Почему традиционные методы упрочнения устарели
Ограничения мартенситной нержавеющей стали
Детали оборудования для производства листовой стали работают в адских условиях. Механический износ, постоянные ударные нагрузки, высокие температуры, коррозионно-активные среды — всё это разрушает металл быстрее, чем хотелось бы.
Традиционно такие детали изготавливали из высококачественной или мартенситной нержавеющей стали с наплавкой упрочняющих слоев методом дуговой сварки под флюсом. Подход работал: срок службы увеличивался, пропускная способность линий росла за счет сокращения технического обслуживания.
Но не всё так гладко. Сварочные сплавы мартенситной нержавеющей стали (МНС), обладая хорошими износостойкими и коррозионными характеристиками, имеют критические недостатки:
| Проблема | Последствия |
|---|---|
| Неприменимость при сильном трении между металлами | Ограничение области применения |
| Потеря механических и коррозионных свойств при высоких температурах | Деградация покрытия в горячих зонах |
| Чувствительность шва на границах зерен в ЗТВ | Выделение карбида хрома, снижение содержания хрома в прилегающей области, локальная коррозия |
Проблемы композитных покрытий с металлической матрицей
Метод нанесения упрочняющих композитных покрытий с металлической матрицей (ММК) тоже нашел широкое применение в сталелитейной промышленности. Однако механически соединенные поверхности обладают относительно низкой прочностью и требуют последующего термического напыления металла. Это серьезно ограничивает их использование в средах с высокими ударными нагрузками.
Нужно было принципиально иное решение.
Как Tata Steel увеличила ресурс валков в 6 раз
Прорыв 2009 года в Порт Толбот
В 2009 году в городе Порт Толбот (Великобритания) произошла тихая революция. Здесь создали систему лазерного напыления для увеличения срока эксплуатации валков длиной от 0,3 до 3,5 метров. Результаты превзошли ожидания: покрытия, нанесенные методом лазерной наплавки, увеличили срок службы деталей до 6 раз.
Шесть раз. Представьте, что вместо одной замены вы меняете деталь в шесть раз реже. Это факт.

Рис. 1. Процесс лазерной наплавки.

Рис. 2. Установка для лазерной наплавки компании Tata Steel Strip Products UK
Совершенствование технологии
С момента установки системы в Порт Толбот процесс постоянно усовершенствовали. Протестировали огромное количество сплавов на основе никель-кобальта и железа по показателям:
- микроструктуры;
- механических свойств;
- износостойкости;
- устойчивости к коррозии.
Детальная разработка процесса позволила максимально адаптировать свойства покрытия к конкретному варианту использования стальных конструкций. Первые результаты пробных испытаний оказались очень обнадеживающими: детали с лазерной наплавкой обладали уникальными износостойкими и коррозионными характеристиками. Вследствие чего было решено разработать высокопроизводительную машину.
Технология лазерной наплавки: принцип работы
Как создается идеальное покрытие
Процесс лазерной наплавки — это способ нанесения твердосплавного покрытия для повышения износостойкости, коррозионных характеристик и ударопрочности металлических деталей. Метод базируется на сфокусированном лазерном излучении, которое создает сварочную ванну, в которую помещается металлический порошок.
Порошок переносится струей инертного защитного газа и подается коаксиально лазерному лучу. Просто и элегантно.
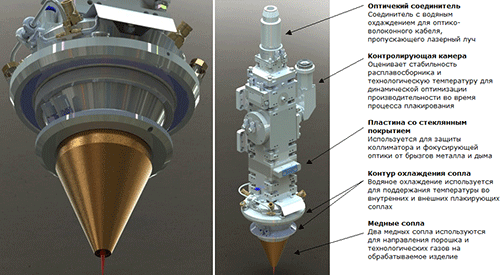
Рис. 3. Головка для наплавки Precitec YC52 с коаксиальным соплом.
Точность и качество
Точность лазерного луча гарантирует получение полностью плотного слоя наплавки с минимальным разжижением менее 5% и обеспечивает превосходное металлургическое сцепление. Можно нанести несколько слоев покрытия, что обеспечивает сопротивление механизмам разрушения каждой детали.

