3D-моделирование и автоматическая генерация траекторий инструмента
Известно, что задание данных для механообработки упрощается при существовании 3D-модели. В качестве конструктивных элементов можно указывать поверхности и/или ограничивающие контуры. Все указанные элементы будут автоматически учтены при формировании траектории движения инструмента.
В процессе расчета осуществляется полный контроль на коллизии, а также имеется возможность использования альтернативной схемы врезания в проблемных местах. Это важно. Никто не хочет столкновений инструмента с заготовкой или оснасткой.
В ADEM-VX реализованы различные стратегии снятия материала:
- Обработка по схеме «Зигзаг»
- Обработка по схеме «Петля»
- Обработка в направлении UV-линий поверхности
- Контурные схемы обработки, обеспечивающие плавный переход с одной образующей на другую
Если станок в состоянии обеспечить 3D-коррекцию, ADEM сформирует все необходимые данные для ее выполнения. Обеспечивая постоянство режимов резания, система предоставляет различные варианты подхода/отхода к обрабатываемой поверхности.
Совершенствование металлорежущего оборудования и возможности систем ЧПУ обеспечили возможность представления траектории инструментов не только в виде набора линейных перемещений, но и различными типами кривых:
| Тип интерполяции | Применение | Преимущества |
|---|---|---|
| Линейные перемещения | Универсальное | Совместимость со всеми станками |
| Объемные дуги | Плавные траектории | Снижение вибраций |
| Кубические полиномы | Сложные поверхности | Высокая точность |
| NURBS-сплайны | Свободные формы | Минимальное количество точек |
Все эти виды интерполяций ADEM-VX поддерживает в полном объеме.
2.5-координатная обработка сложных поверхностей: экономичное решение
Есть случаи, когда для объемной обработки не обязательно использовать три и выше координаты. Не правда ли, очень заманчиво на недорогом 2.5-координатном оборудовании выполнять обработку сложных формообразующих поверхностей, используя послойное снятие материала?
Данный метод позволяет выполнить черновую обработку, максимально приблизив полученную поверхность к требуемой. ADEM-VX позволяет регулировать качество получаемой поверхности за счет управления глубиной прохода и величиной оставляемого «гребешка».
Наличие теневых зон не является препятствием, поскольку возможно использование:
- Грибковых фрез
- Дисковых фрез
- Фасонных фрез
Послойное фрезерование с успехом может быть применено и для чистовой обработки поверхностей. Существует опыт пользователей, которые применяли данный вид обработки, задавали глубину прохода 0.01 мм и получали поверхности, не нуждающиеся в дальнейшей ручной доработке.
Это серьезно. Экономия на оборудовании без потери качества.
Многопозиционная обработка корпусных деталей
Наибольшего эффекта при обработке корпусных деталей можно достигнуть, применяя многофункциональные обрабатывающие центры. В системе ADEM-VX данный класс деталей обрабатывается за счет методов многопозиционной обработки.
Зонная обработка и автоматизация поворотов
Первое поколение обрабатывающих центров требовало задания ноля детали для каждой обрабатываемой стороны. Для их поддержки в систему ADEM-VX было введено понятие «зоны», описывающее:
- Расположение в пространстве обрабатываемых элементов
- Способы поворота рабочих органов станка
- Другие технологические параметры
Все необходимые команды на установку рабочей зоны формируются автоматически. Если в качестве источника геометрической информации используется трехмерная модель, то необходимость задания зонной обработки отпадает.
Команды на разворот инструмента или детали определяются положением мест обработки с учетом кинематической схемы станка. Возможности системы ADEM-VX поддерживают совмещение многопозиционной и объемной обработки, более известное как обработка «3+2».

Рис. 1. Результат трехкоординатной обработки матрицы прессформы в ADEM-VX
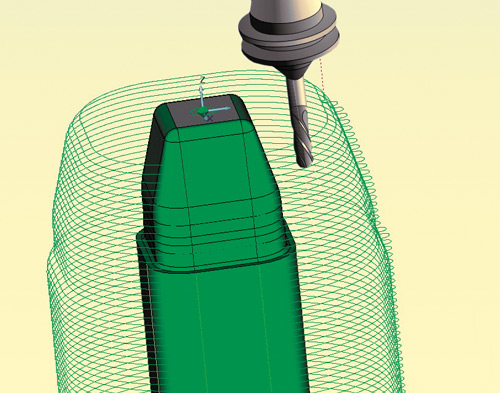
Рис. 2. Чистовая высокоскоростная обработка (метод Z-level) по объемной модели
Четырех- и пятикоординатная обработка: точность и эффективность
Сегодня многие пользователи, модернизируя станочный парк, стремятся приобретать современное оборудование, позволяющее позиционировать инструмент или деталь по 4-5 координатам. Применение таких станков позволяет минимизировать количество установов и переналадок и, как следствие, повысить качество и точность обработки.
Помимо традиционных способов задания такой обработки, когда инструмент движется по нормали к поверхности, ADEM-VX позволяет задавать углы отклонения и опережения, исключающие нулевую скорость резания при движении инструмента.
Обработка малкованных поверхностей в аэрокосмической отрасли
Для обработки малкованных поверхностей, широко распространенных в авиационной и аэрокосмической промышленности, в системе имеется возможность обработки данного класса деталей боковой частью фрезы. Тогда сама поверхность определяет ориентацию инструмента в пространстве.
