Экономия миллиардов на восстановлении оборудования
Масштабы потерь
Любое предприятие, любая отрасль, наконец, страна в целом, тратит колоссальные средства на ремонт и восстановление оборудования, механизмов, машин. И теряет время и деньги из-за простоев производства во время этих ремонтов.
Задумайтесь: в масштабах предприятий эти издержки исчисляются десятками и сотнями миллионов рублей. А в масштабах отраслей и страны в целом — миллиардами и десятками миллиардов рублей.
Это серьёзно. Очень серьёзно.
Почему 70% поломок — это износ поверхностей
Критический параметр износа
Более 70% выхода из строя оборудования, механизмов и машин или временного вывода их из эксплуатации являются следствием износа трущихся поверхностей на 0,3–0,5 мм.
Полмиллиметра. Всего-то. Но именно это становится причиной огромных потерь.
Следовательно, чрезвычайно актуальна разработка и освоение высокоэффективной технологии повышения износостойкости именно трущихся быстроизнашивающихся поверхностей деталей. В этом смысле технология упрочнения должна быть локальной.
И в то же время для более быстрой окупаемости затрат она должна быть глобальной — максимально широко применимой для обработки деталей из разных материалов для самых различных отраслей и производств.
Преимущества лазерного термоупрочнения
Комплексный подход
Руководствуясь изложенным, а также учитывая технологические и экономические преимущества лазерной обработки материалов, идёт разработка, освоение и производственное применение технологии лазерного поверхностного термоупрочнения. Создаётся специальное высокоэффективное автоматизированное оборудование для её реализации.
Одновременно активно ведутся работы не только по радикальному (в разы) снижению абразивного износа трения, но и по повышению:
- ✓ Теплостойкости
- ✓ Коррозионной стойкости
- ✓ Усталостной прочности
- ✓ Устойчивости против эрозии
- ✓ Устойчивости против разгарных сеток
- ✓ Других негативных последствий эксплуатации
Эти технологические возможности особенно целесообразно активно использовать в таких отраслях, как:
- → Ракетно-космическая
- → Авиационно-космическая
- → Моторостроительная
- → Станкоинструментальная
- → Судостроительная
- → Тяжёлое энергетическое и транспортное машиностроение
Именно здесь производится сложная дорогостоящая продукция по сложной многоплановой (многопрофильной) технологии из дорогих материалов большой номенклатуры. Кроме того, продукция этих отраслей эксплуатируется в особых условиях многофакторных воздействий.