Рис. 4 Микрофотоснимок лазерной наплавки, иллюстрирующий типичное покрытие карбида вольфрама на матрице NiCrSiB.
Ключевые преимущества лазерного метода
Точный контроль тепла — основа успеха
Одно из главных преимуществ лазерной наплавки — возможность осуществления точного контроля подводимого тепла. Это позволяет получить двухфазную структуру композитов с металлической матрицей. Разберемся подробнее.
Двухфазная структура композитов: матрица и твердая фаза
Компоненты идеального покрытия
| Компонент | Материал | Функции |
|---|---|---|
| Матрица | Сплав на основе никеля (NiCrSiB, NiCrWMo) | Обеспечивает твердость, пластичность, ударную прочность, износостойкость при повышенных температурах |
| Усиленная твердая фаза | Карбид вольфрама (основной), нитрид/карбид титана, карбид хрома | Повышает износостойкость покрытия |
Баланс свойств
Точная регулировка подаваемого тепла позволяет матрице полностью сплавиться с поверхностью подложки. При этом керамические частицы не плавятся и распределяются равномерно по всей матрице (рис. 4), обеспечивая покрытие с высокой износостойкостью и ударопрочностью.
Соотношение между твердой фазой и матрицей может быть изменено в соответствии с эксплуатационными условиями:
- ✓ чем больше доля твердой фазы, тем выше износостойкость;
- ✓ чем меньше доля твердой фазы, тем выше ударопрочность.
Логично.
Дополнительные преимущества процесса
Помимо основного преимущества с контролем тепла, лазерная наплавка предлагает ряд других серьезных преимуществ:
- → подача минимального количества тепла обеспечивает высокую скорость охлаждения, очень мелкозернистую микроструктуру и минимальную деформацию;
- → способность получения желаемого химического состава покрытия в первом слое благодаря минимальному разжижению;
- → возможность получения покрытий из твердого сплава с высококачественной обработкой поверхности (возможность использования роликов для нанесения покрытия и установки без механической обработки);
- → полное металлургическое сцепление с подложкой в отличие от всех других процессов напыления с низкой подачей тепла (HVOF – высокоскоростное газопламенное напыление, холодное распыление, D-Gun и др.).
Контроль параметров: массовый расход порошка
Главный параметр качества
Качество лазерного напыления зависит от большого количества параметров, но самым главным из них является массовый расход порошка. После задания оптимального диаметра лазерного пятна, скорости наплавки и мощности лазера, массовый расход порошка можно использовать для регулирования:
- толщины покрытия;
- твердости;
- разжижения.
Увеличение расхода порошка позволяет обеспечить эффективный контроль разжижения. Это наглядно демонстрирует рис. 5.

Рис. 5 Поперечные разрезы сплава NiCrWMo, изображающие разжижение в качестве функции от массового расхода порошка; снимок, полученный методом оптической микроскопии при сильном увеличении, подробно иллюстрирует дендритную структуру; РЭМ-снимок при сильном увеличении, иллюстрирующий очень четкую ячеистую дендритную структуру этого же сплава.
Толщина покрытия за один проход
После определения оптимальных параметров для однопроходного шва валика, наплавленного на пластину, отношение массы к площади получается с помощью перекрываемых участков. Величина перекреста определяет толщину покрытия, которая может варьироваться от 0,3 до 3,0 мм за один проход (рис. 6).

