Прорыв в сварке алюминиевых сплавов
Новое слово в отрасли
ОАО «ЦТСС» разработало технологию и оборудование для плазменной сварки алюминиевых сплавов на обратной полярности. Толщина — от 1,5 до 20 мм. Звучит убедительно, правда?
В чём преимущество? Всё просто: эффект катодной очистки разрушает окисную пленку Al2O3. Это позволяет вести сварку практически по чистому металлу и обеспечивает формирование качественного сварного шва с плавным переходом к основному металлу. Без подрезов. Именно так.
Для сварки листовых конструкций толщиной от 12 до 20 мм был разработан и изготовлен автомат АПС-01, построенный по модульному принципу.
Эффект катодной очистки: как это работает
Разрушение окисной пленки
Алюминиевые сплавы — материал непростой. Окисная пленка Al2O3 создаёт серьёзные препятствия при сварке. Но обратная полярность меняет правила игры.
При катодной очистке происходит разрушение этой самой пленки. Результат? Сварка идёт по чистому металлу. Шов получается качественным, с плавным переходом. Подрезы отсутствуют. Это серьёзный аргумент в пользу технологии.
Почему это важно? Потому что качество соединения напрямую влияет на надёжность всей конструкции. Особенно когда речь идёт о толщине до 20 мм.
Автомат АПС-01: модульная конструкция
Из чего состоит комплекс
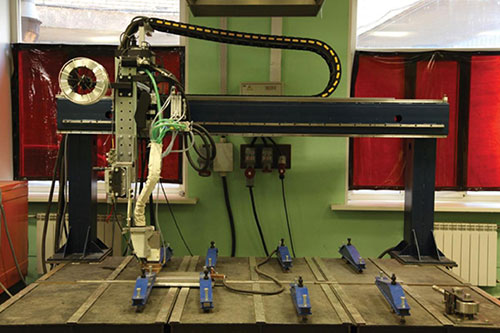
Рис. 1. Автомат для плазменной сварки АПС-01.
Автомат АПС-01 — это не просто станок. Это целый комплекс оборудования. Давайте разберёмся, что входит в его состав:
- ✓ Портал с самоходной головкой и кабельукладчиком
- ✓ Плазматрон
- ✓ Шкаф управления
- ✓ Насосная станция системы охлаждения плазматрона
- ✓ Источник сварочного тока ВДУ1202
- ✓ Пульт управления
- ✓ Соединительные кабели и шланги
Стенд сварки состоит из портала и сборочной плиты. По порталу перемещается самоходная головка, на которой установлены: плазматрон, осциллятор, механизм подачи присадочной проволоки, кассета с проволокой.
Два режима работы
Автомат может работать в ручном и автоматическом режиме. В автоматическом режиме всё происходит так:
- → Оператор нажимает на пусковую кнопку
- → Плазматрон автоматически подводится к изделию до соприкосновения
- → Сенсор касания вырабатывает сигнал управления
- → Плазматрон поднимается от изделия на высоту около 3 мм
- → Включается осциллятор
- → В момент пробоя промежутка электрод-изделие возбуждается малоамперная дуга
- → Плазматрон автоматически отводится на рабочее расстояние
- → Ток нарастает до заданного рабочего значения
- → На изделии образуется сварочная ванна
- → Включается подача присадочной проволоки
- → Осуществляется перемещение плазматрона относительно свариваемого соединения
Процесс сварки заканчивается, когда сварочная головка проходит заданное расстояние и останавливается. При этом происходит заварка кратера, ток и скорость подачи проволоки плавно снижаются до полного выключения.
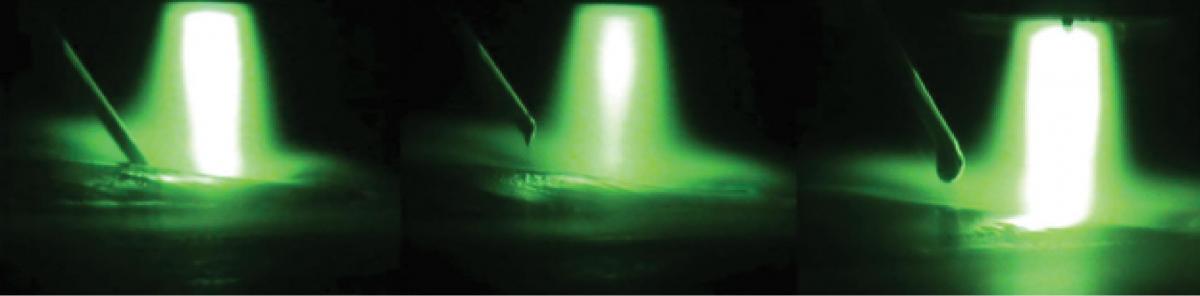
Рис. 3. Присадочная проволока расплавляется в ванне.
Плазматрон на 700 ампер
Сердце системы
При разработке автомата был создан плазматрон для сварки на обратной полярности на ток до 700 А.

Рис. 2. Плазматрон автомата АПС-01.
Наиболее сложным его узлом является электрод. Тут есть свои нюансы. При создании электрода потребовалась оптимизация его размеров — например, соотношения наружного диаметра с размерами вольфрамовой вставки.