Специализированные лазерные комплексы
Практическое применение
Для реализации технологии созданы специализированные лазерные комплексы с разными технологическими возможностями по мощности лазерных источников и размерам зон обработки.
На них упрочнены по заказам предприятий изнашивающиеся поверхности нескольких десятков тысяч производственных деталей разной сложности из разных материалов:
- ☑ Размерами от десятков миллиметров до нескольких метров
- ☑ Весом от сотен граммов до нескольких тонн
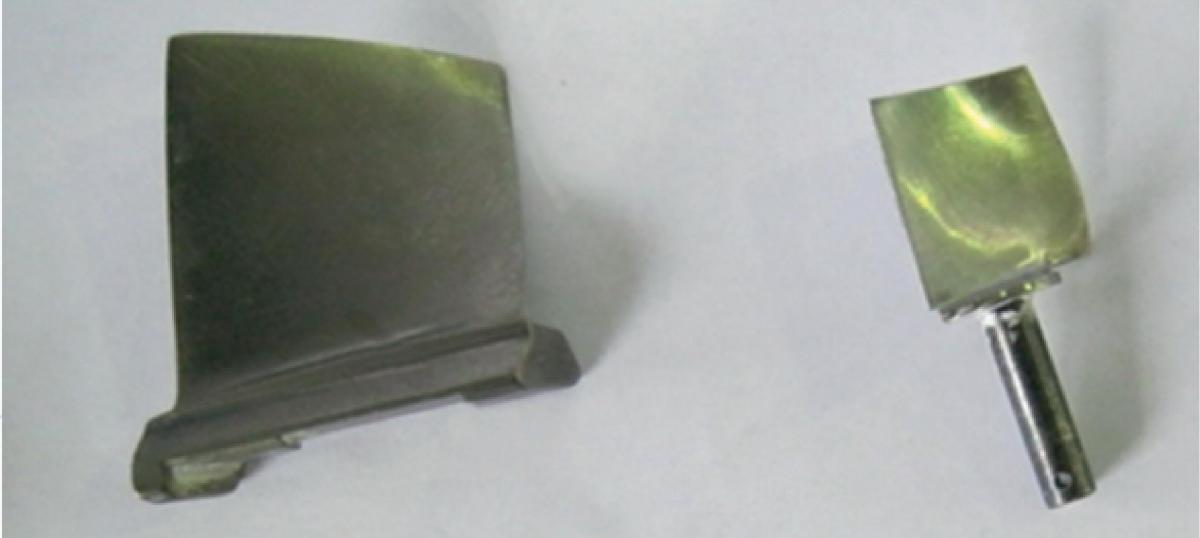
Рис. 1. Компрессорные лопатки ГТД.
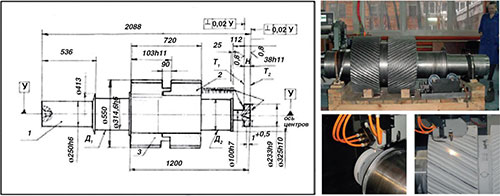
Рис. 2. Ротор ОАО «Турбонасос».
Экономическая эффективность технологии
Конкретные цифры
Об эффективности этой технологии говорят данные из практики. Стоимость упрочнения в среднем не превышает 10–15% стоимости новой детали. А износостойкость и срок службы упрочнённой поверхности повышается от 2 до 5 раз.
Причём, чем сложней и дороже деталь, чем длительней технологический цикл её изготовления, тем выгодней применять лазерную обработку для повышения срока службы её быстроизнашивающихся поверхностей.
| Показатель | Значение | Экономический эффект |
|---|---|---|
| Стоимость упрочнения | 10–15% от стоимости новой детали | Экономия 85–90% |
| Повышение износостойкости | В 2–5 раз | Сокращение замен |
| Срок окупаемости | Не более 1,5 лет | Быстрый возврат инвестиций |
| Срок службы оборудования | Не менее 15 лет | Долгосрочная работа |
По самым скромным подсчётам срок окупаемости затрат на создание оборудования и освоение технологии при двухсменной работе составляет не более 1,5 лет. А срок службы лазерного оборудования составляет не менее 15 лет.
Впечатляет, правда?
Новые многокоординатные комплексы
Расширение возможностей
На сегодняшний день для разных отраслей разработаны и находятся в стадии изготовления ещё четыре новых уникальных мощных многокоординатных автоматизированных комплекса:
- ★ Для упрочнения крупногабаритных деталей с зоной обработки 2500×1000×500 мм
- ★ Для упрочнения поверхностей крупногабаритных деталей в виде тел вращения
- ★ Для обработки внутренних поверхностей труб диаметром от 30 мм до 160 мм
- ★ Длина труб до 8 м и обработанной поверхности до 3250 мм
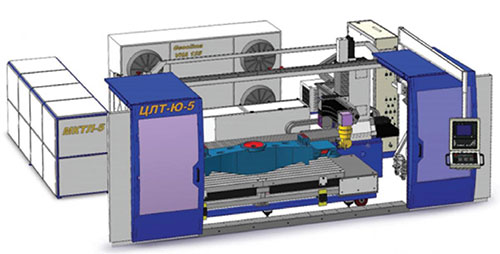
Рис. 3. Лазерный технологический комплекс ЦЛТ-Ю-5 для упрочнения поверхностей крупногабаритных деталей сложной формы.