В то же время для более гибкого управления положением оси инструмента модуль пятикоординатной обработки системы ADEM-VX позволяет:
- Задавать объемную кривую, по которой происходит перемещение оси
- Иметь возможность ручной корректировки угла наклона инструмента на участках траектории
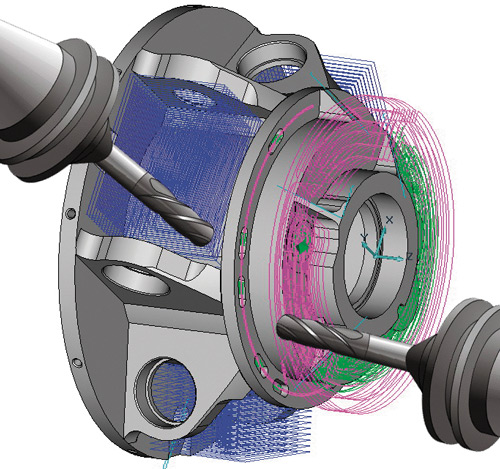
Рис. 3. Зонная обработка корпусных деталей
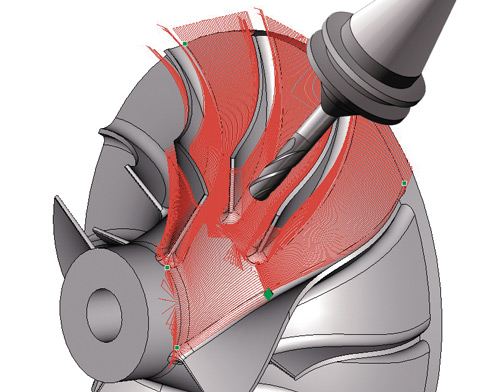
Рис. 4. Непрерывная 5-осевая обработка
Высокоскоростная обработка: новые стратегии и алгоритмы
Совершенствование станков и инструментов приводит к развитию новых технологий обработки материалов. Очевидно, что революционные способы обработки требуют создания новых методов и алгоритмов программирования оборудования.
Так, например, технологии высокоскоростной обработки привели к пересмотру целого ряда стратегий формирования траектории движения режущего инструмента.
В первую очередь были модифицированы существующие варианты траекторий — они были дополнены возможностями для формирования «гладких» траекторий, исключающих резкое торможение рабочих органов станка при изменении вектора движения.
Следующей модификацией стало расширение видов интерполяций. К традиционной траектории в виде набора линейных перемещений добавились три новых вида – интерполяция траектории набором объемных дуг, кубических полиномов и NURBS-сплайнов.
Одновременно с доработкой существующих механизмов ADEM-VX пополнился новыми стратегиями черновой и чистовой фрезерной обработки.
Плунжерное фрезерование для сокращения времени обработки
Так, для черновой высокоскоростной обработки была реализована стратегия — обратная эквидистанта с постоянным шагом. При ее использовании инструмент начинает обработку с внешней стороны заготовки и выполняется условие постоянства снимаемого слоя материала.
Если траектория выходит за границу обрабатываемой заготовки, то инструмент на холостом ходу перемещается на следующий участок, где удается выдержать условие постоянства глубины резания.
Еще одним прогрессивным методом скоростной черновой обработки является «плунжерное» фрезерование. Плунжерная фреза как бы сверлит материал, и, поскольку усилие резанья направлено вдоль оси инструмента, рабочие подачи могут достигать значительных величин.
Этот метод по сравнению с традиционными способами позволяет в несколько раз сократить общее время обработки.
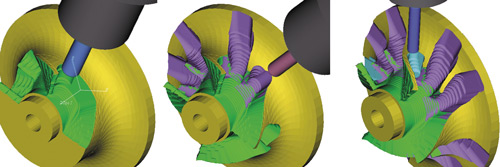
Рис. 5. Плунжерная 5-координатная обработка для высокоскоростного снятия материала
Заметим, что «плунжерный» способ доступен для любых видов обработки — плоской, объемной и пятикоординатной. В зависимости от условий обработки, любой из них может использовать определенную схему врезания.
Спиральная обработка с постоянным шагом
Как было сказано выше, с появлением высокоскоростных станков стратегии фрезерования претерпели существенные изменения. Так, например, на холостых ходах при чистовой объемной обработке по схеме «ПЕТЛЯ» инструмент подводится/отводится по гладкой кривой.
В результате чего практически отсутствует торможение/ускорение между рабочими и холостыми перемещениями, а общее время обработки сокращается примерно на четверть.
Добавились и новые методы фрезерования. Например — объемная «спираль» с постоянным шагом по поверхности. При использовании этой стратегии заданная технологом глубина резания сохраняется независимо от кривизны обрабатываемой поверхности (даже на вертикальных участках), что обеспечивает:
- Постоянство режимов резания
- Облегчение условий работы приводов станка
- Увеличение стойкости инструмента
- Улучшение качества поверхности
| Стратегия обработки | Применение | Экономия времени |
|---|---|---|
| Обратная эквидистанта | Черновая ВСО | До 30% |
| Плунжерное фрезерование | Черновая обработка | В 2-3 раза |
| Спираль с постоянным шагом | Чистовая ВСО | До 25% |
| Петля с гладкими переходами | Чистовая обработка | До 25% |
Не все так просто, как кажется. Но результат того стоит.
Андрей Быков
Алексей Казаков
Константин Карабчеев
Группа компаний ADEM
Москва, ул. Иркутская, д. 11, корп. 1, офис 244
Т/ф (495) 462 01 56, 502 13 41
E-mail: omegat@aha.ru
www.adem.ru