Рис. 6 Поперечные сечения покрытия лазерной наплавкой, полученные с помощью перекрываемых участков.
Сравнение с дуговой сваркой: результаты испытаний
Испытания в университете Шеффилд
Для демонстрации и определения потенциальных преимуществ лазерной наплавки по сравнению с традиционными техниками наплавки твердым сплавом было произведено несколько образцов, полученных при помощи лазерной и дуговой сварки. Компания «Tata Steel RD&T» провела испытания на износостойкость в университете Шеффилд (Великобритания).
Результаты тестов на износостойкость проводились при низких и высоких температурах и представлены на рис. 7 и 8 соответственно.

Рис. 7 Тест на износ при трении скольжения при комнатной температуре лазерной наплавки карбида вольфрама и легированной катанной высокоуглеродистой стали. Вкладыш микроснимка показывает «след изнашивания», образованный во время теста. На карбиде вольфрама образовался слабый след изнашивания.
Рис. 8 Тест на износ при трении скольжения при высокой температуре (700oC) лазерной наплавки стеллитом 6 и мартенситной нержавеющей стали, плакированной с помощью дуговой сварки (в настоящее время используются плакирование HSM и ролики машины непрерывного литья в CSP).
Как видно на рисунках, процесс лазерной наплавки может значительно улучшить характеристики износостойкости при использовании стандартных материалов и техник по наплавке твердым сплавом. Разница очевидна.
Оборудование для лазерного напыления: компоненты системы
Комплексное решение от Tata Steel
Машинное оборудование для лазерной наплавки компании «Tata Steel» представляет собой высокотехнологичный комплекс:
| Компонент | Производитель/Модель | Назначение |
|---|---|---|
| Лазер | Laser Lines (диодный) | Источник лазерного излучения |
| Головка для напыления | Precitec YC52 | Фокусировка луча и подача порошка |
| Порошковый питатель | Metallisation | Дозированная подача порошка с контролем массового расхода |
| Робот | Fanuc с 7-й осью | Позиционирование головки, вращение цилиндрических деталей (до 6 тонн, до 3,5 м) |
Управление и автоматизация
Машина работает посредством человеко-машинного интерфейса с сенсорным экраном. Система может работать в автономном режиме, в котором робот осуществляет автоматическое программирование. Датчики, измеряющие расстояния, позволяют определить:
- размеры детали;
- положение начала и конца обработки;
- расстояние до лазерной головки.
Современнейший процесс не требует высокого уровня подготовки. Детальный контроль гарантирует стабильное протекание процесса, в то время как автоматическая остановка и функция обратного хода предотвращают повреждение машины в случае непредвиденного сбоя.
Выбор сопел для различных задач
Выбор сопел для подачи порошка позволяет эффективно и качественно производить напыление на различные конструкции:

Рис. 9. Различные виды сопел: коаксиальное кольцо; сопло с четырьмя отверстиями (раздельные, коаксиальные); эксцентричное
| Тип сопла | Применение |
|---|---|
| Коаксиальное кольцо | Для максимально точной обработки |
| Сопло с четырьмя отверстиями (раздельные, коаксиальные) | Позволяет осуществлять наплавку во всех положениях |
| Эксцентричное сопло | Для обеспечения устойчивости процесса при длительной работе (несколько часов) |
Лазерная наплавка — это не просто технология, это качественный скачок в упрочнении деталей для сталелитейной промышленности. Увеличение срока службы в 6 раз, превосходная износостойкость, коррозионная стойкость при высоких температурах — всё это делает метод незаменимым для современного производства.
Доктор Ник Лонгфилд (Tata Steel),
г-н Сэм Лестер (Tata Steel / Университет Суонси),
г-н Джастин Гриффитс (Tata Steel),
г-н Джон Кокер (Laser Trader),
г-н Кристиан Стоденмайер (Precitec),
г-н Гэри Броудхед (Laser Lines)
По вопросам партнерства и приобретения техники компании Precitec, обращайтесь в официальное представительство данной компании на территории России и странах СНГ –
Центр Компетенции Систем Промышленной Автоматизации (ООО «ЦК СПА»)
по Email: zakaz@ccspa.ru
http://www.ccspa.ru
Мы будем рады Вам помочь!