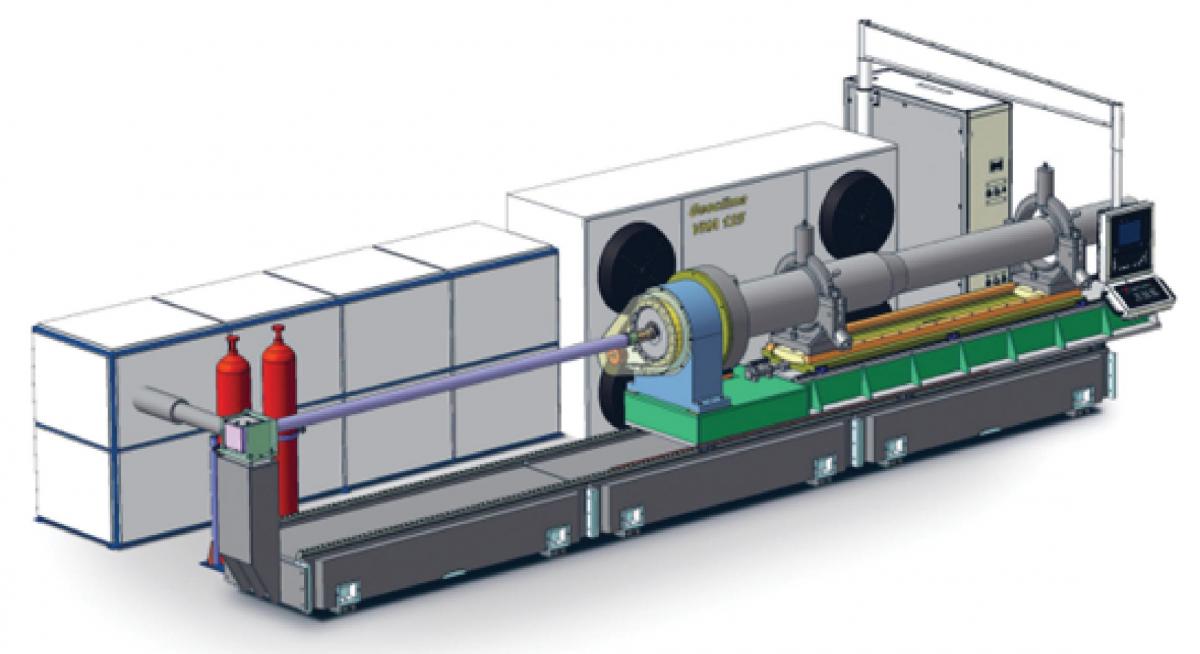
Рис. 4. Лазерный технологический комплекс ЦЛТ-Ю-5-Т для упрочнения внутренних поверхностей труб.
Структурно-фазовые превращения
Физика процесса
Общеизвестно, что при лазерной обработке при прохождении пятна лазерного излучения по поверхности детали в отличие от любых других тепловых воздействий, происходят эффективные структурно-фазовые изменения в поверхностном слое с образованием мелкодисперсной структуры с повышенной твердостью и износостойкостью.
Причины: быстрый нагрев обрабатываемой поверхности и быстрое её охлаждение, то есть жёсткий термический цикл.
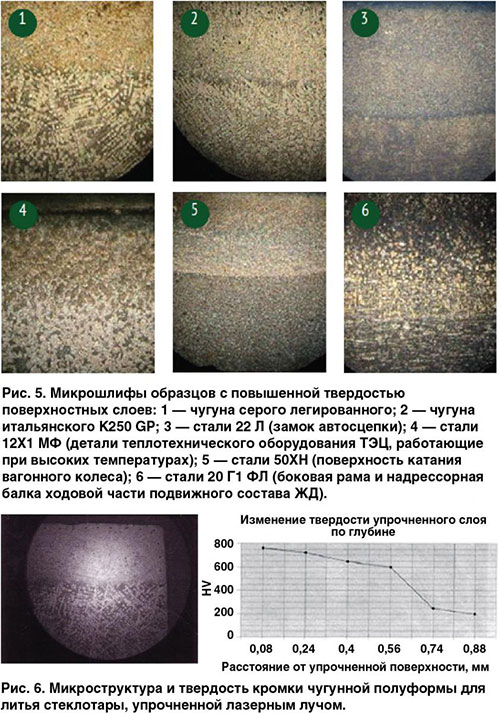
Рис. 5, 6. Структурно-фазовые изменения в поверхностном слое.
