От ремесла к науке: эволюция пайки
Пайка пережила настоящий прорыв в 50-60-х годах прошлого столетия. Именно тогда человечество начало осваивать воздушное и космическое пространство. Для реализации амбициозных проектов потребовались принципиально новые материалы, способные работать в экстремальных условиях, и технологии их надежного соединения.
В этот период пайка трансформировалась из ремесленного навыка в полноценное научно-технологическое направление. Жизнь сама расставила приоритеты между сваркой и пайкой, хотя споры о значимости этих методов возникают до сих пор. Пайку нужно рассматривать как самостоятельную технологию, базирующуюся на законах физической химии и металловедения.
Скажу прямо: без пайки космическая гонка была бы невозможна. Это факт.
Уникальные возможности технологии
Новые горизонты конструирования
Применение пайки открыло перед инженерами и технологами невиданные ранее возможности. Появились новые материалы и сплавы для создания соединений, отличающиеся сложностью и точностью химического состава. Разнообразие способов нагрева существенно расширило сферу применения технологии.
Главными драйверами инноваций стали авиационная отрасль и ракетостроение. Без пайки было бы невозможно создание:
- Сотовых конструкций
- Решетчатых крыльев
- Высокоэффективных теплообменников
Основное достижение технологии — создание прочных соединений с высокой герметичностью. Причем прочность обеспечивается как при статических, так и при знакопеременных нагрузках. Это серьезно.
Соединение несовместимого
Несомненная заслуга пайки — возможность соединения разнородных материалов и композитов, которые другими методами соединить просто невозможно. Представьте себе: металл с керамикой, разные сплавы между собой — и все это работает!
Таким образом, пайка заняла достойное место в научно-техническом прогрессе наряду со сваркой и склеиванием благодаря своим уникальным возможностям.
Где применяется пайка сегодня
Пайка остается сложным процессом, зависящим от множества факторов:
| Фактор | Влияние на качество |
|---|---|
| Выбор материалов | Критически важен |
| Подготовка поверхностей | Определяет смачиваемость |
| Конструкция соединения | Влияет на прочность |
| Зазор между деталями | Оптимален 0,05-0,2 мм |
| Среда или флюс | Защищает от окисления |
| Способ нагрева | Определяет производительность |
После формирования паяного шва жидким припоем появляются широкие возможности получения разнообразных структур, которые в конечном счете определяют свойства соединения. Технология основана на самопроизвольном процессе смачивания и растекания припоя по поверхности с последующей кристаллизацией. Человек лишь создает благоприятные условия для протекания этих процессов.
Благодаря этому пайка получила широкое распространение для создания массовых производств с высокой производительностью и уровнем автоматизации. Стабильность достигается только при наличии стабильных входных параметров: качества припоя и флюсов, технологических режимов, автоматического управления нагревом и охлаждением.
Сегодня пайка широко используется в:
- Транспорте и автомобилестроении
- Энергетике
- Холодильной и криогенной технике
- Производстве приборов и электронных схем
- Производстве горнодобывающего и металлорежущего инструмента
- Теплообменной аппаратуре
Впечатляет, правда?
Элементы паяного соединения
Не стоит думать, что существует только один уникальный способ пайки конкретной конструкции. Поскольку в процессе участвует несколько компонентов, управляя их наполнением, можно варьировать технологию для создания как мелкосерийного, так и массового производства.
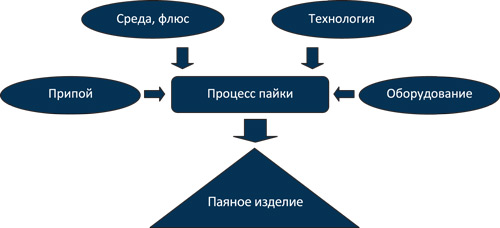
Рис. 1 Элементы создания паяного соединения
Выбор элементов определяет стоимость процесса, его гибкость и возможность адаптации к изготовлению других изделий. Получить одно и то же соединение можно различными материалами, технологиями нагрева и применяя различное оборудование.