Кроме этого, на работу электрода оказывает влияние способ соединения вольфрама с медью. Инженеры проверили несколько вариантов:
| Способ соединения | Эффективность | Применимость |
|---|---|---|
| Запрессовка | Низкая | Ограниченная |
| Пайка | Средняя | Требует доработки |
| Диффузионная сварка | Хорошая | Возможна |
| Соединение в вакууме | Отличная | Оптимально |
Уникальный электрод: вакуумная заливка
Испытания и выбор лучшего
Проверка электродов проводилась на токах от 300 до 700 А при сварке на образцах толщиной 16 и 20 мм.
Результаты? Наилучшие показала технология с залитой в вакууме вольфрамовой вставкой. Именно она и была применена в автомате АПС-01.
Почему вакуумная заливка лучше? Всё просто: она обеспечивает более надёжное соединение вольфрама с медью, что критично при высоких токах. Электрод выдерживает нагрузки, не разрушается, работает стабильно.
Это факт.
Борьба с магнитным дутьём
Неожиданная проблема
При сварке на токе 500–700 А возникает отклонение дуги на несколько миллиметров. Причина — действие внешних магнитных полей (магнитное дутьё). Это значительно затрудняет ведение процесса сварки.
Как решили проблему? Изменили схему токоподвода. Минусовой кабель, идущий к изделию, закончили «вилкой» с одинаковыми отрезками, которые присоединили по диагонали к образцу с двух сторон симметрично относительно сварного соединения.
Важный момент: если присоединить кабели по линии, параллельной сварному соединению, со смещением от центра, дутьё остаётся.
Отрезки «вилки» должны иметь одинаковое электрическое сопротивление. Чем точнее, тем лучше эффект. Не всё так просто, конечно. Но результат того стоит.
Режимы сварки толстолистовых конструкций
Технология для 20 мм
В процессе разработки технологии автоматической плазменной сварки толстолистовых конструкций толщиной 20 мм из алюминиевых сплавов были определены основные типы швов, а также установочные режимы сварки на автомате АПС-01.
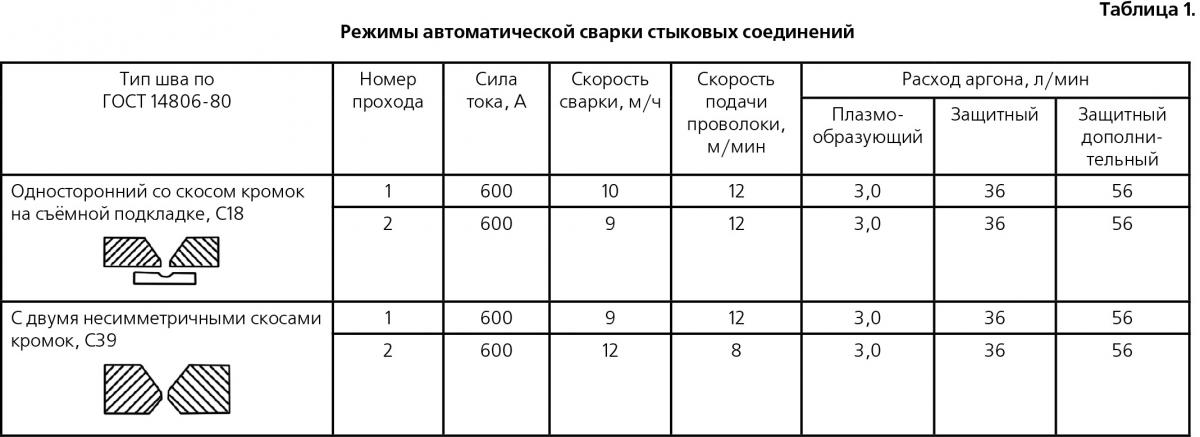
Таблица 1. Основные типы швов и режимы сварки на автомате АПС-01.
Испытания по стандартам РМРС
Проверка на прочность
После определения основных типов швов и установочных режимов были сварены стыковые соединения толщиной 20 мм в нижнем положении из АМг5.
Провели испытания на статический изгиб и статическое растяжение согласно требованиям РМРС (Российского морского регистра судоходства).
Результаты полностью удовлетворяют требованиям РМРС:
- ☑ При испытании на статический изгиб угол загиба составил 180°
- ☑ При испытании на статическое растяжение получили временное сопротивление от 260 до 306 МПа
- ☑ Минимально допустимое значение — 255 МПа


Рис. 4. Результаты испытаний на статическое растяжение (а) и статический изгиб (б).
Впечатляет, правда? Превышение минимального порога на 5–51 МПа — это серьёзный запас прочности.
Признание и патенты
Награды и интеллектуальная собственность
Разработки были удостоены наградами: грамотами и медалями на выставках в Москве и Санкт-Петербурге.
Получены патенты:
- → RU 2248868 C1 «Неплавящийся электрод для дуговых процессов»
- → RU 2318639 C2 «Сварочный электродуговой плазматрон»
В настоящее время подана заявка № 2013144161 на предполагаемое изобретение «Неплавящийся электрод для дуговых процессов и способ сварки постоянным током неплавящимся электродом».
Как видите, технология получила не только практическое применение, но и официальное признание. Это работает.
В. Б. Соломатов, В. К. Назарук, И. Н. Лабутин
НТФ «Судотехнология»
ОАО «Центр технологии судостроения и судоремонта»
198095, г. Санкт-Петербург, ул. Промышленная, д. 7
Тел. (812) 786-19-00| e-mail: inbox@sstc.spb.ru