Проблема гауссова распределения
Ограничения ранних технологий
На ранних стадиях развития этой технологии воздействие на материал осуществлялось излучением однолучевых лазеров преимущественно с Гауссовым распределением плотности мощности в сечении луча в зоне обработки.
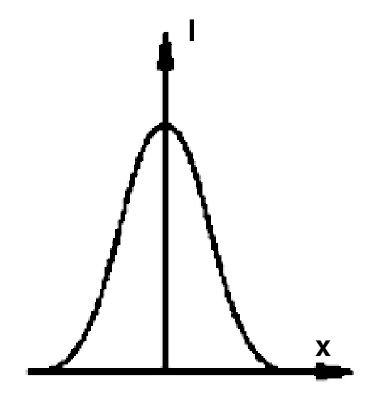
Рис. 7. Гауссово распределение плотности мощности.
Об этом свидетельствуют многочисленные публикации. При этом форма упрочнённой зоны поверхности детали в поперечном сечении дорожки имела вид сегмента или капли.
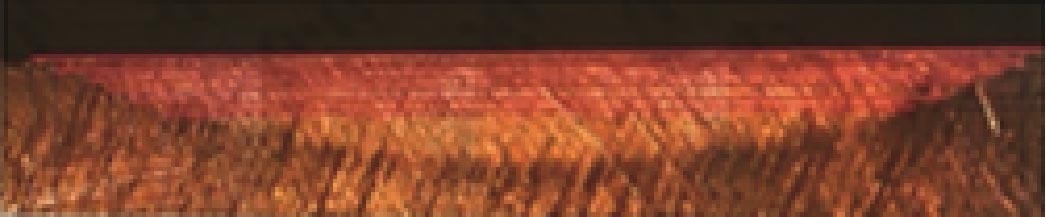
Рис. 8. Дорожка упрочнения однолучевого твердотельного лазера TRUMPF HL 4006D.
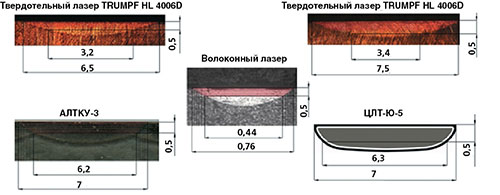
Рис. 9. Различные формы дорожек упрочнения.
Неравномерный износ
Естественно, по мере истирания верхних слоёв поверхности ширина и, соответственно, площадь упрочнённой поверхности в сечении дорожки сокращается, причём с разной быстротой в зависимости от конкретной формы дорожки.
А если учесть, что по мере углубления от поверхности снижается и твёрдость упрочнённой зоны, то понятно, что темп износа ускоряется, причём также с разной быстротой.
Не всё так просто, конечно.
Оптимизация формы дорожки упрочнения
Перекрытие дорожек
При необходимости упрочнять площади, превышающие размеры пятна и ширины одной дорожки, обработку ведут несколькими последовательно выполняемыми дорожками, чаще всего с перекрытием.