Мировые тенденции развития
Основные направления
Особенности пайки обусловили следующие мировые тенденции в ее развитии:
- ✔️ Создание крупных автоматизированных производств
- ✔️ Высокая степень стандартизации материалов и процессов
- ✔️ Снижение роли человеческого фактора
- ✔️ Расширение сферы пайки разнородных и композиционных материалов
- ✔️ Локализация и обособление производства припоев и флюсов
Все это в основном касается массового производства паяных конструкций. Но пайка до сих пор остается на уровне «искусного ремесла» при выполнении ремонтных работ и производстве отдельных мелкосерийных партий изделий.
Проблемы масштабирования
Многие сложные процессы пайки применяются в ограниченном масштабе из-за отсутствия массового спроса на продукцию, созданную на острие научно-технического прогресса. Это относится к изделиям авиационной техники и космической промышленности.
Однако именно мелкосерийное производство изделий с уникальными свойствами требует нестандартных подходов, разработки новых материалов и процессов. Парадокс, но факт.
Особенности в российской промышленности
Наследие советской школы
Литература в области пайки, написанная в 60-70-е годы ХХ века, изобилует идеями и результатами многочисленных новаторских исследований. К сожалению, большинство этих процессов сейчас не используется в российской промышленности. Экономический спад 90-х годов только ухудшил ситуацию.
Состояние технологий пайки в России характеризуется следующими чертами:
| Проблема | Последствия |
|---|---|
| Огромный научно-технологический багаж | Не используется на практике |
| Устаревшее оборудование | Низкая производительность |
| Отсутствие стандартизации | Нестабильное качество |
| Дефицит литературы | Проблемы с обучением |
| Нехватка специалистов | Потеря компетенций |
| Примитивизация производства | Отставание от мировых стандартов |
| Исчезновение производств сплавов | Зависимость от импорта |
Исходя из этого, при необходимости создания или расширения производств, включающих процесс пайки, возможны два варианта развития событий.
Два пути развития производства
Первый вариант: импортные технологии
Закупка импортной технологии с оборудованием, которая уже обкатана за рубежом. По сути, это не новаторская технология, но она способна решить задачи создания массового производства паяных конструкций.
Однако есть нюансы:
- ✖️ Западные технологии ориентируются на стандартные зарубежные материалы
- ✖️ Цены на эти материалы значительно выше российских аналогов
- ✖️ Различия в законах об обращении драгоценных металлов
- ✖️ Большинство импортных припоев содержит значительное количество серебра
Это усложняет организационные стороны нового производства. В отличие от зарубежных стран, в России существовали многочисленные разработки сплавов для замены серебросодержащих припоев. Практически одно и то же соединение можно получить, варьируя входными элементами процесса.
Чтобы применять отечественные материалы на импортном оборудовании, часто необходимо внести коррекцию в технологический процесс. Не всегда просто, но возможно.
Второй вариант: собственные разработки
Создание собственных технологических процессов, отличающихся от стандартных зарубежных. Российские потребители хотят иметь производственные комплексы, позволяющие выпускать продукцию в масштабах мелкосерийного и среднесерийного производства с элементами гибкости.
Собственные разработки должны отличаться нестандартным подходом относительно:
- ★ Оборудования
- ★ Технологии
- ★ Применяемых материалов
Сохранение отечественных припоев
Стратегическая важность
Если создание нового оборудования допускает использование импортных элементов, то ориентация на импортные припои и флюсы может привести к исчезновению производства отечественных припоев. Во всем мире изготовление припоев выделено в отдельное направление как производство прецизионных сплавов.
В масштабах нашей страны оно не является массовым. Поэтому важно ориентироваться на применение отечественных материалов как в первом варианте, так и во втором. Иначе ситуация сведется к простому заимствованию иностранных технологий и материалов. А это тупик.
Пример ЗАО «АЛАРМ»
Определенный позитивный опыт в этом направлении имеет ЗАО «АЛАРМ» (Москва), занимающееся разработкой и производством высокотемпературных припоев и флюсов. Производство некоторых сплавов пришлось, в буквальном смысле, восстанавливать.
