Особенности сварки легких сплавов
Контактная сварка сопротивлением нашла широкое применение в создании неразъемных соединений. Авиационная и ракетно-космическая отрасли используют эту технологию десятилетиями. Сравнительно недавно к ним присоединилось автомобилестроение.
Специфика работы электродов при сварке алюминия
К электродам для сварки легких сплавов предъявляют дополнительные требования по сравнению со сплавами на основе железа и никеля. Почему? Всё дело в специфике процесса.
Интенсивный переход металла электрода на свариваемую деталь — характерная особенность при работе с алюминиевыми и магниевыми сплавами. Это снижает коррозионную стойкость изделий. Рабочая поверхность электрода загрязняется перенесенным металлом детали.
| Параметр | Значение | Последствия |
|---|---|---|
| Плотность тока | 250–300 А/мм² | Повышение температуры в контакте |
| Темп сварки в автомобилестроении | до 200 точек/мин | Ухудшение условий работы электродов |
| Теплопроводность алюминия | высокая | Требуется большая мощность |
| Температура плавления | низкая | Риск перегрева |
Электрические токи особенно большой плотности протекают через электроды. Массовое производство в автомобилестроении требует высокой скорости. Всё это неизбежно повышает температуру в контакте электрод-деталь. Условия работы электродов значительно ухудшаются.
Требования к электродным материалам
Контактная сварка легких сплавов до сих пор не получила такого распространения, как сварка сталей и никелевых сплавов. Причина кроется в специфических свойствах алюминия:
- ✓ Сравнительно высокая тепло- и электропроводность
- ✓ Низкая температура плавления
- ✓ Высокая химическая активность
Отсюда вытекают особые требования к электродным материалам, самим электродам и качеству сварных соединений. Факт.
Разработка специализированных сплавов
Потребовались вполне определенные электродные сплавы. Они должны обеспечить соответствующие физические, механические, химические и эксплуатационные свойства сварных конструкций.
Научно-исследовательские работы велись многие годы. Разработан не один десяток сплавов. Из них выделили три основных, которые превосходили гостовские сплавы БрКд1 и МСр0,1 по совокупности свойств.
Три основных сплава для легких металлов
Эти сплавы последовательно решали поставленную задачу. Они относятся к I группе свариваемых материалов (легкие сплавы) по международной классификации.
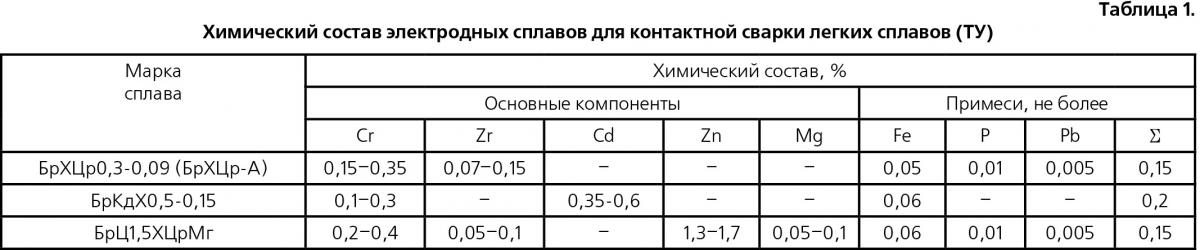
Табл. 1. Составы электродных сплавов для контактной сварки легких сплавов
Критерии оценки работоспособности электродов
Анализ многолетних экспериментов позволил установить ряд особенностей контактного взаимодействия. Во-первых, требуются изменения конструкции электродов:
- → Модификация рабочих частей электродов
- → Совершенствование системы охлаждения
- → Разработка методики подготовки свариваемых поверхностей
Во-вторых, синтез электродных сплавов претерпел кардинальные изменения. Важнейшее из них — переход на использование дисперсионного твердения вместо традиционных методов упрочнения.
Легирование хромом ограничили. Хром — единственная фаза, выделяющаяся при старении всех сплавов. Его содержание должно быть максимально ограничено пределами 0,3–0,4%. В противном случае происходит химическое взаимодействие пары металлов при плотном контакте электрода с поверхностью изделия.
Результат? Потемнение сварной точки. Интенсивность взаимодействия стимулируется ростом температуры при увеличении количества последовательно свариваемых точек.
Работоспособность электродов при сварке легких сплавов не может определяться только по изменению размеров рабочей части на 20%, как при сварке стали. Для алюминиевых сплавов используют электроды со сферической рабочей частью. Понятие «изменение размеров рабочей части» здесь не является определяющим.
Проблема переноса материала электрода
В авиастроении — ведущей отрасли по масштабам использования контактной сварки легких сплавов — за критерий оценки принимают число сварных точек до появления темного налета на поверхности изделия.
Этот критерий требует применения соответствующих эталонов. Проблема в том, что до сих пор не разработано общепринятых норм и правил на их изготовление. Сравнение проверяемого изделия с контрольными образцами производится визуально. Метод носит субъективный характер.
В автомобилестроении к сварным изделиям из алюминиевых сплавов не предъявляется требование по бездефектному высокому качеству поверхности. Следовательно, этот критерий нельзя считать универсальным показателем качества электродного материала.
Под качеством электродных материалов следует понимать совокупность свойств, обусловливающих их пригодность для изготовления рабочего инструмента контактных сварочных машин определенного назначения.
Один из основных показателей — надежность электродов. В соответствии с ГОСТ 15878–79 она определяется как способность выполнять заданные функции, сохраняя во времени эксплуатационные показатели в заданных пределах.
| Показатель | Норматив | Значение |
|---|---|---|
| Величина проплавления | ГОСТ 15878–79 | Номинальный размер литого ядра |
| Диаметр литого ядра | ГОСТ 15878–79 | Основной показатель качества |
| Глубина отпечатка | ГОСТ 15878–79 | Контролируемый параметр |
Критерием оценки служебных свойств является способность электродов сохранять основные показатели сварных соединений в пределах, предусмотренных нормативным документом.