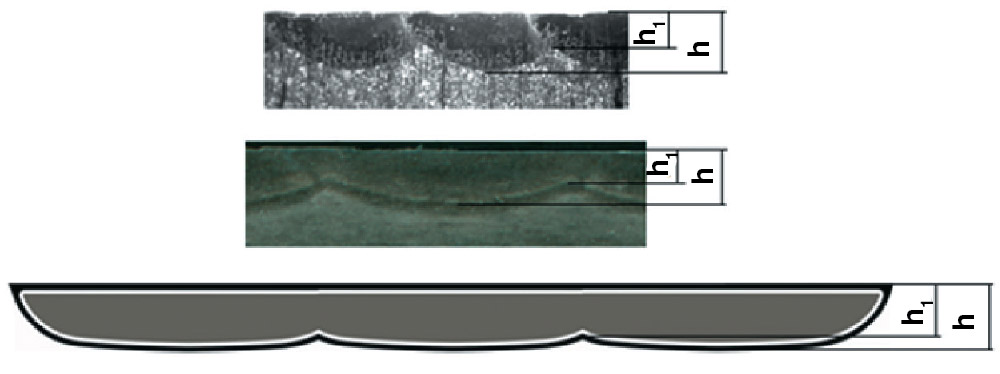
Рис. 10. Поперечное сечение перекрытых дорожек различной формы.
В этом случае часто применяемое выражение «глубина упрочнения» как размер до нижней границы сегмента (h) следует признать некорректным. За истинную глубину упрочнения правильней считать размер h1 в зоне перекрытия дорожек.
Чем меньше разница между h1 и h, тем больше ресурс упрочнённой зоны. И он напрямую зависит от коэффициента перекрытия дорожек и от формы упрочнённой зоны поверхности детали в поперечном сечении дорожек упрочнения.
Эта форма, в свою очередь, зависит от температурного поля в зоне воздействия луча на поверхность детали. А оно определяется распределением плотности мощности в пятне луча в зоне контакта с материалом и временем экспозиции в точках поперечного сечения.
Понимая принципиальную важность этих взаимозависимостей, мы целенаправленно занялись анализом и решением непростой задачи оптимизации параметров оборудования и режимов обработки.
Компьютерное моделирование процесса
Новый подход
Раньше исследователи и разработчики решали задачи методом проб и ошибок. Брали образец материала детали, проводили пробные дорожки упрочнения, делали шлифы образцов, изучали микроструктуры, делали замеры твёрдости зон обработки, проводили лабораторные испытания на износостойкость.
При необходимости по результатам корректировали режимы и приёмы обработки и повторяли всю эту цепочку процедур до достижения нужных параметров. Это длительно и затратно.
Наш новый подход к решению этой задачи заключается в следующем.
Сбор исходных данных
Заинтересованные предприятия (разработчики, производители или эксплуатационники) присылают:
- → Чертежи деталей с указанием материала
- → Предысторию (какие технологические процессы, включая термические, прошла деталь до лазерной обработки)
- → Условия эксплуатации (включая факторы, влияющие на ресурс деталей)
- → Пожелания (требования) заказчика
Работа металловедов
Наши металловеды с учётом накопленных знаний и опыта определяют, какие структурно-фазовые изменения необходимо осуществить в поверхностных слоях и какие технологические режимы (температурное поле, термический цикл нагрева-выдержки-охлаждения) необходимо реализовать, чтобы упрочняемая поверхность отвечала требованиям чертежа.
Причём температурное поле и соответственно форма упрочнённой дорожки в поперечном сечении должны иметь максимально равномерную глубину и твёрдость по ширине дорожки.