Для сохранения отечественного производства припоев необходимо следовать следующим принципам:
- ☑️ Достижение уровня качества продукции западных аналогов
- ☑️ Разработка материалов для альтернативных технологических решений
- ☑️ Адаптация импортируемых технологий к отечественным материалам
- ☑️ Кооперация инжиниринговых фирм с университетами в сфере разработок и обучения
Успешные примеры внедрения
Индукционная пайка кронштейнов
Примером успешного решения задач создания гибких среднесерийных производств может служить использование современных российских установок для индукционного нагрева. Применение процессорного управления и программирования нагрева и охлаждения позволяет создавать производства, заменяющие использование громоздких проходных печей с восстановительной атмосферой.
Для пайки кронштейнов для котлов, имеющих 7 паяных швов и паяемых за рубежом в проходных печах, с участием «Союза профессиональных паяльщиков им. С.Н. Лоцманова» был разработан процесс индукционной пайки на автоматизированном оборудовании.
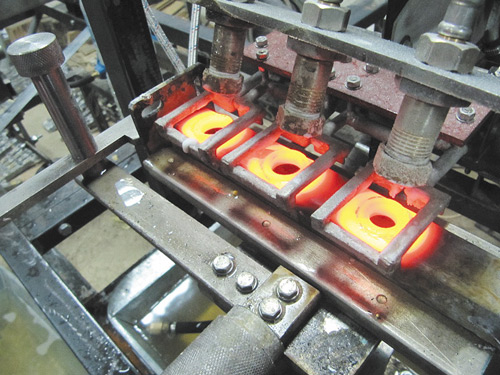
Рис. 2 Автоматизированная пайка стального кронштейна. Одновременная пайка трех деталей латунным припоем с легко смываемым флюсом
Для успешного технологического решения был также разработан новый боратный флюс, который легко смывается водой и оставляет минимум остатков после пайки.
Таким образом, с помощью кооперации российских компаний в области разработки оборудования индукционного нагрева, материалов для пайки и технологии процесса удалось решить проблему создания серийного производства изделий, которые по стандартному варианту паялись бы затратным методом в проходных печах при ежемесячной потребности 3-4 тысячи изделий. Это работает!
Пайка дорожного инструмента
Аналогичным примером может служить создание линий для пайки изделий дорожной техники, когда на импортной элементной базе с применением отечественных припоев и флюсов удалось создать достаточно элегантные установки конвейерного типа для пайки дорожного инструмента.
Нестандартный подход к пайке смесителей
Иллюстрацией нестандартного подхода может служить технология пайки изливов бытовых смесителей из латуни. Паяное соединение образуется сложной линией сопряжения треугольной трубы с цилиндром. Причем сопряжение поверхностей происходит под некоторым углом.

Рис. 3 Индукционная пайка изливов бытовых смесителей с помощью порошка припоя П14 (медь-фосфор-олово)
Применение гранул припоя посредством засыпки через трубу позволило уйти от стандартного применения пасты серебросодержащего припоя. Интересно, правда?
Стратегия развития отрасли
Ключевые направления
Для сохранения собственного производства паяных конструкций, исключения простого заимствования импортных технологий и материалов необходимо движение в следующем направлении:
- ✓ Сохранение самостоятельности производства отечественных припоев — основа импортозамещения материалов и технологий
- ✓ Комплексное решение проблемы за счет объединения усилий инжиниринговых, производственных фирм и университетской базы
- ✓ На основе знаний и опыта осуществлять взаимную адаптацию материалов и технологий пайки
- ✓ Совершенствование технологии получения припоев для приближения качества материалов к современным мировым аналогам
Перечисленные направления будут способствовать развитию технологических линий для серийного и массового производства изделий, содержащих паяные соединения, с учетом специфики отечественной промышленности на базе технологического потенциала, накопленного за все предшествующие годы.
Есть над чем подумать. И действовать нужно сейчас.
И.Н. Пашков, А.И. Пашков
НП «Союз профессиональных паяльщиков им. С.Н. Лоцманова
Москва
Internet: www.atsost.ru