Темный налет на свариваемом изделии представляет собой перенос материала электрода на его поверхность. Медь электродов и алюминий (или магний) свариваемого изделия образуют гальваническую пару. Это значительно влияет на коррозионную стойкость изделия.
Роль кадмия в электродных сплавах
В последнее время номенклатура сплавов существенно сократилась. Уровень требований производственной технической документации снизился. Контроль за выполнением операций при сварке ослаб. Всё чаще используют травление и зачистку почти каждой сварной точки.
Главная причина — применение электродов из хромовых и хромоциркониевых бронз стандартного состава. Эти сплавы предназначены для контактной сварки низкоуглеродистых и низколегированных сталей (II группа международной классификации). Не совсем то, что нужно для легких сплавов.
Уникальные физические свойства кадмия
Не случайно почти половина всех электродных материалов для контактной сварки легких сплавов мирового производства содержала кадмий. Кадмиевые бронзы широко использовали в качестве:
- ☑ Троллейных проводов железнодорожного транспорта
- ☑ Троллейных проводов внутригородского электрического транспорта
- ☑ Коллекторных пластин электродвигателей
- ☑ Сильноточных контактов различных систем
Кадмий повышает температуру рекристаллизации меди, хотя и не до рекордных значений. Но у него есть ряд уникальных физических свойств:
Низкая температура кипения, а следовательно, высокая упругость пара. Возможность образования под действием контактной температуры диссоциирующего оксида кадмия. Упомянутые свойства могут влиять на контактные микродуги, возникающие между электродом и свариваемой поверхностью.
С одной стороны, кадмий препятствует возникновению микродуг. С другой — защищает свариваемую поверхность от контактного взаимодействия с электродом. Учитывая возможность термической диссоциации оксида кадмия, можно предположить и обратимость процесса.
Характеристика разработанных сплавов
Составы сплавов в таблице выбраны из доброй сотни вариантов композиций. Они оправдали себя в большинстве случаев в соответствии с принципами легирования жаропрочных медных тепло- и электропроводных сплавов.
Дополнительная сложность выбора оптимальных составов была обусловлена возможностью химического взаимодействия контактирующих пар металлических материалов.
Сплав БрХЦр-А (медь-хром-цирконий). Содержание хрома снижено по сравнению со стандартной хромовой БрХ1 или хромоциркониевой БрХ1Цр бронзами. Цирконий в указанных количествах не меняет природу выделяющейся при старении фазы. Не меняется ориентация выделений в матрице. Но цирконий существенно замедляет диффузию выделений хрома в матрице.
Как? В результате образования устойчивых комплексов вакансия — атом циркония. Логично.
Сплав БрКдХ 0,5–0,15. Основан на положительных физических свойствах кадмия и способности хрома превратить меднокадмиевый сплав в дисперсионно твердеющий. Хромокадмиевый сплав получает несвойственную двойному сплаву жаропрочность. Высокая стойкость электродов сохраняется при рекордной работоспособности по переносу материала электрода на свариваемую поверхность.
Кадмий — один из самых токсичных элементов. Низкая температура кипения, катастрофическое испарение при введении в расплав меди — всё это заставляет производственников избавляться от его присутствия там, где это дозволительно.
В сплаве БрКдХ 0,5–0,15 содержание кадмия снижено в два раза по сравнению с серийно используемой кадмиевой бронзой БрКд1. Разработан практически безвредный способ производства меднокадмиевой лигатуры. Это позволило в несколько раз уменьшить выделение кадмия в атмосферу при введении в расплавленную медь. Хром снижен до допустимого предела.
Сплав БрЦХЦрМг 1,5–0,3–0,07–0,07. В основу положена дисперсионно твердеющая хромоциркониевая бронза. Выделение фазы-упрочнителя происходит на фоне медноцинкового твердого раствора.
Цинк несколько уступает кадмию в температуре кипения и упругости пара. Но почти трехкратное увеличение его содержания может сыграть микродугогасительную роль. Цинк также препятствует химическому взаимодействию электрода и свариваемого материала.
Магний не образует в сплаве самостоятельной фазы. Но он является адсорбционно активным элементом. Магний способен оказать благоприятное воздействие на:
- ★ Степень пересыщения твердого раствора
- ★ Морфологию выделений фазы-упрочнителя
- ★ Термическую стабильность фазы
Электроды из этого сплава весьма эффективны также при всех видах контактной сварки титана и сплавов на его основе.
Промышленное производство и перспективы
Продукция (прутки, диски) из всех трех электродных сплавов освоена ЗАО «Астринсплав СК». Производство может осуществляться в соответствии с заказами без ограничений.
В настоящее время ЗАО «Астринсплав СК» совместно с сотрудниками ФГУП «ГКНПЦ имени М. В. Хруничева» закончили испытания. Приступили к промышленному производству нового эффективного безкадмиевого электродного сплава для контактной сварки алюминиевых конструкций.
Это серьёзный шаг вперед. Безкадмиевые сплавы — будущее отрасли.
А. К. Николаев, профессор, д. т.н.
ЗАО «Астринсплав СК»
e-mail: nikolaevak1937@gmail.com
bl@assk.ru
Литература.
- Николаев А. К., Костин С. А. Медь и жаропрочные медные сплавы. Энциклопедический терминологический словарь. Фундаментальный справочник. — М.: Издательство ДПК Пресс, 2012. — 715 стр.