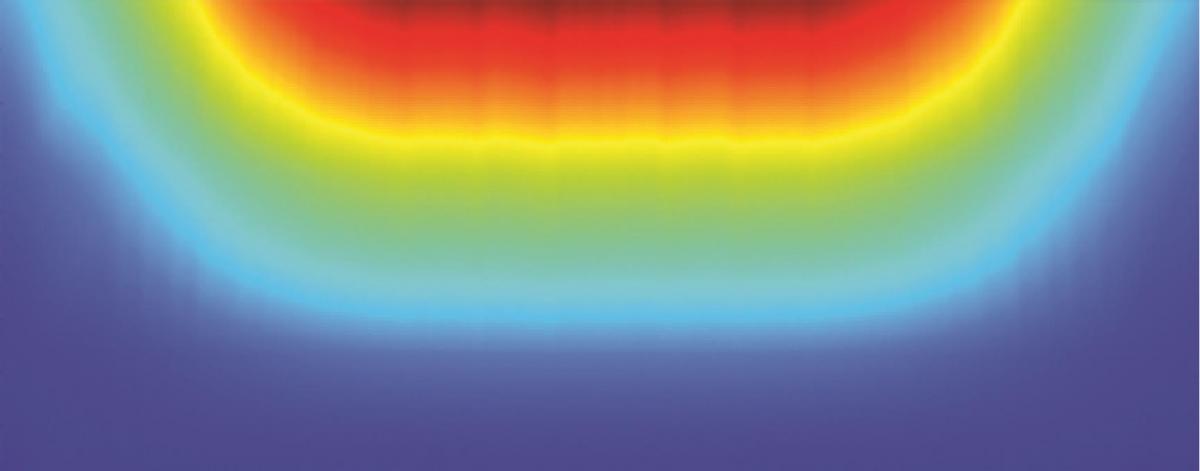
Рис. 11. Поперечное сечение равномерной дорожки упрочнения.
Компьютерное моделирование
С учётом свойств материала, конструктивных особенностей детали, влияющих на эффективность теплоотвода, условий эксплуатации и рекомендаций металловедов, проводится компьютерное моделирование процесса лазерной обработки.
Определяется необходимое (но неравномерное) распределение энергии излучения и время экспозиции в зоне воздействия лазерного луча на материал, чтобы создать нужное температурное поле и термический цикл.
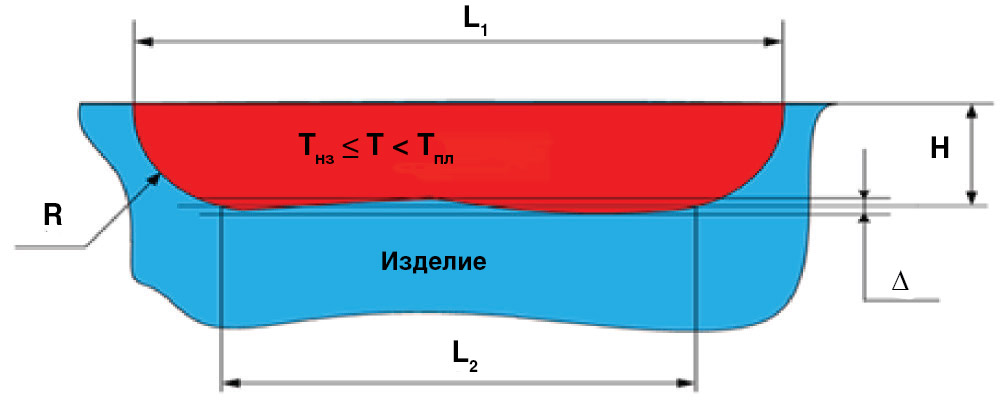
Рис. 12. Критерий формы температурного воздействия.
Т — требуемая температура закалки, в диапазоне [Тнз, Тпл]|
Тнз — нижняя температура закалки|
Тпл — температура плавления|
L1 — ширина зоны на поверхности|
L2 — протяженность условно прямолинейного участка нижней границы нагрева|
Н — условная глубина нагрева до температуры Т|
δ — допустимое амплитудное отклонение участка внутренней границы от прямолинейности.
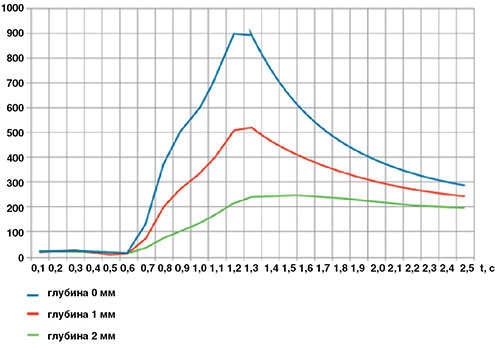
Рис. 13. Кривые термического цикла при моделировании в продольных сечениях.
