либо по шву, либо по зоне термического влияния.
| Временное сопротивление, σВ, МПа |
σВ, МПа /σВ0, МПа |
Примечание | |
|---|---|---|---|
| Чистый металл | 468 | ||
| Сварка встык | 375 | 0.8 | Разрушение по сварному шву, шов удовлетворительный |
Временное сопротивление разрушению σВ в обоих случаях сравнимо (в пределах ошибок измерений) и составляет 0,8 от прочности основного металла. Неплохо.
Структуру изучали на микроскопе Neophot-21 при увеличениях ×250 и ×500. Ширина перекристаллизованного металла — около 1,75 мм. Незначительное число пор (размером около 1 мкм) обнаружено как в основном металле, так и в шве.
Вывод: нужно продолжать исследования, оптимизируя состав нанопорошков.
Соединение несоединяемого: титан со сталью
Почему это важно
Сварка титана и стали — важный процесс при производстве биметаллических деталей (титановый сплав — нержавеющая сталь). Такие конструкции позволяют снизить вес изделий, что иногда имеет решающее значение.
Проблема в том, что аустенитные коррозионностойкие стали и титановые сплавы обладают крайне плохой свариваемостью. Дополнительные трудности возникают из-за существенных различий теплофизических свойств.
Эксперимент: сталь 12Х18Н10Т + ВТ1-0
Исследовали возможность лазерной сварки нержавеющей стали 12Х18Н10Т с титановым сплавом ВТ1-0 с применением промежуточных вставок, в том числе композитных, полученных взрывом.
На рис. 7 — морфология сварного соединения с двойной вставкой: медная пластина 0,5 мм + монелевая 0,7 мм, а также микроструктура контактных границ.

а) б) в) г)
Рис. 7. Морфология сварного шва сталь+ Cu, 0,5 мм + монель, 0.7 мм + ВТ1–0 (а). Микроструктура фрагментов его областей: на границе сплавления сталь-медь (б); на границе сплавления монель-титан (в) и на границе сплавления монель-медь (г).
Испытания на статическое растяжение проводили на машине ИР 5113-100 по ГОСТ 1497-84.
| Предел временной прочности σB, МПа |
Предел текучести σТ, МПа |
Относительное удлинение δ,% |
|---|---|---|
| Без термообработки | ||
| 373,4 | 250,4 | 3,4 |
| С термообработкой, 1 час при Т = 300°С в вакууме | ||
| 417,42 | 213,26 | 5,25 |
Термообработка заметно увеличивает временную прочность и пластичность. Разрушение происходило по медной пластине. Поскольку прочность исходной меди М0 составляет 220-240 МПа, более высокое значение объясняется деформационным упрочнением (наклёпом) меди при сварке взрывом, а также частичным легированием компонентами тантала, перемешанными с медью.
Итоги: что даёт технология
Лазерная микрометаллургия — новое направление
Особенности лазерной сварки (режим кинжального проплавления) плюс нанодисперсные тугоплавкие материалы как модифицирующие добавки позволили развить в ИТПМ СО РАН новое научное направление — лазерную микрометаллургию.
Разработанные методы управления кристаллизацией расплава в ванне лазерной сварки:
- улучшили микроструктуру сварного шва
- показали перспективность для создания неразъёмных соединений различных металлов, в том числе разнородных
- существенно увеличили механические свойства швов до уровня основного материала
- повысили усталостную прочность
Впервые при формировании сварного соединения обычно не свариваемых материалов (титан-медь-сталь 12Х18Н10Т) наблюдается значительное растворение и перемешивание основных металлов в жидкометаллической медной прослойке. Это способствует, одновременно с высокой скоростью охлаждения, формированию матричного композиционного материала, где упрочняющими частицами выступают пластинчатые выделения α-фазы (мартенсит).
Результаты открывают перспективы создания новых инновационных технологий изготовления узлов и деталей в различных отраслях промышленности. Есть над чем подумать.
А. М. Оришич, А. Н. Черепанов, А Г Маликов
Институт теоретической и прикладной механики
им. С. А. Христиановича СО РАН, г. Новосибирск
Литература.
- Модифицирование сталей и сплавов дисперсными инокуляторами/Сабуров В. П., Еремин. Н.А., Черепанов А. Н., Миннеханов Г. Н. Омск: изд-во ОмГТУ. 2002, 212 с.
- Afonin Yu. V, OrishichА. М., CherepanovА. N. Welding of titanium, steel, and aluminium–lithium alloy by the CW CO2 laser beam/The International Congress on Applications of Lasers & Electro-Optics (ICALEO 2010)»26–30 сентября Anaheim, CA, USA Paper 1201
- Черепанов А. Н., Афонин Ю. В., Маликов А. Г., Оришич А. М. О применении нано-порошков тугоплавких соединений при лазерной обработке материалов//ISSN 0131–1336//Тяжелое машиностроение,2008 № 4 стр 25,26
- Оришич А. М., Головин Е. Д., Буров В. Г., Батаев В. А., Афонин Ю. В., Огнев А. Ю. Особенности формирования сварных швов при лазерной сварке углеродистых сталей. Обработка металлов. 2005. № 4 (29) С. 13–14. Новосибирск.
- 6.Yu. V. Afonin, А. А. Bataev, V. G. Burov, А. M. Orishich, А. G. Malikov, V. A. Kochnev, E. G. Shikhalev. СО2-Laser welding of titanium, low-carbon and chromium-nickel steel//XVI International Symposium on Gas Flow and Chemical Lasers & High Power Laser Conference GCL/HPL 2006 Gmunden, Austria, September 4–8, 2006 Book of Summaries P. 60
- Е. Д. Головин, В. Г. Буров, А. М. Оришич, А. Н. Черепанов, А. И. Смирнов, Д. Д. Головин. Влияние наноразмерного оксида иттрия на структуру швов титанового сплава ВТ20, получаемых по технологии лазерной сварки//Обработка металлов. 2011. № 2 (51). С. 57–60.
- Ю. В. Афонин, А. Н. Черепанов, А. М. Оришич. Лазерная сварка стали с титановым сплавом с применением промежуточных вставок и нанопорошковых инокуляторов//Журнал «Тяжелое машиностроение», 2009, № 8, с. 24–26
- Черепанов А. Н., Афонин Ю. В., Оришич А. М., Фомин В. М., Батаев А. А. Способ сварки материалов. Патент РФ № 2404887. Бюл.№ 2. Опубл. 20.01.2009, Приоритет от 09.06.09. Зарегистрировано в Государственном реестре изобретений РФ 27 ноября 2010
- Гнюсов С. Ф., Клименов В. А., Алхимов Ю. В., Будницкий А. Д., Оришич A. M., Черепанов А. Н., Афонин Ю. В. Формирование структуры титана и коррозионностойкой стали при лазерной сварке//Сварочное производство. — 2012 — № 1. — С. 17–22.