Разработка оптической системы
Другие специалисты (физики, оптики, конструкторы) разрабатывают особую (оригинальную) компоновку трубок излучателя многоканального лазера и оптическую систему транспортировки и фокусировки излучения, создающие нужное температурное поле и обеспечивающие требуемый термический цикл в зоне обработки.
Причём при перемещении пятна излучения по любой криволинейной траектории по любой сложной поверхности (рельефу) в пределах зоны обработки комплекса.
Отметим, что предлагаемые некоторыми разработчиками сканирование лучом или использование пятна прямоугольной формы для обеспечения равномерного тепловвода не годятся для упрочнения по криволинейным траекториям и сложным поверхностям.
Наш же подход значительно повышает качество обработки, облегчает, ускоряет и удешевляет освоение технологии термоупрочнения разнообразных деталей и позволяет создавать более обоснованные комплексы, приспособленные для обработки часто меняющейся номенклатуры деталей.
Системы контроля
В этих комплексах предусмотрены:
- ✔ Непрерывный контроль температуры в зоне обработки (воздействия луча)
- ✔ Контроль глубины упрочнения (структурно-фазовых изменений)
- ✔ Обратная связь на систему управления режимами обработки
- ✔ Система автоматической подъюстировки оптических элементов
- ✔ Поддержание оси луча в нужном положении
Результаты и перспективы внедрения
Достигнутые показатели
За последние годы нами упрочнено более 50 марок разных сталей, сплавов, чугунов, титана и т. д. до твёрдостей:
| Материал | Твёрдость (HRC) | Применение |
|---|---|---|
| Сталь 35 | 38–40 | Общемашиностроительное |
| Легированные стали | 45–55 | Ответственные детали |
| Инструментальные стали | 55–62 | Режущий инструмент |
| Сталь Р6М5 | 63–67 | Быстрорежущий инструмент |
| Титановые сплавы | 40–50 | Авиация, космос |
В результате наших работ по оптимизации и улучшению формы поперечного сечения дорожки упрочнения достигнуты:
- → Значительное уменьшение коэффициента перекрытия
- → Сокращение количества дорожек при обработке больших площадей
- → Более равномерная глубина упрочнения
Сравнение производительности
Производительность упрочнения (см²/мин) на ЦЛТ-Ю-5 выше производительности комплекса с использованием твердотельного лазера TRUMPF HL 4006 Д в 3,4 раза. А стоимость упрочнения удельной площади (руб./см²) меньше в 2,33 раза.
Естественно, при этом структура упрочнения зоны не хуже, а темпы (динамика) износа этих зон ниже.
Это очень серьёзные производственно-экономические преимущества создаваемых комплексов серии ЦЛТ-Ю.
Масштабы внедрения
По некоторым, в том числе и по нашим, подсчётам, для широкомасштабного внедрения этой высокоэффективной технологии в различные отрасли в масштабах страны потребуется свыше трёхсот аналогичных комплексов.
На них реально упрочнять самые различные детали для предприятий разных отраслей с производительностью и с качеством, обеспечивающим радикальное (в разы) повышение ресурса, превосходящее результаты ныне известных и используемых (в том числе лазерных) технологий.
И можно быть уверенным, что по-настоящему широкомасштабное внедрение этого оборудования и технологии позволит избежать тех огромных издержек на ремонтные работы и сэкономить материальные, трудовые, энергетические, финансовые ресурсы на десятки миллиардов рублей.
Задумайтесь. Это того стоит.
В. И. Югов
Главный конструктор-технический директор
ООО «ЦЛТ», д. т.н., профессор
Моб. тел. 915–771-02-00

